Построим статью по такому же принципу, как и ранее опубликованную «Износ и деформация цилиндров, как распознать их?». Пусть причиной разборки двигателя стала, например, проблема с ШПГ. Ну, скажем, имел место перегрев и цилиндры с поршнями пострадали. Блок цилиндров, ясное дело, ремонтируем. А что с валом?
Для начала, давайте просто посмотрим на него. Т.е. проведем визуальный осмотр. Многие повреждения вполне возможно обнаружить, как это называют, органолептическим методом.
Для проведения визуального осмотра, коленчатый вал удобно положить на призмы. Тем более, что в дальнейшем, для инструментального осмотра, призмы нам понадобятся в любом случае.
На призмы вал укладывают на крайние шейки, как на фотографии ниже.
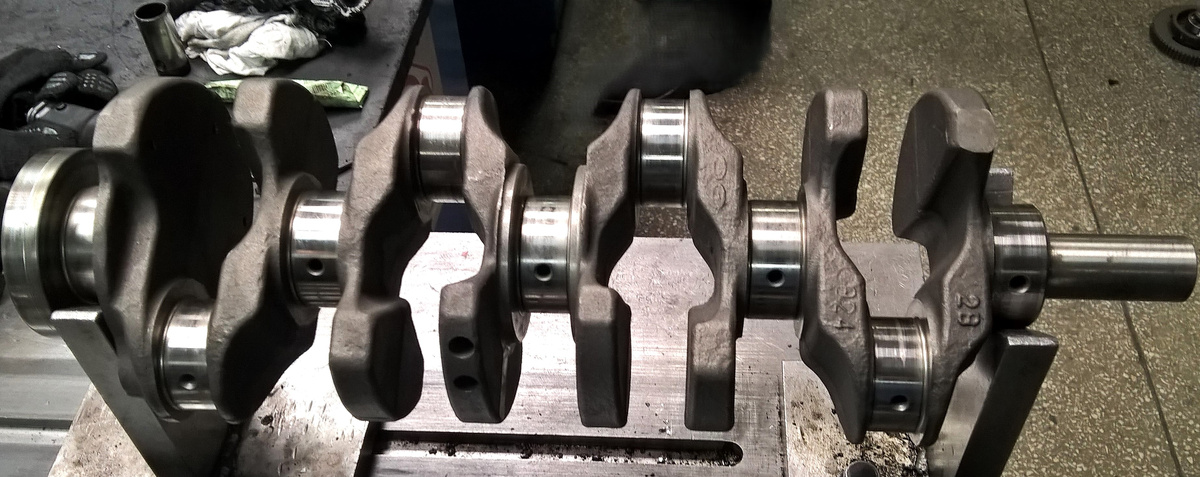
Очищаем шейки вала от загрязнений и внимательно осматриваем. Если на каких-то шейках следы износа обнаруживаются визуально, то в дальнейшем, при измерении нужно обратить на них особое внимание.

Кстати, на шейках с выраженным износом нередко могут обнаружиться «температурные» трещины. Такие трещины идут параллельно оси коленчатого вала.
Визуально можно оценить степень износа поверхностей под сальники. Если в зоне контакта с манжетой сальника образовалась глубокая канавка, нужно смотреть существует ли возможность при сборке сместить сальник. Если такая возможность имеется, то соответственно, выработка не является проблемой, но если сальник устанавливается в строго определенное посадочное место, то поверхность под сальник нужно шлифовать. Это имеет смысл делать, если глубина выработки не превышает 0,1-0,2 мм. Если глубина выработки больше, то съем составит уже около 0,5 мм или более. В этом случае натяга сальника может не хватить для предотвращения подтекания масла и стоит подумать о замене вала или методах восстановления поверхностей под сальники (наплавка, напыление, установка втулки).
Затем, обратим внимание на поверхности под полукольца упорного подшипника. Обычно поверхности гладкие. С ними не так часто что-то происходит. Но если износ есть его, как правило, видно невооруженным глазом.
