В России так называемые оцинкованные кузова стали своего рода фетишем благодаря действительно, безо всяких оговорок, очень качественно изготовленным и окрашенным немецким автомобилям конца восьмидесятых - середины девяностых годов, в первую очередь, конечно же, всевозможным ВАГам.
Но увы, это такая тема, про которую слышали абсолютно все, но без какой-либо конкретики, и как результат - по русскоязычному Интернету до сих пор гуляет огромное количество связанных с ней мифов и легенд, на которые приходится периодически наталкиваться в рассуждения людей. Хуже того, во многих статьях, которые все дружно друг у друга перепечатывают, точно та же самая мифология (я уже молчу там за всякие википедии, форумы и т.п. источники).
Для начала - приведу один простой тезис: на автомобильных завода кузова вообще не оцинковывают ! Это либо технически невозможно, либо экономически нецелесообразно. Данный техпроцесс в принципе не имеет отношения к автозаводам и не находится в их компетенции. Но это утверждение мы разберём подробно во второй части статьи - а пока давайте задумаемся над ответом на вопрос о том, можно ли, чисто теоретически, оцинковать кузов автомобиля в сборе ? В принципе — да, можно !

Но единственный способ, которым на самом деле без каких-либо оговорок можно оцинковать кузов в сборе - это газотермический или газодинамический, тот, который я уже показывал здесь на видео (и ему подобные, основанные на нанесении слоя металлического цинка методом напыления). Как вы можете убедиться сами, способ этот весьма трудозатратен - поверхность кузова приходится обрабатывать вручную, буквально по квадратному сантиметру. Кроме того, таким образом невозможно обработать самые проблемные части кузова, то есть - скрытые полости. А значит, и практическая ценность такого покрытия для автомобиля повседневной эксплуатации - не так уж и высока: оно не защитит его кузов от внутренней коррозии, возникающей при уличном хранении в условиях влажности, перепадов температур и попадания внутрь полостей "рассола" с дороги.
Но главная проблема даже не в этом, а именно в низких производительности и технологичности данного способа - он попросту неприменим в условиях конвейерного производства, потому что обработка одного кузова занимает много-много человеко-часов, что для этих целей совершенно неприемлемо. Очень приближённо можно сказать, что на обработку одного кузова по такому методу уходит время, сравнимое с полным циклом его изготовления в условиях массового производства.
Не используется в автомобилестроении при изготовлении кузовов - и никогда широко не использовался, вопреки глубоким убеждениям многих людей, с которыми довелось общаться - и способ «горячей» оцинковки (ГОЦ) готовых металлоконструкций погружением (но мог использоваться для обработки рам). В очень сильно упрощённом изложении, при таком способе покрытия изделие погружают в ванну с расплавленным цинком. Способ быстрый - на обработку даже крупного изделия уходит не более 10 минут (без учёта подготовки и сушки), но в этом и его существенный минус. Температура плавления цинка - примерно 420 градусов, а достаточно жидким он становится только после 450...460 градусов. Сам металл перед покрытием цинком также необходимо прогревать, до ещё более высокой температуры.
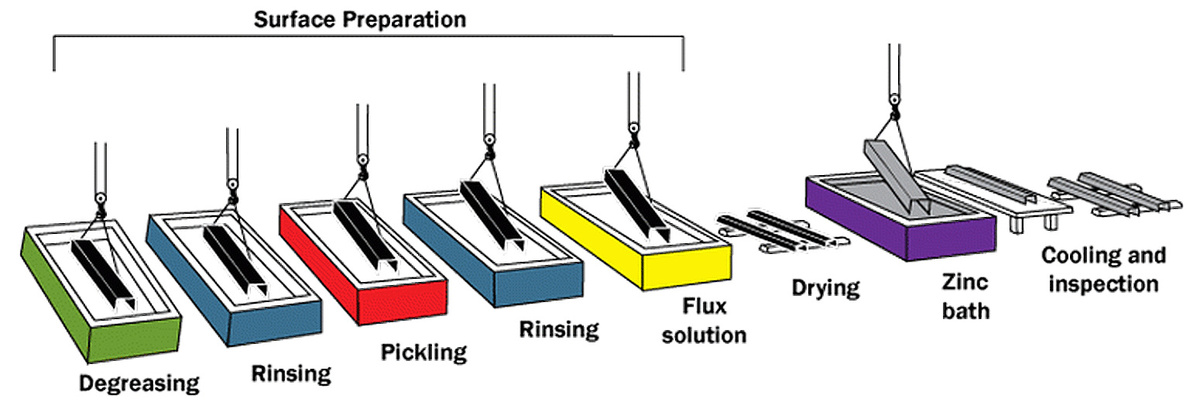
При таких температурах кузов, сваренный из тонкостенных штампованных деталей различной толщины с кучей накопленных в процессе изготовления остаточных напряжений, попросту «поведёт винтом» из-за неравномерного нагрева, а затем такого же неравномерного остывания ! После этого на него не подойдёт ни одна навесная деталь, не закроется ни одна дверь, и в целом мы получим металлолом, годный только на переплавку. Если посмотреть на то, какие типовые дефекты возникают при ГОЦ металлоконструкций, можно легко убедиться в том, что коробит от погружения в расплавленный цинк даже могучие двутавры - что уж говорить про бедный кузов ?.. Негативно сказывается горячее цинкование и на самой стали - вследствие самого процесса или подготовки к нему в ней может развиваться охрупчивание, снижающее механические свойства металла. Особенно подвержены ему легированные стали - а последние 20 лет силовые элементы кузовов выполняются обычно именно из такого материала.
