Здорова, народ!
В качестве подшипников нижней головки шатуна верхнеклапанных двигателей мотоциклов Днепр применены тонкостенные сталебаббитовые вкладыши автомобиля Москвич 407. Естественно, сейчас такие уже не выпускают, но на Авито объявления об их продаже все еще попадаются. Продавцы пишут, в основном, что это так называемые запчасти "с хранения". Ну или просто у кого-то в гараже завалялись.
Баббит - отличный антифрикционный материал и коленчатый вал со сталебаббитовыми вкладышами изнашивается в 2 раза медленнее чем при использовании сталеалюминиевых. Вместе с тем, вкладыши с таким покрытием обладают достаточно низкими прочностными качествами и очень не любят повышенные обороты и нагрузку. Следовательно, сталебаббитовые вкладыши времен СССР будут отличным вариантом при эксплуатации мотоцикла в щадящем режиме. "Гонщегам" они противопоказаны.
"Новодельные" вкладыши для мотоцикла Днепр являются сталеалюминиевыми. В продаже имеются детали как китайского, так и российского производства (по заявлениям продавцов, по крайней мере).
Промерив свой коленчатый вал я выяснил, что он практически не изношен. По этой причине можно было бы установить вкладыши стандартного размера. Однако, "для верности", мной были приобретены так называемые межремонтные (+0,05 мм).
Первая попытка подгонки вкладышей оказалась не удачной. Почему, можно прочитать здесь: https://dzen.ru/media/id/6265fccfaaacb32a586b6551/pochemu-resurs-vkladyshei-dnepra-v-10-raz-menshe-chem-avtomobilnyh-63f1be6770ad167a40384dec.
Потерпев неудачу, я решил более детально разобраться в особенностях конструкции этих, казалось бы простейших деталей.
И выяснил вот что.
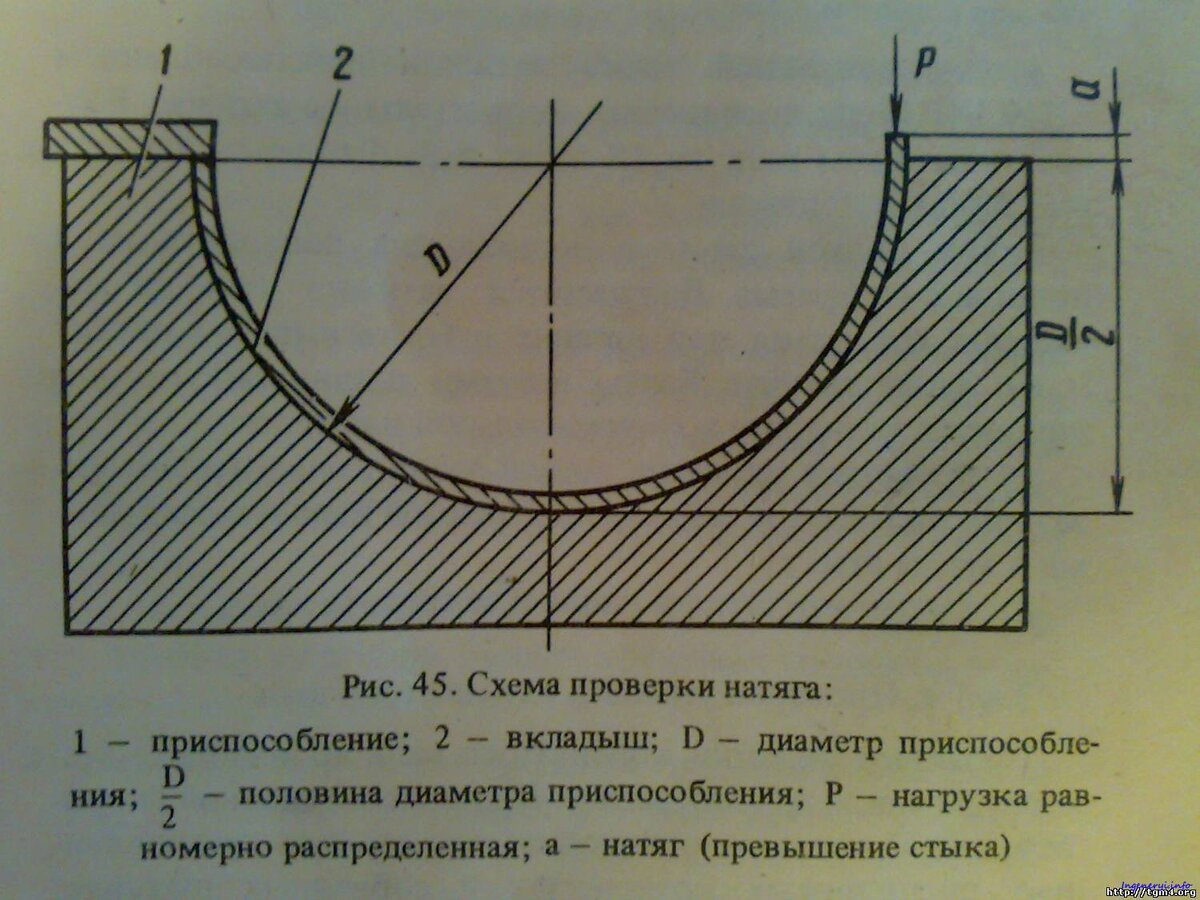
Вкладыши должны быть установлены в свои посадочные места плотно и с определенным усилием. Это предотвратит их смещение во время работы, а также обеспечит максимальный отвод тепла из области трения. Для достижения данных целей подшипники изготавливают таким образом, чтобы они на некоторую величину выступали из своей постели (должен быть так называемый натяг).
