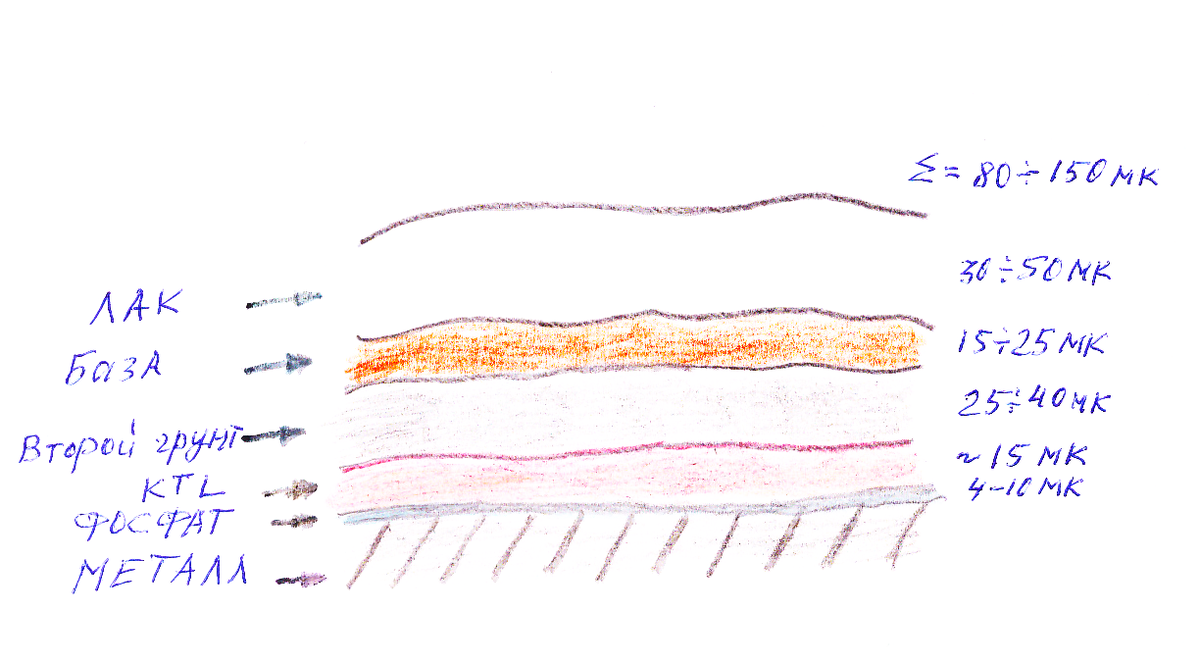
Практически все лакокрасочные покрытия кузовов легковых автомобилей в наше время — так называемые «двухслойные». Первый слой называется «база», а вторым слоем наносится прозрачный лак. Состав полимера «базы» сложный, у каждого производителя свой. Лак тоже после начала массового использования на автозаводах прошёл через несколько поколений у всех производителей и имеет очень сложную основу. Поэтому удивляет смелость некоторых «автоэкспертов», когда они спокойно обозначают плёнкообразователь как, к примеру, «акрил», или «полиэфир», или «полиуретан».

Шесть лет назад весь мировой рынок материалов для промышленной окраски кузовов автомобилей был практически полностью поделён между тремя производителями - «PPG”, “BASF” и «Axalta”. В России ещё применялись материалы небольшой словенской компании «Хелиос». Одно время эта компания даже была практически монополистом у нас. Ноги у всех трёх концернов растут из США и Германии, а заводы расположены по всему белому свету, от Европы и обеих Америк до Турции и Китая. Были у них свои предприятия и в России. Ремонтные материалы, как правило, все три команды используют только свои, или своих «дочек». Glasurit, MOBIHEL, Standox – эти материалы применялись и на ГАЗе для подкраски кузовов в заводских условиях.
Повторюсь, что делается на белом свете сейчас — не знаю, седьмой год на пенсии.
