Мало кто уже помнит, что двигатели семейства ЗМЗ-66 / 53 были первыми в мире моторами конфигурации V8, блок цилиндров которых отливался из алюминия под давлением. А также, на тот момент, единственными в мире грузовыми моторами с алюминиевым блоком. Правда, как обычно, есть нюанс - наладить выпуск спроектированных у нас моторов моторостроителям из Заволжья помогли зарубежные партнёры. Но впоследствии технология была полностью освоена и у нас.
Сразу же надо сделать необходимые оговорки: не "первый в мире мотор с алюминиевым блоком цилиндров" (такие были ещё до войны) и не "первый в мире V8 с алюминиевым блоком" (судя по всему, из автомобильных двигателей таковым был мотор спортивного Fiat 8V 1952 года). И также не "первый в мире двигатель с алюминиевым блоком цилиндров, отлитым под давлением" - для рядных четвёрок эту технологию уже применяла на тот момент, к примеру, фирма Renault. Именно первый в мире V8 с алюминиевым блоком цилиндров, который отливался под давлением. Вот такой вот приоритет - небольшой, но всё же наш. Или приведите факты, доказывающие обратное )
Небольшая справка: при литье алюминия в заводских условиях может использоваться целый ряд технологий, таких, как литьё в разрушаемые песчаные формы ("в землю"), литьё в многоразовые металлические формы (кокили) и литьё в разъёмную металлическую пресс-форму (которая собирается внутри специального прессового агрегата, сжимающего её во время заливки металла). Слова "песок" и "земля" не нужно понимать буквально - на самом деле уже давно используются специальные формовочные смеси с добавкой полимерного связующего.
Существуют и другие варианты, например литьё в корковые (оболочковые) формы - но они как правило используются либо для сравнительно небольших деталей (например, коленвала и распредвала), либо при малосерийном или штучном производстве. Также по способу подачи металла в форму различают литьё самотёком (гравитационное), под низким и под высоким давлением.
Песчаные формы являются одноразовыми - для каждого экземпляра детали их приходится изготавливать заново. При поточном производстве делать это нужно очень быстро, чтобы формы подавались в литейку одна за другой. Набивать их формовочной "землёй" вручную уныло и непроизводительно, а также очень грязно и вредно для рабочих.
Поэтому на производстве этот процесс как правило частично механизирован, а в некоторых случаях - частично или полностью автоматизирован, то есть - песчаные формы выпускаются буквально на конвейере (см. илл.). Однако для этого рядом с литейным цехом для этого требуется строить второй, как минимум равный по размеру и сложности - производящий подаваемые на заливку металла формы.
Преимущество литья в металлические формы достаточно очевидны. Такие формы являются многоразовыми и при литье алюминия служат очень долго, поэтому их на всё производство может быть несколько, или даже вовсе всего одна - а значит, не нужно каждый раз тратить время и труд на изготовление одноразовых форм, возиться с песчаными формовочными смесями, и так далее. При условии хорошей отделки стенок формы точность и качество поверхности готового изделия получаются намного выше, чем при литье "в землю", снижая потребность в последующей обработке:
Механические качества отливаемой детали также получаются более высокими благодаря особенностям режима кристаллизации. Стенки металлической формы в 3…5 раз лучше отводя тепло от отливки, и за счёт этого она намного быстрее остывает и застывает - а значит, и производственный процесс получается более быстрым (причём процессом остывания можно управлять за счёт нанесения на стенки формы более или менее толстого слоя термоизоляционной краски). Главный минус - сравнительно высокая стоимость оснастки, однако при массовом производстве она быстро окупается.
В некоторых случаях используется комбинированный метод - металлическая форма с разрушаемым песчаным или керамическим стержнем, формирующим внутреннюю полость, который впоследствии приходится выбивать из готовой детали:
Для изготовления блоков цилиндров и других деталей двигателей самотёчное литьё в земляные формы или кокиль применялось с незапамятных времён (как минимум, с 1920-х) и зарекомендовало себя как проверенная технология серийного производства - сначала в авиации, а затем и в автомобильном двигателестроении. Наверное, первым отечественным автомобильным мотором с алюминиевым картером (!) должен считаться двигатель НАМИ-1, но с важной оговоркой - у него были чугунные съемные цилиндры, как у тех же самых авиамоторов или будущего "Запорожца".
