По качеству мы все специалисты. Что бы ни купили — от колбасы и пива до автомобиля. Качество окраски автомобиля тоже нам понятно. Главное — чтобы ЛКП кузова блестело, не царапалось, не лезло рыжиками после первой лужи и подольше оставалось в первозданном виде.

В ряде случаев на предприятиях контроль качества налажен, как в анекдоте, когда чукча (или Чапаев, Штирлиц…) ищут потерянный кошелёк под фонарем. Иными словами, контролируются только показатели, доступные в производстве. Внешний вид покрытия, блеск, уровень шагрени, сорность, прокраска поверхности и много ещё чего можно контролировать визуально. Это обязательно должно контролироваться и анализироваться. Но для обеспечения долговечности и заданных физико-химических свойств ЛКП есть много показателей, для контролирования которых необходимы грамотные, думающие специалисты, и набор довольно дорогого оборудования. Это вот бывает не всегда и не везде.
Что проверяется по внешнему виду. Все автопроизводители делят поверхность кузова на ряд зон. Требования к дефектности на поверхности по зонам различаются и тоже определяются самими концернами. На российских предприятиях зоны тоже определяются заводом, и делаются ссылки на ГОСТы по ЛКП. ГОСТы нормируют состояние дефектов по классам покрытия. Первый класс самый жёсткий, четвёртый - самый либеральный.
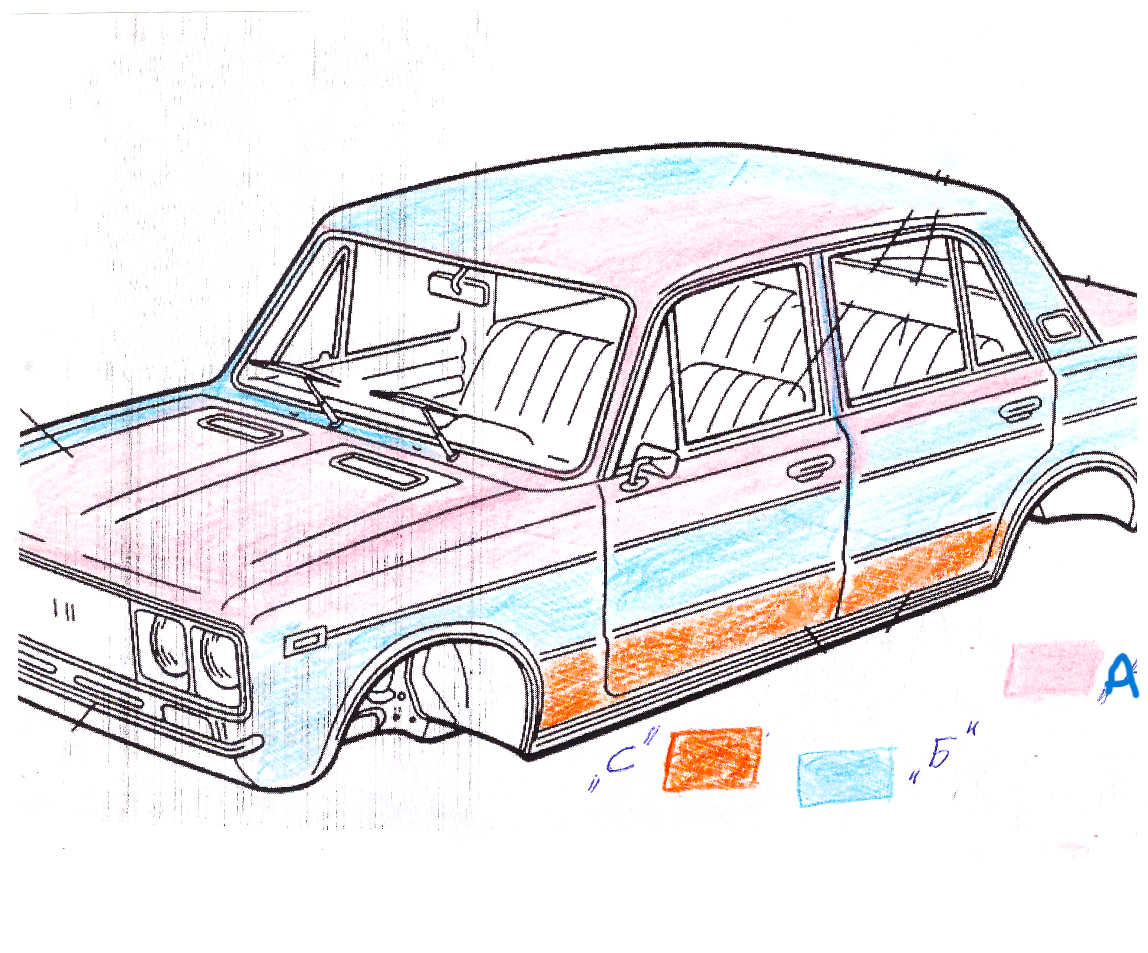
Зоны определяются, исходя из заметности дефекта на поверхности автомобиля, с точки зрения потребителя. К примеру, самые жёсткие требования — на двери водителя, крыша, дверь по поясную линию и капот. Зона А. Те поверхности, которые практически постоянно на виду у хозяина. Немного снижаются требования уже даже в зонах
пассажирских дверей. Там где, чтобы увидеть дефект, надо уже специально посмотреть. Зона Б. Далее идут зоны, в которых для определения дефекта надо нагнуться, или встать на цыпочки, или что-то открыть. Сами разрешительные значения по дефектам разнятся у разных производителей.
Повторюсь, что всё это относится к дефектам, которые видимы и обычному человеку, без каких то приборов. Но при этом дефектчики и контролеры (контролёры при наличии) - самые квалифицированные и уважаемые работники в любом цехе окраски, независимо от географии.
Сорность, включения, мусор — это названия пожалуй самого массового и надоедливого дефекта на всех окрасках мира. И, несмотря на кажущуюся простоту дефекта, анализ и устранение причин загрязнений на кузове, а также само устранение дефекта — это очень дорогое удовольствие. Даже если работать по ГОСТам, не говоря о требованиях мировых автоконцернов.