Если в коленчатый вал установлен подшипник первичного вала лучше его превентивно заменить. Однако, если по каким-то причинам менять его желания нет, то нужно хотя бы проверить его состояние. Может оказаться, что замена необходима. Осмотрим подшипник визуально на предмет сохранности, покрутим. Подшипник должен вращаться без заеданий и посторонних звуков.
Если для позиционирования шестерни используется шпонка, нужно осмотреть ее, а также шпоночный паз. Шпонка и шпоночный паз не должны иметь видимых деформаций. Шпонка должна входить в паз, в зависимости от конструкции вала, с натягом или свободно, но без мануально ощутимого люфта. При возникновении сомнений можно померить натяг/зазор инструментально.
Если противовесы вала съемные, стоит проверить надежность их фиксации. Противовес при мануальном воздействии не должен «болтаться». В противном случае, необходимо проверить затяжку и состояние болтов. Однако, даже если противовес по ощущению зафиксирован надежно, все равно лучше болты отвернуть и выполнить проверку.
Ну, с визуальным осмотром закончили. Теперь переходим к осмотру инструментальному. Для инструментального осмотра нам понадобятся, кроме призм: Микрометры гладкие (обычно два с разными пределами измерений, один для коренных и второй для шатунных шеек), стойка с часовым индикатором ИЧ-10, набор щупов и радиусомер. Не повредят также твердомер и профилометр.
Прежде чем начинать мерить, нам нужно найти необходимые параметры, а именно: Диаметры коренных и шатунных шеек, допустимое радиальное биение, радиусы галтелей, зазор в упорном подшипнике, твердость шеек вала.
Некоторые параметры можно найти в каталогах производителей вкладышей, другие только в руководствах по ремонту. Диаметры шеек, по нашему мнению, лучше брать из каталогов т.к. в иных руководствах по ремонту предлагают учитывать разницу в микроны, что безусловно имеет смысл при заводской селективной сборке, но совершенно (как бы так по аккуратнее выразиться?:)) избыточно, в случае ремонта двигателя.
Почему избыточно? Объяснимся. Прежде, чем двигатель разобрали он или безбедно отъездил свой ресурс или произошло нечто нештатное, причем настолько нештатное, что ого! Что аж полная разборка двигателя потребовалась!
В любом из этих случаев на шейках вала будет какой-то износ. Даже если визуально все хорошо износ все равно будет. Мало того, этот износ не будет равномерным. Эллипс и конус никуда не денутся. И какой диаметр мы будем брать за основу? Больший? Меньший? Высчитаем какой-то средний? И на разных шейках износ может быть (и скорее всего будет) разным. Мы будем покупать три комплекта вкладышей?
А если вал шлифовали – совсем беда! Никто его не отшлифует с точностью до микрон. До сотых миллиметра – да, до микрон – нет.
Так-что от этих самых «цветных» вкладышей, и соответствующей информации, ничего кроме путаницы мы при ремонте двигателя не получаем.
Возьмем для примера коренные шейки коленчатого вала для двигателя G4NA. Вот ниже запись из каталога King.
Тут все понятно. Такой диаметр можно померить. С таким допуском можно шлифовать.
А вот данные из мануала.
Все очень точно и красиво. И чем мы будем мерить эти микроны? Микрометром со шкалой до третьего знака? Очень хорошо. А при какой температуре? В мануале об этом написать забыли, а это очень даже существенно, если зашла речь про тысячные миллиметра! Или мы все-таки купим три комплекта вкладышей и будем использовать Plastigage? А потом выясним, что вал-то надо шлифовать в ремонтный размер?
Нет. Это не наши методы. Мы ходим по земле. Конечно, производители двигателей селективную сборку придумали не зря. Наверное, и даже наверняка, из-за допуска 0,02 мм, который предлагает нам производитель вкладышей для Aftermarket, ресурс двигателя несколько сократится, но что-то подсказывает нам, что попытка произвести селективную сборку в условиях автосервиса (даже очень хорошего) срок жизни двигателя отнюдь не увеличит, а скорее наоборот.