По технологии литья в кокиль с разрушаемым песчаным стержнем отливался алюминиевый (точнее говоря, силуминовый - это специальный литьевой сплав алюминия и кремния) блок цилиндров разработанного в середине пятидесятых годов двигателя ГАЗ-21А - первого поколения ГАЗовских алюминиевых моторов, производство которого было впоследствии передано на Заволжский моторный завод. По такой же технологии изготавливались и блоки цилиндров моторов ЗМЗ-4022.10 (форкамерный) и ЗМЗ-410.10 (увеличенного рабочего объёма, для ГАЗели). У всех этих моторов блоки были закрытыми сверху, а гильзы цилиндров фиксировались по верхнему краю.
Увы, у данной технологии существовала два серьёзных недостатка: во-первых, она была сравнительно малопроизводительна, а во-вторых - при её использовании невозможно было получить достаточно тонкостенную отливку. То есть, хочешь - не хочешь, а приходится закладывать достаточно большую толщину стенок блока, даже там, где такая толщина не нужна по соображениям прочности. И народному хозяйству от этого было больно:
В литературе приводится минимальная толщина стенки при литьё алюминия самотёком в кокиль порядка 8...9 мм. Реально же конструкторы этого мотора явно перестраховывались и сделали почти все части блока ещё толще. Естественно, куча дорогого металла при этом тратится впустую, да и масса изделия получается завышенной, что отчасти сводило на нет выгоду от использования алюминия.
Совершенно другое дело - литьё под давлением, когда жидкий металл не заливается в форму, а впрыскивается в неё под давлением "всего-то каких-то там" 500...1000 атмосфер, заполняя форму со скоростью больше 100 км/ч. При этом проливаются мельчайшие детали толщиной до 0,5...1 мм, причём с великолепной точностью, потенциально "не уступающей, а то и превосходящей" используемый в ювелирке способ литья по выплавляемой модели. При этом производительность получается очень высокой - десятки и сотни отливок в час. Короче - очень хорошая и прогрессивная метода.
Но есть проблема - весь этот расплавленный металл нужно сначала разогнать до такой скорости; делается это при помощи движущегося со сравнимой скоростью плунжера. Понятно, что чем больше масса отливки - тем больше должен быть плунжер и тем с большим усилием на него нужно давить. Поэтому очень долго под давлением отливали только очень маленькие детали. Самый типичный пример детали, получавшейся литьём под давлением в те годы - это поршень, массой обычно до килограмма. Для всего, что превосходило эту массу, эта технология ещё на конец пятидесятых годов находилась на уровне опытно-конструкторских работ. Как вы понимаете - блок цилиндров это "немножко" другая весовая категория.
Только в 1956 году в США фирмой Kaiser Aluminum на литейной машине Doehler Jarvis с запирающим усилием 2000 тонн был впервые в мире отлит под высоким давлением алюминиевый блок цилиндров для рядного шестицилиндрового двигателя American Motors (с залитыми в него "сухими" чугунными гильзами), который пошёл в серию в 1959...1960 годах. Благодаря использованию высокоэффективной технологии литья под давлением в пресс-форму удалось довести производительность линии до 20...22 блоков в час - против ~6 блоков в час при использовании полупостоянных металлических форм с песчаным стержнем. Масса заливаемого в форму алюминия составляла 29 кг, а обработанного блока - 24,2 кг (30,5 кг вместе с гильзами).
Однако, блок цилиндров V-образного мотора намного массивнее и сложнее по форме, так что задача его изготовления по новой технологии встречала на своём пути целый ряд специфических затруднений.
Имелась и другая проблема - выполненная под давлением отливка получается пористой, с большим количеством мелких (меньше 1 мм) газовых пузырьков в стенках, это называется "газоусадочной пористостью". На прочность они особо не влияют, но герметичность тонких стенок нарушать могут - если не предпринять особых мер, о чём ниже.
