Мы продолжаем начатый в номере 5 АМС за 1992 год рассказ о подготовке к соревнованиям по картингу в классе «Союзный» 125-кубо-вого двигателя дорожного мотоцикла «Минск».
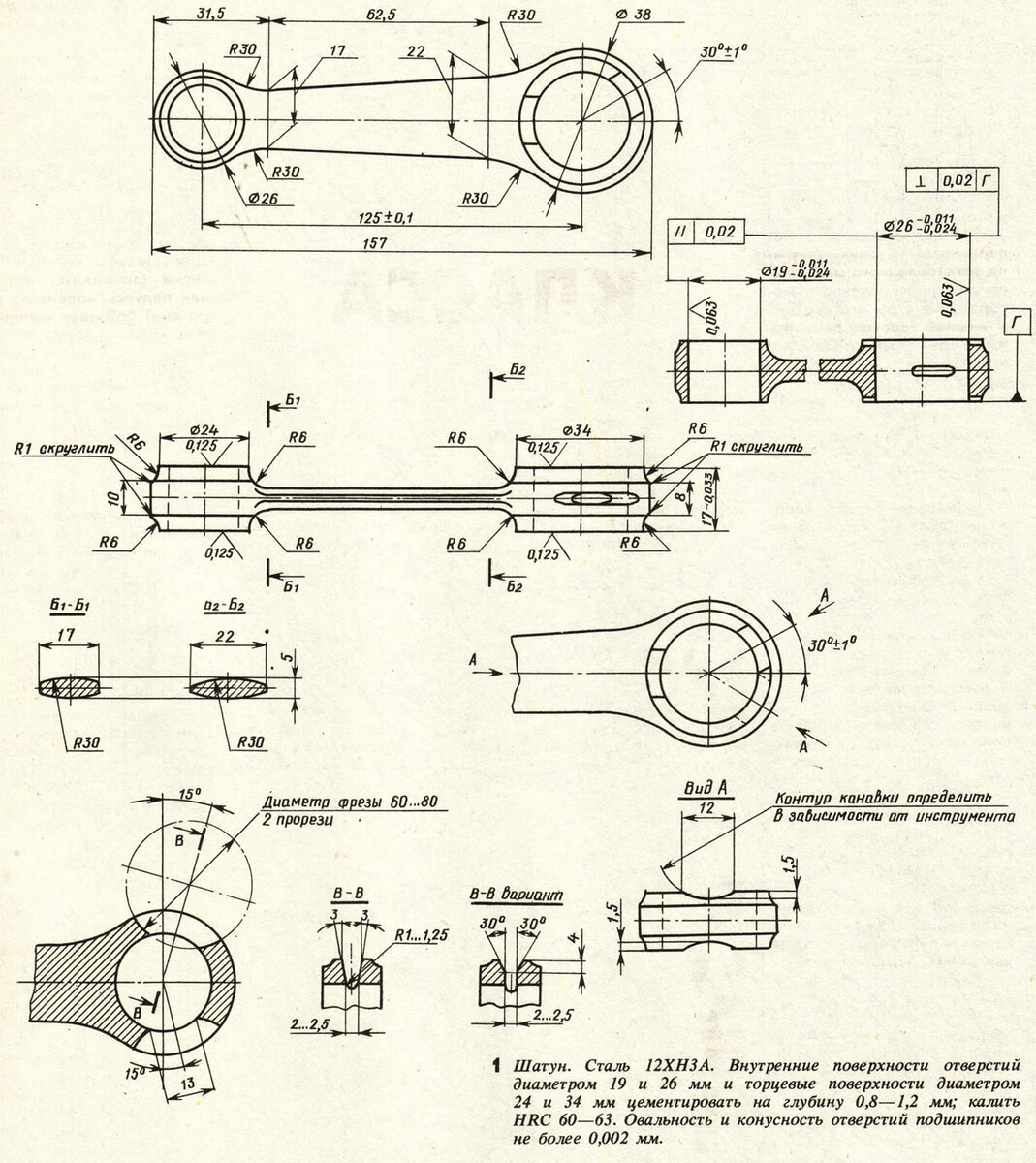
К сожалению, серийный шатун минского двигателя не выдерживает инерционных нагрузок на больших оборотах. На рис.1 указаны основные размеры шатуна с измененным профилем и увеличенной площадью по-перечного сечения стержня, изготовленного специально для форсированного мотора. Диаметры его верхней и нижней головок рассчитаны на применение подшипников двигателя «ЧеЗет-125» (в верхней головке допускается и установка бронзовой втулки). Для повышения усталостной прочности наружную поверхность шатуна рекомендуется отполировать.