Да, ну, это мы, во-первых, отвлеклись, а во-вторых, это было наше мнение, которое на абсолютную истину совсем не претендует. Возможно, кто-то давно и успешно осуществляет селективную сборку в своем гараже. Чего только не бывает на свете!
Информацию по допустимому радиальному биению коленчатого вала отыскать бывает сложно, а иной раз и невозможно. Можно грубо сказать, что для коленчатых валов двигателей легковых автомобилей, в общем случае, допускается 0,02-0,05 мм, при этом, для высокооборотистых двигателей не более 0,02 мм, ну а для грузовых не более 0,07 мм. Однако существуют исключения, например, для двигателя Mercedes-Benz OM366, допустимое радиальное биение составляет аж 0,12 мм!
Итак, изыскав все необходимые цифры приступим к измерениям. Вал, пусть это будет все тот же G4NA, раз уж о нем зашла речь, укладываем на призмы, как говорилось выше на крайние коренные шейки (первую и пятую), а ножку индикатора устанавливаем на среднюю шейку. Затем, смазав крайние шейки моторным маслом, плавно поворачиваем вал и наблюдаем за перемещением стрелки на индикаторе.
Стрелка будет отклоняться от нуля, дойдет до некоей мертвой точки, после прохождения которой двинется в обратную сторону. Вот в этой «мертвой точке» выставим шкалу индикатора на ноль. Продолжаем плавно поворачивать вал и наблюдать за стрелкой. Стрелка снова отклонится на некоторый угол, до мертвой точки, после которой пойдет обратно. Значение в этой мертвой точке и будет величиной радиального биения. Если оно укладывается в допуск (в случае с валом для G4NA это 0,03 мм) – очень хорошо. Если за его пределами – нужно шлифовать, по крайней мере, коренные шейки. Биение превышает 0,15 мм? Вал подлежит замене! Но если менять очень не хочется, то вал можно попробовать сохранить. Его придется шлифовать полностью (и коренные и шатунные шейки), а перед шлифовкой рихтовать, чего делать вообще-то не рекомендуется. Не рекомендуется это потому, что в процессе рихтовки могут (хотя и не обязательно) образоваться неразличимые глазу микротрещины, которые со временем имеют склонность разрастаться и способны привести к разрушению вала. Вероятность образования микротрещин в процессе рихтовки тем выше, чем больше биение вала.
Затем, проверим биение носика вала и поверхностей под сальники. Технология совершенно такая же, как при проверке биения по средней шейке, только ножку индикатора устанавливаем теперь на проверяемые поверхности. Биение носика, как и поверхностей под сальники, не должно превышать 0,1 мм. Если превышает, носик можно отрихтовать, поверхности под сальники отшлифовать соосно с коренными шейками.
Теперь займемся измерением геометрии шеек. Для этого используем инструмент «микрометр гладкий». Наш вал имеет диаметры шатунных шеек 44,95/44,97 мм и коренных 54,94/54,96 мм. Соответственно, нам понадобятся два микрометра. Один с пределом измерений 25.0-50.0 мм и ценой деления 0,01 мм для шатунных шеек, второй такой же, но с пределом измерений 50.0-75.0 мм.
Установим микрометр в стойку и с помощью соответствующей плитки (здесь 50,00 мм) проверим настройку инструмента.
Показания микрометра верны. Теперь можно измерить шейки вала. Тут мы рекомендуем не лениться и измерить диаметр каждой шейки по четырем направлениям, как на схеме 1. Так мы выявим эллипс, если он есть.
И в трех плоскостях. Причем, если галтели «внутренние» то губки микрометра можно ставить на самый край шейки (см схему 2).
А если галтели «обыкновенные» то губки микрометра, соответственно, «наезжать» на галтели не должны (см схему 3).
Измерение шеек по четырем направлениям позволит выявить эллипс, а измерение в трех плоскостях конус, если конечно эллипс и конус есть.