Более того - многие элементы современных кузовов собираются на заводе таким образом, что между их внутренними и наружными панелями перед сваркой или вальцовкой кромок закладывается герметик, клей-герметик или мат шумоизоляции - которые, естественно, такой температуры тоже не выдержат. Огромные проблемы возникнут и с попаданием расплава внутрь скрытых полостей, тех же порогов, часто имеющих двойное или даже тройное сечение - а затем и с удалением из них; как показывает практика автозаводов - с этим не всё гладко обстоит даже у куда более текучих грунтовок, которые при грунтовании кузова погружением часто не попадают на многие участки его внутренней поверхности из-за образования воздушных "карманов". И уж точно цинк не попадёт туда, где он особенно нужен - внутрь тонких стыков между отдельными панелями, сваренными друг с другом внахлёст или за фланцы и служащих великолепными рассадниками коррозии.
Как итог, этот способ цинкования подходят в основном для крупногабаритных толстостенных (!) деталей, с толщиной стенок от нескольких миллиметров и более - например, швеллеров, двутавров, труб и тому подобного металлопроката, а также массивных металлоконструкций из него, отливок и т.п. Покрытие получается толстое (45...100 мкм, т. е. до 1 мм, и даже более), неравномерное, со значительной шероховатостью и наплывами — но для областей, в которых используется этот метод, это не является большим недостатком. А вот под окраску автомобильного качества покрытая цинком методом погружения поверхность не подходит. Даже знакомый по обычной бытовой "оцинковке" (вёдра, тазики, крыши и т.п.) получающийся в процессе кристаллизации расплава узор, так называемые "цветы", в автомобильной отрасли рассматривается как брак, поскольку он проступает сквозь слой ЛКП - цинковое покрытие автомобильного качества должно быть идеально гладким и иметь равномерную мелкокристаллическую структуру, добиться чего при ГОЦ металлоконструкции погружением попросту невозможно.
По некоторым данным, французы использовали ГОЦ погружением в расплав для защиты от коррозии каркаса кузова минивена Renault Espace первого поколения (состоявшего в основном из коробчатых профилей, без крыши и наружных панелей - которые были из пластика). Но даже при этом наблюдались сложности с удержанием расплава на его поверхностях, из-за чего приходилось использовать хитрую схему движения каркаса в ванне с его вращением вокруг своей оси, а в самих элементах каркаса - выполнить множество окон для прохода и слива цинка. В случае обычного несущего кузова, у которого каркас является единым целым с тонкостенными наружными панелями, такой техпроцесс вообще был бы неприменим. Да и занимался этим не автозавод, а занимавшаяся выпуском кузова сторонняя аэрокосмическая фирма Matra - которой эту технологию скорее всего не нужно было осваивать с нуля, так как она уже использовалась на другой её продукции.
Кроме того, данный способ оцинковки требует огромных площадей, включая сам горячий цех со специально организованными мерами безопасности - и для всего этого на автозаводе как правило попросту нет места. Да и в типовой технологический процесс кузовного производства - штамповка, сварка, грунтование и окраска на одной и той же сборочной линии - эффективно вписать его крайне сложно, если вообще возможно. И ещё один момент: производство это практически не поддаётся автоматизации и является очень вредным для здоровья рабочих, так что в развитых странах его использование стараются минимизировать. Естественно, автозаводы в его внедрении в собственный техпроцесс не заинтересованы.