В 1959 году ГАЗ начал выпускать "Чайку" ГАЗ-13, двигатель которой был своего рода "переходным" в плане конструкции и технологии производства: открытая сверху конструкция его блока позволила отказаться от использования песчаных стержней. Для него прорабатывалась возможность изготовления методом литья под давлением, с целью чего, в частности, были предусмотрены равномерная толщина стенок и необходимые для размыкания пресс-формы уклоны в направлении движения её элементов. Однако на практике из-за малых объёмов выпуска было решено ограничиться самотёчным кокильным литьём, что на заводе считали временной технологией. При этом из-за необходимых при такой технологии примерно на 20% более толстых стенок отливки серийный мотор получился заметно переутяжелённым по сравнению с изначально спроектированным. Впрочем, это было вполне оправданное решение с учётом масштаба производства "Чайки" в пару сотен машин в год. Впрочем, со временем к этому числу добавилось энное количество БРДМ-2, на которых использовалась дефорсированная версия того же мотора, ГАЗ-41 - и не факт, что к тому времени на ЗМЗ уже не перешли со временной технологии на ставшее доступным за прошедшие годы литьё под давлением. ["Автомобильная промышленность", №1 за 1960 год: Двигатель автомобиля ГАЗ-13 "Чайка"]
Но ГАЗ хотел применить алюминиевый блок и на грузовых автомобилях, а их за год делали тоже сотни, но уже тысяч штук. Своей готовой технологии, позволяющей это реализовать, на тот момент не было - так что для ускорения процесса пришлось обратиться к иностранцам. А именно, литьевую машину высокого давления модели 2200 T поставил итальянская фирма Triulzi, а пресс-форму для блока цилиндров - западногерманская Sautter. "2200" в названии - это, на минуточку, усилие в тоннах, с которым запиралась пресс-форма для впрыскивании в неё расплавленного металла.
Фото конкретно той машины, которая использовалась на ЗМЗ, нет, но есть видео с младшей моделью той же фирмы на усилие в 1200 тонн:
Всё это добро было смонтировано на ЗМЗ, и с октября 1963 года там развернулось производство новых моторов для грузовиков. Кстати, самим заводом базовым считался мотор ЗМЗ-66, производство которого началось первым, а пошедший в массовую серию с лета 1965 года ЗМЗ-53 - его модификацией. Впрочем, в любом случае моторы были по сути одинаковыми и отличались лишь нюансами комплектации. Блоки отливались из алюминиевого сплава с добавлением кремния (силумина) марки АЛ-4. Масса готового блока составляла 26 кг, а самой отливки до обрубания литников и прочей мехобработки - 43 кг.
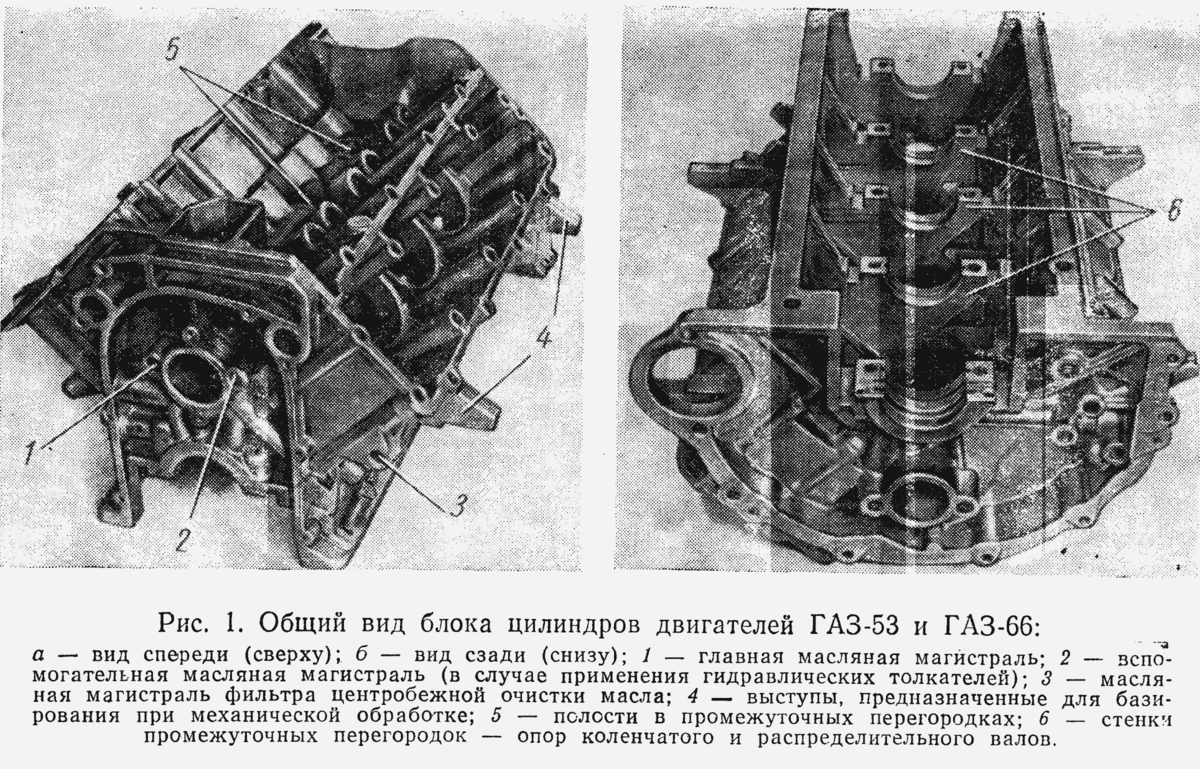