И базисные эмали, и лаки у всех производителей отличаются между собой при нанесении. Разная укрывистость, текучесть, структура, блеск, зернистость металликов и ещё много всего. Плюс, я об этом уже говорил, для каждого автозавода приходится делать свой состав материала по летучей части и ряду других характеристик для компенсации особенностей конструкции окрасочного оборудования.
Поэтому все без исключения автозаводы очень и очень серьёзно относятся к определению поставщика ЛКМ для своих цехов. И сами поставщики давно никому и никогда не продают свои материалы просто так, продал и на этом всё.
- Купил, значит и ковыряйся сам. А по гарантийным обязательствам ещё находишься за нами. -
Такая схема очень даже работала в своё время, автозаводы ковырялись как то каждый сам по себе. Конечно, формальные и неформальные контакты всегда у наших «Лакокрасок» с автозаводами были и работали. Но к следующему шагу — практически полной ответственности производителя ЛКМ за финишные покрытия автомобилей, наши ЛКЗ стали подходить только совсем недавно, после жёсткой конкуренции с инофирмами. Кстати, не всегда добросовестной со стороны последних.
К чему я всё это рассказываю. Необходимо понимать разницу между промышленной окраской кузовов автомобилей с огромными скоростями конвейеров, прочими жёсткими условиями, и окраски в тупиковых камерах. Как при ремонте автомобилей, так и при штучной окраске чего угодно для автомобиля.
При ремонте автомобиля вполне возможно качественно окрасить, при необходимой квалификации и условиях, деталь или даже целиком кузов в гараже. При этом говорить заказчику, что у тебя «немецкая краска, лак акрил, пистолет для окраски японский». Один раз мы с другом покрасили крыло, правда с не очень большой площадью дефекта, используя обычный распылитель из сикалки для одеколона, используя в качестве источника стабильного давления воздуха на распыление - автомобильную камеру. И прилично получилось.
В потоке кузовов на автозаводе такое не прокатит.
Для нормальной окраски кузовов легковых автомобилей есть куча условий. И все они главные. Дьявол кроется в мелочах, как говорил кто-то из Великих.
Необходимо обеспечить стабильность процесса нанесения. Любой ЛКМ на заводах изготавливается партиями, определяемыми размером смесителей или какого то иного оборудования. Соответственно, всегда и везде есть колебания как приготовления самой эмали, так и около сотни компонентов , которые используются при смешении. Соответственно, все имеют колебания в каких то пределах. И в итоге конечный потребитель может получить материал, достаточно различный по назначенным параметрам.
Для примера.
Выписка из действующего ГОСТа на эмаль МЛ-1110.
3. Условная вязкость По ГОСТ 8420—74 вискозиметр типа ВЗ-246 (или ВЗ-4) с диаметром сопла 4 мм при температуре (20,0 ± 0,5) °С,
70—120
5. Массовая доля нелетучих веществ, %,
для эмалей: 1 светло-желтой, кремовой, ….. 58—64
светло-песочной, слоновой кости, лимонной, бледно-серой….. 56 - 60
Можно видеть, что разбег лишь двух характеристик довольно простой эмали МЛ-1110 вполне себе значительный. Для использования и стандартизации процесса в цехе окраски надо будет повозиться.
Вернёмся к базисным эмалям. Они бывают с металлоэффектом и однотонные, которые часто называют «солидные»(ударение на первом слоге). Металлоэффектные используют в качестве пигмента, в дополнение к цвету, чешуйки алюминия и часто слюды. Солидные имеют только пигменты, обеспечивающие цвет. Плёнкообразователь по составу близкий с металликами.
Основные характеристики базы, влияющие на производство.
- Укрывистость. Измеряется по российским ГОСТам в граммах на метр квадратный. А в автомобильной промышленности более подходящим является метод измерения толщиномером. Не будем вдаваться в физику процесса, но отметим, что у нас появились они очень недавно, уже в новой истории. Фирмы выпускают их разные, но доверие в своё время вызывали только Elcometer и BYK. Работать с толщиномерами надо уметь, и не забывать про постоянную калибровку.