По-крупному, вся сорюка и грязюка делится на две группы. Внешний сор, на пленке ЛКП. и внутренний, под лаком или даже глубже.
Внешний сор в большинстве случаев устраняется шлифовкой мелкозернистой шкуркой с последующей полировкой. Но не всегда и не у всех производителей автомобилей. Если размер соринки сопоставим с толщиной плёнки, соринка «утонула в лаке», то при шлифовке её даже шкуркой Р1000 и выше, будет так называемый «вышлиф», который будет заметен на поверхности кузова. Далее уже идут различия требований по автопроизводителям. Одни лимитируют соринки в штуках на единицу площади поверхности, другие — каждой соринке ставят определённое значение в баллах, в зависимости от зоны поверхности. Потом определяют норматив по сумме баллов всех зон кузова, который не положено превышать.
Это всё должно определяться человеком с нормальным зрением, с определённого расстояния от поверхности и определённой освещённости. Как именно — прописывается в документации на производство работ.
Кроме того, нормальные автоконцерны вообще лимитируют количество соринок на деталь, особенно в видимых зонах, борясь с так называемыми «голограммами». Даже если очень аккуратно сор устранён и качественно отполирован. Следы от полировки в нормальных компаниях абсолютно недопустимы ни под каким соусом
Сорность внутри окрасочной плёнки, видимая невооружённым глазом, лимитируется в зонах по тем же табличкам возможностей. Но вот устранять её без крупного ремонта с перекраской или полной перекраски кузова, возможности нет. Только подшлифовка, и последующая окраска дефектного места. Это уже беда. Как правило, сор внутри плёнки вызван какой то реальной, часто технической, причиной. И сам по себе дефект не пройдет. Поиски причины иногда занимают приличное время. А кузова идут в ремонт, на перекраску. А сборка автомобилей простаивает… Беда.
Просто так, сам по себе, сор пропадает только иногда. Что-то где-то встряхнулось, потом успокоилось — и ура, кузова опять пошли приличные, в пределах допусков. Но для того, чтобы не полагаться на волю случая, надо иметь фототеку дефектов, с локацией возникновения по внешнему виду. Для этого в приличных цехах бывает даже специальный человек — сорник. В задачу сорника входит анализировать состояние дел по этому дефекту, определять места и причины появления включений. На ГАЗе тоже в итоге пришли к необходимости серьёзного анализа, после серии неудачных атак с саблями и отрывания голов. Получили в результате кропотливой работы неплохие «справочники» с микрофотографиями. Не знаю, сохранились они или нет. Жалко если пропали.