Цинковое покрытие, с которым мы сталкиваемся в обыденной жизни, как правило нанесено гальваническим (электрохимическим) способом (ЭОЦ). В зависимости от способа пассивации (стабилизации поверхности цинка для защиты от коррозии), оно может иметь или серебристый, или радужно-жёлтый цвет. Автор этих строк сам многократно пользовался подобными услугами для защиты от коррозии крепежа и некрупных деталей. Ключевое слово — некрупных !..
Для этого метода оцинковки требуется заполненная щелочным (как правило; бывает и кислотный) электролитом гальваническая ванна, превышающая по размеру габариты детали, и чем больше ванна — тем (грубо говоря) больше будет расход электричества и тем больше образуется жидких и газообразных токсичных отходов. Причём расходы на электроэнергию растут нелинейно. Помимо гальванической ванны, нужно ещё несколько резервуаров того же размера - для подготовки поверхности и пассивирования. В сумме получается очень и очень серьёзное хозяйство, которое пришлось бы в нашем случае отмасштабировать до размеров, соответствующих размерам кузова.
При этом гальваническая ванна с размерами порядка нескольких метров по одной из сторон уже считается очень большой; получение в такой ванне качественного равномерного покрытия, тем более на крупногабаритном изделии сложной формы — весьма нетривиальная задача. В частности, большие проблемы возникают, если отдельные детали или части одной металлоконструкции оказываются слишком близко друг к другу, или же непосредственно одна под другой. То есть, не получится оцинковать сразу много готовых кузовных панелей в штабелированном виде - делать это придётся по одной, медленно и печально. Что касается ванны, в которой можно «искупать» кузов автомобиля целиком — то о таком просто забудьте, это экономически нецелесообразно !
Сам по себе процесс не быстрый — на получение слоя цинка уходят часы. Кроме того, получаемое таким образом покрытие очень тонкое (5...25 мкм — при большей толщине оно становится рыхлым) и как правило не является надёжной защитой от коррозии в атмосферных условиях, что хорошо можно увидеть на примере оцинкованного крепежа. Итого, процесс покрытия готовых изделий цинком в гальванической ванне годится в основном для больших партий сравнительно мелких деталюшек с высокой относительно своих размеров и массы розничной стоимостью. Грубо говоря, тонну крепежа оцинковать таким способом будет экономически целесообразно, а кузов автомобиля, весящий также одну тонну — уже ни коим образом, поскольку на выходе длительного и сложного процесса мы имеем в первом случае сразу несколько сотен, тысяч или десятков тысяч готовых изделий, а во втором — лишь одно.
Тут надо сделать одну оговорку лингвистического характера. Немало сумятицы в данный вопрос вносит тот факт, что по-английски оцинкованная сталь называется "гальванизированной", Galvanized steel. Имя итальянского учёного Гальвани, известного своими работами в области изучения электричества, наводит многих на мысль об электрохимическом процессе, но нет - так называется вообще любая покрытая цинком сталь вне зависимости от метода. Например, горячее цинкование, явно не имеющее никакого отношения к электричеству, именуется Hot-dip galvanization.
Причём тут Гальвани и электричество - не совсем понятно; вероятно, имелась в виду сама функция цинка - электрохимическая катодная защита металла от коррозии за счёт разности электродных потенциалов цинка и железа - а не метод его нанесения; т.е. "гальванизированная" сталь - сталь, защищённая от коррозии при помощи "гальванической силы" - электричества, а не только покрытая цинком электрохимическим способом. Но это не точно. Вероятно, что имя модного в те годы учёного добавили в название просто "хайпа ради".
Между тем, в существовании кузовов с цинковым покрытием сомнений, вроде бы нет, так откуда же они берутся ? Ответ на этот вопрос — очень простой, хотя, возможно, для кого-то и неожиданный, и он вынесен в заголовок этой статьи: автозаводы вообще не занимаются оцинковкой металла каким-либо способом, это в принципе не их область деятельности ! Все фото из Интернета, где вы видите кузов, погружающийся на заводе в какую-то ванну с мутной жидкостью — это либо грунтовка погружением (включая электрофорезную), либо подготовка к ней (так называемая бондеризация, то есть создание на поверхности металла слоя фосфата, обеспечивающего сцепление с последующими слоями ЛКП), либо вообще какая-нибудь технологическая промывка; никакого отношения к нанесению цинка ничего из этого не имеет.