Для предотвращения утечек масла через поры отливки они заполнялись пропитывались синтетической смолой и "запекались" в автоклавах под давлением. Поэтому если из мотора ЗМЗ и льётся масло - то точно не через саму стенку блока (а вот двигатели УМЗ умет течь и прямо сквозь алюминий). Естественно, как и все алюминиевые блоки цилиндров в те годы, блок ГАЗ-53/66 был гильзованным - в расточенные в алюминии гнёзда запрессовывались литые чугунные гильзы, внутри которых ходили поршни, причём впервые в практике массового отечественного автопрома гильзы выполнили с фиксацией по нижнему торцу, что позволило исключить верхнюю плиту блока, снизив его металлоёмкость (впрочем, иначе сделать при использовании технологии литься под давлением в разъёмную форму и невозможно):
Естественно, от зависимости от иностранных технологий постарались как можно быстрее избавиться. В 1967 - 1969 годах в Горьком недалеко от автозавода был возведён Завод штампов и пресс-форм (ЗШПФ), одной из первых работ которого стало изготовление первой отечественной пресс-формы для отливки алюминиевого блока двигателя под давлением. В этой форме отливался под давлением тонкостенный алюминиевый блок цилиндров для мотора ГАЗ-24.
В целом, с эксплуатационной точки зрения использование алюминия для блока цилиндров грузового мотора было достаточно спорным решением, имевшим как весомые преимущества, так и значительные недостатки - особенно с учётом того, что в автохозяйствах эти двигатели эксплуатировали как правило "на воде", что со временем вызывало значительную коррозию алюминиевого блока из-за присутствия гальванической пары "железо-алюминий". Да и по стойкости к перегреву алюминиевый блок уступает чугунному, будучи более склонен к короблению при перегреве. Тем не менее, с чисто технической точки зрения это было значительное достижение нашего автопрома шестидесятых годов. Главной же причиной перехода на лёгкие сплавы была их высокая технологичность в массовом производстве, позволившая развернуть массовый выпуск сложных V-образных моторов для грузовиков в масштабе сотен тысяч штук в год.
Формально последний мотор семейства, берущего своё начало от ЗМЗ-53 и 66 - инжекторный ЗМЗ-5245.10 - всё ещё выпускается для автобусов ПАЗ, но на практике видеть оснащённых им машин давненько не доводилось.
Литература:
- Н. Г. Мозохин, П. Э. Сыркин. Блок цилиндров V-образного восьмицилиндрового двигателя, отливаемый под давлением ("Автомобильная промышленность", №11 за 1965 год).
- Н. Г. Мозохин, П. Э. Сыркин. Двигатель автомобиля ГАЗ-66 ("Автомобильная промышленность", №7 за 1964 год).