Для понятия масштабов поисков небольшая информация. До появления в зоне инспекции качества, кузов находится в цехе 10-15 часов, проходит через десятки рабочих, ручных и автоматических, операций, перегрузок, накопителей, сушильных печей и прочих источников загрязнений. Даже при наличии достаточного опыта, поиск причин увеличения сора занимает много времени.
В цехах окраски никогда не бывает волшебников. Никто не придёт, и не скомандует , чтобы всё пошло вперёд. Только работа всех и каждый день, и учёба на ошибках, лучше бы на чужих. Главное всегда — это стабилизация процесса. Очень уж много времени занимает исправление ошибок.
Очень серьёзный источник сора, по крайней мере, был у нас в цеху — это человек.
а) Спецодежда. Сор с неё бывает нескольких видов. Подсохшая краскас комбинезонов маляров. Базисные эмали быстренько подсыхают и начинают пылить на кузов. Особенный вред покрытию имеем при смене цвета на окраске. Проще обстановка на лаке, втором грунте и было раньше на МЛ эмалях. Сор наоборот, приклеивался. Выход один — смена комбинезонов вовремя. То же относится и к перчаткам маляров. Ворс с некачественной спецодежды. Тут не только с малярами надо заниматься, но и по всему потоку необходима безпыльная одежда с антистатической обработкой.
Антистатическая безворсовая ткань для многоразовых комбинезонов. Просматриваются чётко углеродные нити для снятия электростатического заряда.
Спецодежда в окрасочных цехах может применяться разовая (в основном для маляров при окраске) и многоразовая. Выбирать поставщика и производителя при закупке надо очень тщательно. Дело это дорогое, и жуликов встречается много. Поэтому мы в цехе были вынуждены ввести входной контроль на «ворсистость» спецодежды пред поставкой в цех. Войны с закупщиками шли очень серьёзные, просто так ничего никогда сделать не получается. Сначала самому надо понять, что производству надо. Потом убедить всех, что надо именно это, а не то. А потом ещё следить постоянно за стабильностью поставок.
* Главный инженер одной из фабрик, умудрившийся испортить материал (антистатический, с углеродной ниткой) внутренней системой работы. Для проталкивания своего продукта использовал все методы — и слезу, что работы у них мало рабочие без зарплаты, и патриотизм — что это у вас всё импорт, и обвинения в коммерческом подкупе, пока их не заставили всю партию поставок комбинезонов взять назад, и наладить так процесс у себя, чтобы исключить попадание текстильного ворса в упаковки перед отправкой на ГАЗ. Почти 15 лет прошло, а всё помню.
Одноразовые комбинезоны тоже требуют к себе внимания. Много фирм и фирмочек шьют такие комбинезоны из обычного спанбонда. Может где и шьют нормально, но я не встречал. Проверить, что он безворсовый, как то ещё можно. Хотя спанбонд по своей природе «ворсит». Какими то путями его оплавляют с одной стороны, для исключения ворса. Вот с антистатической обработкой сложнее. Главное, даже если после вашей проверки все было прилично, то добиться стабильности и повторяемости результатов — тут уж как повезёт. Комбинезоны, которыми пользуются все практически окрасочные цеха по миру , сейчас, скорее всего, имеют нереальную цену.
ГАЗ в итоге тоже комбинезоны этой компании использовал, цена была в то время вполне себе конкурентная с российскими производителями. Называть не буду, все маляры эту торговую марку знают. Сейчас что делается на рынке спецовок для маляров, не знаю.
Самое сложное — справится с персоналом, чтобы носили спецодежду всегда, правильно и везде. В беспыльной спецодежде страшно некомфортно, и персонал, где только можно расстегивается, а шапку на затылок. Причем это я видел у всех где был — от очень послушных немцев и австрийцев до самостоятельных американцев. Наш народ где-то посредине по управляемости. С трудом. Поэтому по анализу ворса на кузове под микроскопом чего только не увидишь.
Вывод — чтобы сделать что-то хорошо, в том числе окрасить в потоке кузов, надо быть строгим во всём, начиная со спецодежды.