Автозаводы во все времена занимались четырьмя вещами: штамповкой и сваркой кузовов автомобилей, а также их подготовкой и окраской. Вот именно этим они и занимаются до сих пор. Технология изготовления кузова - очень консервативная штука, которая по своей сути довольно мало поменялась со времени её разработки в тридцатые годы - и ломать её об колено никто просто так не станет. Намного проще найти способ, позволяющий использовать в уже существующем техпроцессе сталь с заранее нанесённым на неё защитным покрытием, не требующую радикальных перемен на самом автозаводе. Как это и делается на практике.
Поэтому если требуется изготовить кузов (или определённые части кузова - это важная оговорка !) из стойкой к коррозии стали, покрытой цинком - то вместо обычного листа в те же самые штампы просто закладывается уже покрытый цинком на металлургическом комбинате. Где для этого используются высокопроизводительные установки непрерывного цинкования того или иного типа, что на много порядков эффективнее, чем покрывать цинком каждую готовую деталь отдельно.
То есть, это, конечно я пишу - «просто»; на самом деле есть огромное количество технологических нюансов, связанных с процессом штамповки, сварки, подготовки и окраски кузовов, содержащих детали из оцинкованной стали. Но проблемы эти являются вполне преодолимыми. Например, если для бытовых сварочных аппаратов, работающих по принципу дуговой сварки, оцинкованный металл представляет определённую проблему и как правило требуется предварительное механическое удаление с него слоя цинка, то для преимущественно используемой для соединения деталей кузова на автозаводах точечной контактной сварки есть более элегантные решения.
При небольшой толщине покрытия достаточно просто увеличенного тока сварки и автоматического регулирования его величины при переходе к последующим точкам, компенсирующего изменение сопротивления в зоне сваривания, а также системы автоматической зачистки бронзовых электродов от постепенно накапливающейся на их поверхности из-за реакции с цинком латуни. Если же цинковое покрытие толще 15 мкм - сварку производят в так называемом импульсном режиме, в две стадии: сначала предварительным импульсом зону сварки прогревают до температуры, при которой плавится цинк, но ещё не начинается сваривание стали, что практически полностью удаляет его из зоны сварки - а затем подаётся второй, основной импульс, за счёт которого образуется нормальная точка сварки.
Прочность такого соединения несколько ниже, чем при точечной сварке обычной стали - но это можно компенсировать увеличением количества точек. Зато процесс происходит в автоматическом режиме и не требует никаких дополнительных технологических операций, что очень важно для массового производства.
Теперь читателю должно быть ясно, в частности, каким образом оцинкованными оказываются только отдельные детали кузова, например пороги и силовые элементы днища, а на других цинка нет. Попросту некоторые детали отштамповали из оцинкованного листа, а некоторые - для экономии из обычного, а потом их сварили вместе, и получился частично "оцинкованный" кузов. Собственно, все кузова серийных автомобилей именно такие. Например, для панели крыши используется специальный сорт проката - широкий лист специальной высокопластичной стали - и заменить его оцинкованным прокатом со схожими свойствами было бы и дорого, и не особо нужно, поскольку крыша практически не подвержена коррозии. Хотя, вполне возможно, встречаются и исключения.
Более того, оцинковка может быть односторонней - и тогда она будет защищать металл от коррозии только с одной стороны. Например, части кузова, наиболее склонные к возникновению сколов краски и прочих механических повреждений, часто выполняют с оцинковкой только на наружной поверхности - а изнутри, в скрытой полости, та же деталь будет ржаветь точно так же, как и выполненная из обычной стали; в лучшем случае эта коррозия позднее проявит себя.
У стали с покрытием есть и другие преимущества - например, она доезжает до автозавода практически без поражения коррозией, в отличие от обычного "чёрного" проката, который, как ни защищай его при транспортировке, всё равно успевает частично покрыться поверхностной ржавчиной - хотя бы в виде точек, и как правило в таком виде и поступает в штамповку - вручную очищать его в условиях массового производства никто не будет. Вероятно, на наружных поверхностях ржавчину ещё удалят в ходе подготовки к окраске - а вот во внутренних полостях она уже точно так и останется (оцинкованный кузов, напротив, шлифовать категорически запрещено - поэтому при его изготовлении особое внимание приходится уделять отсутствию малейших дефектов поверхности).