Внутренний барабан сцепления (рис. 4 ) в сравнении с серийным позволяет уместить большее число дисков. Причем во избежание быстрого их износа в процессе изготовления необходимо точно выполнить профиль посадочных шлицев (диски должны без заеданий перемещаться в осевом направлении). Если изготовление нового шлицевого барабана покажется слишком сложным, можно использовать и серийный, для чего потребуется шайба, указанная на рис. 7 . Размеры втулок, которые понадобятся при сборке сцепления и колен-вала, приведены на рис.2,3.
Чтобы обеспечить бесперебойное искрообразование на больших оборотах двигателя, серийную систему зажигания заменяют электронной бесконтактной, обыч¬но испанской фирмы «Мотоплат» или сходной по конструкции, например Производства зеленоградского кооператива «Вираж». В первом случае требуется изготовление переходной шайбы крепления по размерам, указанным на рис.5 или, в зависимости от модификации картера.
Теперь о доработке самого картера. Разумеется, он должен быть целым, без трещин и механических повреждений на рабочих поверхностях и приваленных плоскостях.
Проверку картера начинают с контроля соосности отверстий под коренные подшипники. Для этого половинки картера соединяют одну с другой на направляющих втулках. В отверстие левой половины вставляют стальной шлифованный вал диаметром 46,97+°'01 мм, так называемую скалку. Она без особых усилий должна одновременно проходить через оба гнезда подшипников.
Если скалка не входит в отверстие правой половины картера, необходимо собрать картер без направляющих втулок на этой скалке и проверить параллельность плоскостей разъема «на просвет». В случае необходимости следует притирать их до плотного прилегания по всему пери¬метру разъема. Далее отверстия направляющих втулок в собранном на скалке картере разворачивают более полной разверткой и устанавливают новые втулки.
Горловину картера желательно торцевать на 3 мм. В дальнейшем это позволит установить поршень со смещенным на 3 мм вверх пальцем и повысить степень сжатия в картере. Эта доработка не исключает возможности применения поршня обычных размеров.
Необходимо лишь изготовить и установить под цилиндр алюминиевую, медную или текстолитовую прокладку толщиной 2,5 мм и уплотнительную — 0,5 мм.
Для нормальной работы кривошипно-шатунного механизма ось цилиндра должна быть перпендикулярна оси коленвала, иными словами, плоскость разъема цилиндра и картера параллель¬на оси коренных подшипников. Вот один из способов проверки. Картер в сборе со скалкой горловиной устанавливают на разметочную плиту. При помощи индикаторной стойки или рейсмуса измеряют расстояния между плитой и концами скалки.
Если разница превышает 0,03 мм на 100 мм длины скалки, плоскость разъема доводят.
Чтобы при сборке мотора разместить ведомую шестерню главной передачи (она выполнена заодно с наружным барабаном сцепления), на картер и крышку сцепления винтами М5 крепят алюминиевые накладки (см. фото) и затем на поворотном столе фрезеруют картер до диаметра 145 мм. Для установки ведущей шестерни (вспомните, что левая полуось коленвала укорочена) бобышку коренного подшипника торцуют на 9 мм.
В случае применения зажигания «Мотоплат» в правую половину картера устанавливают переходную шайбу. На картере старого образца (с тремя сальниками коленвала) для этого достаточно перерезать резьбу под винты крепления крышки сальников с М4 на М5 и профрезеровать по месту заднюю стенку. При этом шайба (рис. 5 ) центрируется цилиндрическим выступом диаметром 47 мм, который входит в посадочное отверстие коренного подшипника.
С картером последней модификации сложнее. Для центровки и крепления шайбы (рис. 6 ) необходимо соосно коленвалу на поворотном столе отфрезеровать приливы под винты крепления серийного зажигания до диаметра 130 мм.
Применение/коленвала с уменьшенным диаметром щек (см. АМС, 1992, № 5) приводит к снижению степе¬ни сжатия в картере. Для компенсации (заполнения освободившегося объема) в правую и левую половины кривошипной камеры устанавливают алюминиевые или деревянные кольца-вставки, «охватывающие» щеки снаружи. Каждое из них крепят к боковой стенке камеры тремя винтами М5. Внутренний диаметр колец делают больше диаметра щек на 2,0—2,5 мм. Вырез в верх¬ней части колец должен в точности повторять профиль горловины картера. Перепускные каналы в горловине окончательно дорабатывают таким образом, чтобы размеры и форма перепускных окон картера совпадали с окнами того цилиндра, который в дальнейшем будет установлен на двигатель.
А. СИСЮКИН, мастер спорта