В реалиях производства по лабораторной укрывистости мало кто работает. Причины — укрывистость цветных органических пигментов невелика, то есть, наоборот — слишком велика в микронах или граммах. Они почти прозрачные. Есть способ укрывистость улучшить — добавить нейтральные наполнители. Но с ними цвет начинает терять в яркости и внешнем виде. А вот красить приходится, к счастью, не стандартную шахматную плёнку с черно-белыми квадратиками определённых цвета и размера, а нейтральную подложку. В дополнении к этому предприятия усложняют себе жизнь и делают грунтовку тоже подкрашенную в необходимый оттенок. Базисные эмали очень дорогие, даже при оптовых поставках и скидках постоянному клиенту. Все мы это знаем по ценам на простецкие бытовые краски. Поэтому удорожание оборудования вполне себя окупает снижением затрат при нанесении базисных эмалей.
В жизни цеха большее значение имеет показатель, которого нет ни в ГОСТах, ни в каких то характеристиках производителей ЛКМ. Мы его называли «укрываемость». Это уже что-то не поддающееся точным измерениям. Дело в том, что материал наносится через распылители, или ручные, или автоматические, на роботах. Так вот, удельный расход материала на деталь, при котором имеем и достаточно хороший по субъективным наблюдениям внешний вид ЛКП, и соответствие стандартам по приборным измерениям цвета, структуры, блеска, и ещё ряда показателей. Эта «укрываемость» зависит от ряда условий .
Наиболее влияющие на эту характеристику факторы
— Приборная, по толщиномеру, укрывистость.
- Сухой остаток материала, то есть содержание в нём плёнкообразователя, пигментов и всего прочего, кроме растворителей и других летучих добавок.
- Процент разведения материала при подготовке к производству.
- Рабочая вязкость при нанесении и поставке.
- конечно, сам полимер в основе материала, особенности его состава, как "сварили" смолу-основу и прочих вариантов на заводе-производителе которые мы никогда не знали и не узнаем.
Эти показатели взаимосвязаны между собой, но прямой, тем более линейной, зависимости нет. Один материал, при той же вязкости, при тех же условиях нанесения, тем же роботом, или тем же маляром вдруг или не прокрашивает сложную поверхность, или наоборот, начинает «кипеть». А про время реакции на устранение причины любых дефектов мы уже рассуждали. На практике это иной раз вылетает очень неожиданно и с серьёзными последствиями.
Маляры и наладчики роботов обычно говорят — эта эмаль эластичная, хорошо укрывает. «Махать меньше надо» на сленге маляров и наладчиков. Или наоборот.
И вот надо разбираться, понимать в чём тут дело, и что делать. А время идёт, кузова с дефектами тоже идут, надо их или в ремонт, или на полную перекраску. Отправка кузовов на сборку под угрозой.
- Вязкость. Вязкость, как одна из характеристик текучих материалов, измеряется вискозиметрами. Есть ряд систем приборов измерения абсолютной вязкости в пуазах и стоксах. В жизни достаточно измерять просто скорость истекания ЛКМ в секундах из стандартной емкости через калиброванное отверстие. Существует несколько стандартов измерения условной вязкости. Для лаков и меламиноалкидных эмалей подходит вполне стандарт ГОСТ, с вискозиметром ВЗ-4. Стандарт Форд так же допустим, измерения воронкой Форда почти совпадают с ГОСТом. Для металлоэффектных эмалей такой вискозиметр не прокатит. Рабочие растворы металликов имеют вязкость значительно ниже , растворы вытекают из воронки ВЗ-4 быстрее. Поэтому используются вискозиметры по стандартам ISO с соответствующим диаметром отверстия воронки.
Вязкость материала при нанесении - это практически единственный легкодоступный способ определить и мониторить состояние ЛКМ. Стабильность рабочей вязкости — основная возможность стабилизировать процесс окраски по времени. Допустимая дельта колебания вязкости очень узка. Повышение или понижение вязкости приводит к массовым дефектам на покрытии как на окрасочных роботах, так и при ручной окраске. В ряде случаев дефект, к примеру, становится видимым только после сушки , незаметен на сыром слое покрытия, или база под лаком. Беда, лучше про это и не вспоминать. Часовой простой конвейера обеспечен.