Вопрос же о том, каким образом производится покрытие металла цинком, нужно адресовать не автозаводам, а их поставщикам - металлургам. Способов здесь существует несколько, но "настоящей" оцинковкой из них, пожалуй, заслуживают называться только два (три, если выделять термодиффузионное цинкование в отдельную категорию).
Первый - это непрерывное горячее цинкование по методу Сендзимира, самый старый способ, названный так по фамилии разработавшего его польского учёного. Он очень давно использовался для изготовления оцинкованного листа, который шёл на покрытие крыш, изготовление вёдер, тазов и т.п. хозбыта, но применения в автомобилестроении очень долго не находил, поскольку издержки на его внедрение превышали возможную выгоду для производителя. В конце 1960-х по нему изготавливалось почти 98% от всего объёма выпуска оцинкованного металла, но впоследствии его использование уменьшалось ввиду вытеснения иными, более дешёвыми способами нанесения покрытия.
Массовое внедрение покрытой цинком по этому способу стали в европейском автомобилестроении началось с 1975 года, когда фирмы Porsche и Thyssen Edelstahlwerke представили на международном автосалоне экспериментальный кузов спортивной модели 911 серии 76 (I), полностью изготовленный из двусторонней стали горячей оцинковки. На тот момент это было огромное достижение, ставшее возможным только благодаря очень серьёзным разработкам в области технологии производства листа, вырубки заготовок, штамповки, сварки и нанесения лакокрасочного покрытия. Вскоре после этого оцинкованные панели днища и другие уязвимые к коррозии детали появились на серийных Porsche, а затем - и на других европейских автомобилях.
В очень сильно упрощённом изложении, цинкование по Сендзимиру осуществляется непрерывным протягиванием стального листа в виде рулона через ванны с расплавленным цинком:
Перед погружением в цинк металл выдерживается в печи с восстановительной бескислородной атмосферой (азот и водород), обрабатывается специальными реагентами и равномерно прогревается до температуры около 650 градусов, а после — пропускается через «газовые ножи» (сопловое устройство), убирающие потоком сжатого воздуха излишки цинка и таким образом задающие толщину покрытия. Процессы нагрева и охлаждения при этом очень тщательно контролируются. Далее идёт окончательная обработка листа - правка растяжением, старение, хроматирование и промасливание для защиты во время транспортировки.
Именно за счёт всех этих мер и получается достичь почти идеальной равномерности покрытия, без дефектов поверхности и узлов кристаллизации - в отличие от обычного "горячего" цинкования погружением, проходящего в менее контролируемых условиях. При этом данный техпроцесс имеет высокую производительность.
Покрытие при этом получается равномерное, гладкое, но относительно тонкое (10…20 мкм) и со средней стойкостью к коррозии; для эксплуатации в атмосферных условиях оно требует дополнительной защиты, например - широко используемых в автомобилестроении грунтования и окраски. Зато этот способ является очень удобным с технологической точки зрения, поскольку осуществляется на потоке - благодаря чему и применяется весьма широко. Причём вырезка деталей и штамповка на защитных свойствах такого покрытия практически не сказываются, в какой-то степени защищены от электрохимической коррозии даже оставшиеся после обрезки торцы панелей, где самого цинка нет.
Оцинковка по этому способу может быть выполнена как двусторонней, так и односторонней (в целях экономии, разумеется). Во втором случае или попросту механически удаляют (и снова пускают в дело) цинк с одной из сторон стальной полосы, или перекрывают одну из её сторон слоем маскировочного материала, препятствующего налипанию цинка, или же пропускают через установку две наложенные друг на друга полосы — на выходе получается сразу два рулона оцинкованной с одной стороны стали.
В России производство оцинкованного листа автомобильного уровня качества по этому способу занимаются, в частности, Новолипецкий, Череповецкий и Магнитогорский металлургические комбинаты, являющиеся поставщиков АвтоВАЗа.