Поиск по интернету нормативной документации, определяющий то, насколько диаметр вкладышей должен превышать диаметр их посадочного места, положительных результатов не дал. ОСТ 37.001.045— 82 "Вкладыши тонкостенные коренных и шатунных подшипников автомобильных двигателей" ответа на мой вопрос также не содержит и отсылает к конструкторской документации.
Имеющиеся в сети статьи, в которых рассматриваются вопросы геометрии и размеров вкладышей, являются, по большому счету, неким частным, не подкрепленным официальными источниками, мнением.
Из рисунка выше видно, что измерить то, насколько вкладыш выступает из постели не представляет особого труда. Вместе с тем на практике все немного не так.
Установив подшипники в шатун я обратил внимание, что в незажатом состоянии между ними и их посадочными местами имеется некоторый зазор. В связи с этим для определения указанной величины необходимо этот самый зазор убрать, для чего с силой вдавить вкладыши в их постели. В принципе, это тоже не сложно. Однако как в домашних условиях определить в какой момент вкладыш будет полностью вдавлен в свое посадочное место, мне не известно. Используемые в лаборатории приспособления и методы в специальной литературе описаны, но повторить их я вряд ли смогу.
По результатам размышлений на указанную тему я пришел к выводу, что зазор надо измерять между половинками шатуна с полностью затянутыми болтами. И составлять он должен несколько соток.
Если выступание вкладышей будет слишком мало, есть риск их проворачивания.
В случае, если в собранном состоянии зазор между шатуном и бугелем чрезмерно велик, это приведет к постепенной деформации подшипников. В следствие чего затяжка болтов ослабнет и появится люфт, который вызовет ускоренный износ не только вкладышей, но и всего узла в целом.
Кроме того, деформация подшипников нарушит их геометрию, что также воспрепятствует долгой службе как их самих, так и коленчатого вала.
Дело в том, что в месте стыков толщина вкладышей меньше, нежели по центру. В результате этого не только нивелируется некоторое их утолщение вследствие сдавления, но и создаются благоприятные условия для образования масляного клина.