Вроде все как и не сложно. Но тут появляется дьявол, который как известно, кроется в деталях.
При подготовке материала к работе очень легко ошибиться на секунду, к примеру. Некачественно промыта воронка вискозиметра. Сменился оператор в краскоприготовительном отделении, «рука по другому берёт» при замере. Вискозиметр сменился после поверки его у метрологов. У всех приборов есть поправочный коэффициент к эталону, и после поверки его иногда метрологи меняют. Это всё приводит к риску возникновения дефектов при окраске. Примеры я взял реальные, из практики. Один раз мы даже не стали полностью отмывать вискозиметр, чтобы не нарушить систему измерения. Постоянная небольшая ошибка в измерении это лучше, чем частые изменения в самой системе измерений.
Вязкость материалов очень сильно зависит от температуры материала и поступающего из приточных вентсистем воздуха в самой окрасочной камере. Зависимость не очень линейная, для материалов производитель поставляет эпюры значений вязкости при различной температуре.
Стабилизация рабочей температуры материала в цехах достигается разными способами. Все они требуют значительных затрат и квалифицированного и ответственного персонала при обслуживании.
При огромных объёмах прокачки эмалей в системах циркуляции, как к примеру в Тольятти или на других крупных производствах, очень вполне допустим метод компенсации вязкости по данным температурной зависимости от производителей. С ростом температуры, к примеру летом, эмаль при разведении делают заведомо «гуще», с более высокой вязкостью, которая снизится при дальнейшем нагреве.
Часто используются установки термостатирования материалов как в КПО, так и в системах циркуляции. Эта тема для разговора отдельная, очень много всяких дел, которые не позволяют считать такие установки абсолютно надёжными. При не очень больших расходах материалов другого способа просто не бывает
Самое хорошее что я видел в природе, это установки надёжного кондиционирования температурных условий во всех помещения цеха окраски. Тогда возможность ошибок при окраске вследствие температурных колебаний ЛКМ действительно минимальная. Или может, мне только представляется. Такие цеха я просто видел, но сам не касался при работе.
Это всегда и во всём - две большие разницы, когда просто видишь какой то процесс, даже и со знанием дела, или работаешь внутри этого процесса.
Иногда в стабилизацию вязкости вмешивается явление тиксотропии. В быту с этим знакомы те, кто готовил смеси на основе цемента. Оставил постоять — загустело, размешал получше — опять вроде стало жидким. В ряд материалов производители добавляют агенты против стекания для улучшения розлива, снижению риска потеков на кромках и в труднодоступных местах кузова. Но вот после этого вязкость при перемешивании раствора ЛКМ начинает снижаться в зависимости от времени перемешивания. Это явление я встречал на лаках и грунтах. Даже одно время мы начинали проверять все такие материалы перед запуском производства в лаборатории.
Есть ещё ряд факторов, которые влияют на изменения вязкости рабочего раствора материалов при окраске. Но они у меня лично встречались реже.
Для полноты картины отслеживания вязкости в производстве не надо забывать, что для стандартизации процесса, вязкость в момент приготовления ЛКМ к работе измеряется при стандартной температуре, заданной производителем материала. Наносится он в окрасочной камере по жизни, несколько при другой. Эту, другую, температуру в жизни контролировать очень сложно. Надежда только на стандартные условия в термостатировании краскопроводов и в окрасочной камере. Это бывает очень даже не всегда.
Посмотрели немного показателей, которые влияют на качество покрытия и работу конвейеров окрасочного цеха. Всех параметров, по которым контролируется база и лак при производстве и на автозаводах немного побольше и делаются анализы подольше. Постараюсь про них тоже поговорить.
Всё это было моей жизнью, сейчас проходит перед глазами, пока пишу.