Сегодня в автомобилестроении также очень широко используется так называемый "гальванил" (от англ. galvanneal, гальваноотожженная сталь). Технология получения этого вида оцинкованного стального проката является разновидностью метода термодиффузионого цинкования, в ходе которого происходит диффузия атомов цинка в кристаллическую решётку стали. Для этого сразу же после описанного выше техпроцесса оцинкованная сталь в виде рулонов проходит отжиг при температуре несколько ниже температуры плавления цинка, благодаря которому цинк и железо образуют друг с другом очень прочную связь на атомарном уровне - по сути, можно говорить о том, что под наружным слоем цинка при этом образуется промежуточный железоцинковый слой. Такое покрытие более прочное и менее хрупкое, чем обычная оцинковка, а также не имеет свойственной для последней пористости. Кроме того, наружный слой цинка при отжиге приобретает серую матовую поверхность. Благодаря всему этому значительно улучшаются штампуемость, свариваемость и окрашиваемость прошедшего такую обработку листа.
Но при этом толщина самого защитного слоя цинка на "гальваниле" меньше, чем на листе, оцинкованном обычным способом, а его защитные свойства в неокрашенном виде - заметно хуже (вплоть до того, что в коррозионной камере гальванил покрывается рыжим слоем ржавчины, а не белыми продуктами коррозии цинка). Кроме того, его производство дороже из-за дополнительных расходов энергии на отжиг. Поэтому некоторые автомобилестроительные компании остаются привержены классической "оцинковке", несмотря на связанные с её использованием технологические проблемы.
В России сталь с покрытием типа "гальванил" производится на Магнитогорском металлургическом комбинате (ММК).
Альтернативный описанному выше способ - это технология непрерывного электролитического цинкования стали, также в виде свёрнутой в рулон полосы. Его распространение началось ещё в 1960-е годы, преимущественно в США - причём во многом именно благодаря спросу со стороны автомобилестроения, поскольку электролитически оцинкованная сталь легче обрабатывалась и сваривалась, чем оцинкованная по Сендзимиру. Правда, использовалась она долгое время в основном не для кузовов, а для изготовления топливных баков, глушителей, воздушных баллонов пневматических тормозов, вентиляционных коробов, корпусов фар и тому подобных деталей. В кузовном же производстве она широкого применения долгое время не находила из-за относительно низкой производительности процесса производства. Впоследствии американцы пошли по пути использования более дешёвой стали с полимерно-цинковым покрытием (см. ниже).
Однако в середине восьмидесятых годов технологию непрерывного электролитического цинкования довели до ума - так что к началу девяностых за границей больше половины стали, идущей на кузова легковых автомобилей, принадлежало именно к данному типу. И, надо полагать, с тех пор её потребление существенно не снизилось. Произошло это благодаря низкой себестоимости процесса - не в последнюю очередь обусловленной тем, что для электролитического покрытия металла используются отходы от горячего процесса цинкования, намного более дешёвые, чем чистый цинк.
Но полученный на таких установках слой цинка очень тонкий (0,5...15 мкм) - говорят, с неокрашенного листа его можно просто механически стереть тряпкой, если постараться - и эффективен только в сочетании с качественным лакокрасочным покрытием. Как правило, даже просто для транспортировки на него наносят специальное защитное покрытие в виде наносимого поверх хроматной плёнки слоя грунта или полимерного напыления. Зато оцинкованная электролитическим способом сталь очень хорошо штампуется, благодаря чему из неё можно, в частности, изготавливать имеющие сложную форму лицевые панели (хотя сегодня научились выпускать и прокат ГОЦ с высокой штампуемостью - для этого в качестве основы для него берут специальные стали со сверхнизким содержанием углерода, отличающиеся высокой пластичностью).
В России выпуском электрооцинкованной стали для нужд автомобильной отрасли занимается, в частности, Лысьвенский металлургический завод, на котором линия по его производству была запущена ещё в декабре 1984 года.
Более подробно технологические процессы производства оцинкованной стали рассмотрены в литературе по приведённой в конце статьи ссылке.
Вообще, когда речь заходит за стойкость того или иного вида оцинкованного проката к коррозии - всегда необходимо помнить о том, что свойства одного и того же материала до штамповки, после штамповки и в окрашенном виде могут очень сильно отличаться, поскольку при вытяжке в штампе защитные свойства покрытия могут частично нарушаться. И порой выходит так так, что изначально более стойкая сталь в готовом кузове работает так же или даже хуже, чем изначально худшая по характеристикам, но лучше переносящая обработку. А грунтование и окраска могут, наоборот, давать высокую степень синергии с некоторыми типами покрытий, радикально повышая их защитные свойства (см. таблицу ниже).
Как видно, описанные выше способы цинкования являются конкурентами лишь в определенной степени, и во многом дополняют друг друга - как в плане технологии производства, так и с точки зрения целесообразности использования для изготовления тех или иных частей кузова автомобиля.
