РАЗДЕЛЕНИЕ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ ПО СУХОМУ ОСТАТКУ

Основной показатель надежности ЛКМ - толщина. От понимания данного фактора зависит качество произведенных работ. Для большинства лакокрасочных материалов показатель толщины в среднем варьируется от 50 до 60 мкм. Этого достаточно для визуального эффекта, а также для защиты поверхности от внешних воздействий и коррозии.
Чтобы контролировать толщину слоя необходимо соблюдать ряд правил:
- Расстояние распылителя от поверхности определяет то насколько толстым или тонким будет слой. Распыление на удаленном расстоянии позволяет создать тонкий, менее концентрированный слой, на более близком - слой потолще.
- От быстроты также зависит очень многое. При медленных движениях вдоль кузова получается более плотная прослойка, при быстрых - слой гораздо тоньше.
- Вяжущие свойства материала определяют его проходимость через сопло и толщину слоя. Жидкий ЛКМ способен создавать тонкие слои, вязкий – толстые. Чем более густой и вязкий материал, тем больше должен быть диаметр сопла.
Несоблюдение правил
Нам известно, что оптимальная толщина слоя составляет от 50 до 60 мкм. Превышение данного норматива нежелательно. Это может привести к ухудшению качества лакокрасочного покрытия, снижению его защитных свойств, плотности и т.д. Важно соблюдать технологию нанесения ЛКМ с разным количеством твердого вещества. Далее рассмотрим ее подробнее.
Cухой остаток
Сухой остаток - это твердое вещество, которое остается вследствие испарения летучих органических веществ (спиртов, кетонов, углеводородов и др.), входящих в состав лакокрасочного материала. Среди компонентов сухого остатка ЛКМ чаще всего встречаются смолы, наполнители и пигменты.
Сухой остаток определяет основные характеристики материала и его экологические особенности. Наиболее высокое содержание органических веществ является прямым показателем количества растворителей в материале. При высоком сухом остатке растворителей мало, данный фактор снижает количество выбросов вредных веществ в окружающую среду.
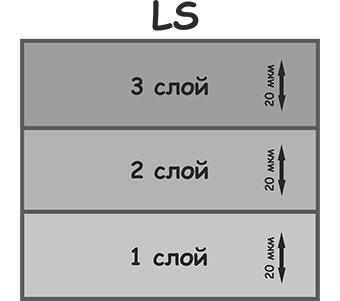
LS (Low Solid) – низкий показатель сухого остатка. Материалы с низким содержанием сухого остатка встречаются довольно редко. Они имеют высокое содержание летучих веществ (VOC более 800 г/л) и оказывают негативное воздействие на окружающую среду. Процентное содержание сухого остатка составляет порядка 40 %. LS-материалы состоят из больших молекул, имеющих разреженное расположение. Толщина одного слоя у таких материалов составляет до 20 микрон. Необходимо наносить в 3-4 слоя. Данные материалы на сегодняшний день не используются.
MS (Medium Solid) – средний показатель сухого остатка. Материалы MS создают более плотный слой. Содержат более 50% сухого остатка и умеренное количество летучих веществ (VOC около 600 г/л). Молекулы средней величины и расположены ближе друг другу. Толщина слоя составляет около 30 микрон. Чтобы толщина достигла 60 мкм нужно два равномерных слоя MS-материала. Время сушки каждого слоя должно составлять не менее 10 минут при 20 °C.
HS (High Solid) – высокий показатель сухого остатка. Материалы HS более насыщены твердыми веществами, чем MS. Сухой остаток составляет более 60%, что обеспечивает экономичный расход материала. Имеют сниженное количество летучих веществ (VOC до 400 г/л). Данный фактор делает их наименее экологически вредными. По свойствам вязкие и плотные. Наносятся в 1,5 слоя. Первый слой необходимо наносить тонко (10-20 мкм). Второй слой должен быть толстым порядка 40-50 мкм. Выдержка после первого слоя около 3-5 минут. Оптимальная температура для сушки составляет около 20 °С.
UHS/VHS (Ultra High Solid/Very High Solid) – ультравысокий показатель сухого остатка. Данные материалы обладают наибольшей плотностью. Содержат более 80% сухого остатка, что на сегодняшний день является абсолютным максимумом. Летучие вещества сведены к минимуму (VOC до 200 г/л). Их консистенция позволяет добиться слоя в 60 мкм за одно нанесение. Тем не менее, для большей надежности и усиления адгезии лучше наносить в два слоя. Первый посадочный слой должен быть максимально тонким насколько это возможно. Второй слой наносится в полноценном виде, он очень толстый и является завершающим. Выдержка между слоями не требуется. При работе с такими материалами необходимы особые производственные условия.