Вряд ли диаметр шейки может оказаться выше допуска. Так может быть только если на шейку вала «наволокло» алюминий с рабочей поверхности вкладыша (в таком случае очевидно, что вал нужно шлифовать).
А вот если диаметр шейки ниже допуска на сотку. Нужно с валом что-то делать? Мы считаем, что не надо быть совсем уж формалистами. Износ величиной в 0,01 мм (равно, как и эллипс/конус в одну сотку) можно отнести к погрешности измерений. Если отклонения не превышают 0,01 мм стоит отполировать шейки вала (полировка практически не меняет диаметр) и не шлифовать вал в ремонтный размер. Если же отклонения более одной сотки, то шлифовать вал безусловно имеет смысл.
Если галтели у нашего вала «обыкновенные» и особенно, если вал уже шлифовался, рекомендуется проверить их (галтелей) радиусы.
Найти информацию по радиусам галтелей можно в руководствах по ремонту. В каталогах такой информации нет. Для проверки радиусов галтелей воспользуемся радиусомером. Радиусомер – это набор металлических шаблонов, имеющих строго определенные радиусы.
Выбираем шаблон, соответствующий радиусу нашей галтели, прикладываем дугу к дуге и смотрим совпадают ли они.
Что, если галтели сделаны ненадлежащим радиусом? Сущие пустяки! Если радиус больше, чем требуется, двигатель просто не получится собрать. Вкладыш краешком ляжет на галтель и соответственно коленчатый вал не будет вращаться. Если радиус меньше, то соберется-то все удачно, а дальше – лотерея. Совсем не исключено, что все будет благополучно работать, но также, вполне возможно, что через короткое время вал попросту сломается. Разрушение вала также может произойти, если галтели «зарезаны» т.е. отшлифованы так, что вместо плавной дуги получилась ломанная линия. Ступеньки и углы недопустимы – это концентраторы напряжений.
Проверять такие параметры, как твердость и шероховатость шеек вала имеет смысл если вал шлифовался или если вал новый.
Профилометры обычно устроены таким образом, что померить шероховатость удается только на одной шейке. На первой коренной. На остальных датчик разместить не получается. Тем не менее, даже одну шейку стоит проверить, если есть возможность. Дело в том, что обычно все шейки (ну уж во всяком случае все коренные шейки) обрабатывают одним камнем. Соответственно и шероховатость у них получится плюс-минус одинаковая. Значит, если проверенная первая коренная шейка по Ra попадает в поле допуска на тонкое шлифование (0,2-0,4 мкм), то все остальные шейки тоже почти наверняка имеют надлежащую шероховатость. И, соответственно, наоборот, если шероховатость одной шейки не в допуске, то и остальных тоже.
Что касается твердости шеек вала, то старый и суровый советский (и никем неотмененный) ГОСТ устанавливает допустимую твердость 53-63 HRC. Надо сказать, что серьезные отечественные производители всегда следуют этим старым нормам, и это хорошо. А вот иностранные производители очень часто делают валы с твердостью гораздо ниже. И если для какого-нибудь бензинового двигателя объемом 1,6 л твердость 35-40 HRCбудет вполне нормальной, то аналогичная твердость в случае грузового дизеля явно сократит срок службы вала и сократит существенно. Недаром валы для грузовых двигателей производства, например, BF тоже всегда «вписываются» по твердости в советский ГОСТ.
Изначальная заводская твердость шеек может снизиться, если они работали, например, в режиме недостаточного смазывания и, как следствие, повышенного трения. В результате повышенного трения шейки сильно нагреваются, а затем, после того как двигатель заглушили, медленно остывают. Т.е. происходит «отпуск».
Измеряют твердость шеек вала обычно портативными твердомерами типа ТЭМП-3 или ТЭМП-4.