Только разобрав вал и внимательно осмотрев вкладыши, установленные на заводе, я заметил слишком большой зазор между шатуном и бугелем, а также странные потертости в области стыков.
Поначалу никак не мог понять, почему они там образовались. Но теперь все встало на свои места.
Вообще, есть как ярые противники, так и сторонники самостоятельной доработки автомобильных подшипников скольжения.
Первые утверждают, что: 1. слой антифрикционного материала настолько тонкий, что шабрить там нечего и 2. точность изготовления вкладышей очень высока и гаражные методы доработки их только испортят. К противникам нарушения девственности указанных деталей относятся и их производители. Они утверждают: мы все делаем настолько хорошо, что улучшить самодельщик ничего не сможет, а вот испортить - да.
Так вот применительно к имеющимся в продаже вкладышам мотоцикла Днепр оба утверждения являются абсолютной ерундой. Антифрикционный слой этих запчастей (как отечественного, так и китайского производства) настолько велик, что вполне допускает его некоторое уменьшение. При этом точность изготовления вкладышей сильно далека от идеала. Так, я установил стандартные вкладыши на коленвал, имеющий пробег около 7-8 тысяч километров, и их зажало... Можно, конечно, оставить все так как есть подумав: "а, притрется...". Но меня этот вариант как-то не вдохновил.
Подгонка вкладышей осуществляется шабрением. Шабрение не является очень уж сложной процедурой, однако, все равно, требует некоторой сноровки. Плюс качество результата сильно зависит от инструмента - шабера.
Поначалу я хотел шабер купить, но даже на Авито не нашел ничего подходящего. Поэтому пришлось изготовить его самостоятельно, из трехгранного напильника. Получилось так.
Не идеально, но, если действовать аккуратно, свою задачу он выполняет.
Шатунными болтами лучше не пользоваться. Потому, что процедуру снятия-установки, возможно, придется повторить много раз. Вследствие чего резьба как на болтах, так и на гайках, будет подпорчена. Чтобы этого не произошло, я купил в крепеже пару болтов под внутренний шестигранник, а также гайки и шайбы к ним. При этом гаек желательно приобрести пару комплектов, а шайб - 5-7.
Чтобы болты встали на положенное место их головки надо немного сточить на наждаке.
Вкратце о самом процессе.
Поставил вкладыши в шатун и установил последний на коленчатый вал. Затянул до того момента, когда он станет проворачиваться с некоторым усилием. Разобрал. Осмотрел вкладыши. В местах, где они трутся о коленчатый вал - блестящие залысины.
Там, где блестит, пошкрябал шабером. Собрал. Подтянул. Опять заедает. Разобрал. Подшабрил. Собрал.
Спустя некоторое время определять, где вкладыши трутся о вал, будет очень сложно. По этой причине понадобится специальная краска. Ее без проблем можно купить. Она так и называется: краска для шабрения. Но мне сильно хотелось не ждать доставку, а доделать все до конца. Поэтому я раздобыл вот такую штуку.
Отличная вещь! Не высыхает и очень хорошо показывает, где надо убрать лишний металл.
После того, как шатун с от души затянутыми болтами стал вращаться без заеданий мне стало интересно, какой в итоге в этом узле получился зазор. Я попытался произвести замеры индикатором часового типа, но данный метод оказался не работоспособным. В связи с этим пришлось разориться вот на это:
Используется очень просто. Отрезок проволоки нужной длины укладывается на шейку коленчатого вала, затем устанавливается шатун и затягивается с необходимым моментом. Потом все разбирается и получившееся пятно меряется специальным калибром.
Радиальный зазор в передней шейке получился 0,07 мм, задней - 0,055-0,06 мм. При этом вкладыши размера +0,05 удалось подогнать до 0,035 мм. Таким образом, межремонтные подшипники были бы лучшим вариантом. Их, правда, подгонять дольше. Но я в этом проблемы не вижу.
На этом эпопея с подгонкой вкладышей у меня закончилась. Наверное...
Всем добра!