Эти приборы дают показания с некоторым разбросом. Виноваты в этом не приборы, а руки. Ставим датчик под чуть другим углом и получаем другое показание. Поэтому рекомендуется сделать на каждой шейке несколько измерений и посчитать среднее арифметическое, тогда результат будет достаточно точным.
Ну, и под занавес, давайте проверим осевой зазор в упорном подшипнике. Величина осевого зазора в каталогах некоторых производителей указывается, а у других почему-то нет. Например, в каталоге KS величину зазора указывают (но они не делают вкладышей на двигатель G4NA и соответственно конкретно по нему там информации нет), а вот King делает вкладыши на G4NA, однако про величину осевого зазора они давать информацию не считают нужным. Ни для какого мотора. Хорошо, что величина зазора легко находиться в руководстве по ремонту и обслуживанию. Допуск огромен! 0,07-0,25 мм. Теперь, устанавливаем в постель коренные вкладыши и полукольца. Укладываем вал сдвигаем его до упора в любую сторону (вперед или назад, как больше нравится) и проверяем зазор с помощью щупов.
Есть другой способ. Также укладываем вал, ставим сзади стойку с часовым индикатором и лапку индикатора устанавливаем на торцевую поверхность коленчатого вала. Сдвигаем вал до упора вперед и устанавоиваем стрелку индикатора на 0. Затем сдигаем вал до упора назад и по смещению стрелки определяем величину зазора.
Если зазор в допуске, соответственно, все хорошо. А если превышает допуск, надо использовать ремонтные полукольца (если они выпускаются) и обрабатывать поверхности под них. А если не выпускаются менять коленчатый вал или использовать «обходные» технологии восстановления.
Вот, пожалуй, и все действия, которые стоит предпринять для оценки состояния коленчатого вала. Все вышесказанное верно, как для вала, извлеченного из двигателя или приобретенного Б/У, так и для восстановленного или даже нового вала. К сожалению, качество новых коленчатых валов в последние годы часто оставляет желать лучшего, при том, что детали могут быть очень солидно упакованы и внешне выглядеть замечательно.
Настоятельно рекомендуем не пренебрегать инструментальным контролем! Если у вас нет необходимых инструментов, а вы занимаетесь ремонтом двигателей приобретите их. Такая инвестиция обязательно окупится т.к. позволит избежать многих дорогостоящих проблем. Нет возможности приобрести инструменты? Тогда отвезите ваш коленчатый вал в организацию, которая занимается восстановлением деталей двигателя и попросите произвести измерения. Только сразу дайте понять, что вы приехали проверять вал, а не ремонтировать! И просите записать результаты измерений, иначе ваш вал радостно отшлифуют даже если он в этом не нуждается. 😊
Да! И вот еще что. Если в коленчатом валу имеются заглушки системы смазки, совсем не лишне проверить их герметичность.
Если совсем по-хорошему, то для качественной проверки необходима опрессовка масляной системы вала, однако такую операцию не делают обычно даже там, где ГБЦ и блоки цилиндров проверяют каждые 30 минут по штуке. Если вы закажите им опрессовку коленчатого вала, они удивятся, но, вероятно, выполнить работу не откажутся, однако выкатят за такую нестандартную операцию соответствующую нестандартную цену.
Что можно сделать самостоятельно? Можно заглушить выходы масляных каналов (все, кроме одного) используя, например, любые плоские куски достаточно мягкой резины и струбцины или резьбовые хомуты. Затем, испытуемою заглушку залить жидкостью, а в оставленный открытым выход масляного канала направить сжатый воздух из воздушного пистолета. Если заглушка негерметична это будет видно. Такой способ, конечно, не заменит настоящую опрессовку, но это гораздо лучше, чем ничего. Согласитесь, что собрать двигатель, а потом снова разобрать из-за того, что оказывается, заглушка не держит давление, довольно обидно!
Можно еще очень много разного написать на заданную тему, но, как говорил небезызвестный Козьма Прутков: «Если у тебя есть фонтан, заткни его! Дай отдохнуть и фонтану»:).
На этом сегодня и закруглимся.