Наконец, разработаны и активно внедряются более современные защитные покрытия для листовой стали, такие, как гальвалюм - на основе алюминия (50-55%) и цинка с добавлением небольшого количества кремния, гальфан - цинковое покрытие с добавлением 4…7% алюминия и мишметалла, и различные варианты покрытий состава Zn-Mg-Al, например Zagnelis. Они наносятся способом, аналогичным непрерывной оцинковке по методу Сендзимира, но при более высокой температуре.
Благодаря тому, что алюминий в таких покрытиях работает в качестве защитного барьера, как бы заменяющего лакокрасочное покрытие, они намного (в 2…6 раз) более стойки к воздействию окружающей среды по сравнению с обычной "оцинковкой", и могут быть применены даже для узлов, не подлежащих окрашиванию - например, расположенных под днищем автомобиля трубопроводов. Кроме того, использование алюминия позволяет экономить дефицитный цинк, а лист с покрытием типа "гальфан" также выдерживает очень большую деформацию при штамповке. Однако, насколько можно судить по открытым источникам, о вытеснении ими более привычных сортов оцинкованной стали говорить пока что рановато из-за высокой стоимости производства и некоторых других особенностей, вроде плохой свариваемости (к примеру, гальвалюм вообще практически не сваривается общепринятыми промышленными способами).
Одна из лидирующих транснациональных металлургических компаний, являющаяся поставщиком таких производителей, как VW, Skoda, Jaguar Land Rover, GM, Ford, Honda и Toyota Europe - до недавнего времени включая Toyota Manufacturing Russia, даёт следующую схему рекомендуемого ей использования различных марок стали с защитными покрытиями для изготовления автомобильных кузовов:
На ней силовые элементы из высокопрочных сталей (как правило, имеющих низкую стойкость к коррозии и плохо поддающихся традиционным способам оцинковки) показаны выполненными из листа с покрытием Jetgal, которое получается при помощи разработанного специально для этой цели так называемого JVD-процесса (Jet Vapour Deposition — "факельное осаждение цинкового пара"). Внутренние элементы кузова показаны выполненными из стали Zagnelis Protect с двусторонним покрытием состава Zn-Mg-Al, имеющей высокую штампуемость, в том числе при глубокой вытяжке. Для окрашенных внутренних и наружных панелей рекомендовано использование электролитически оцинкованной стали, стали двусторонней горячей оцинковки с покрытиями Extragal и Ultragal (последняя в особенности пригодна для лицевых частей кузова, где требуется минимальная волнистость), гальванила либо стали Zagnelis Surface с покрытием состава Zn-Mg-Al, специально предназначенной для лицевых панелей с повышенными требованиями к качеству поверхности. Детали выпускной системы и некоторые другие ответственные компоненты показаны изготовленными из гальфана или алюмокремниевой алюминированной стали Alusi.
Короче говоря - на данный момент "оцинковка" в её классическом виде уже может считаться устаревшим видом покрытия стального листа, вытесняемым более современными его разновидностями.
Однако, человек не был бы человеком, если бы не хотел сделать почти то же самое, но ещё дешевле, быстрее и технологичнее... поэтому с самого начала внедрения оцинкованного металла в автомобилестроении широко использовались всевозможные «альтернативные» методики нанесения цинковых покрытий, не подразумевающие создания на поверхности стали сплошного слоя металлического цинка. Для них существует много коммерческих обозначений, но суть большинства из них состоит в плакировке - нанесении на поверхность стали полимерного слоя (по сути - тонкого слоя пластмассы), содержащего в своём составе отдельные микроскопические частицы цинка, который после "запекания" достаточно хорошо держится на металле, чтобы выдерживать даже штамповку.
Одной из первых марок стали с односторонним покрытием такого типа был Zincrometal, разработанный американской металлургической компанией Diamond Shamrock в самом начале 1970-х годов - с технической точки зрения это сталь с напылением фенол-эпоксидной смолы, содержащей до 85% цинковой пыли по массе. Сегодня это название стало своего рода именем нарицательным для материалов подобного типа (как, к примеру, слово "ксерокс" - для копировальных аппаратов, вне зависимости от марки).
В советской литературе начала 1980-х приводилось следующее описание данного материала:
Цинкрометалл представляет собой стальную полосу с предварительным покрытием в два слоя. Первый слой покрытия, называемый дакромет, - водная дисперсия цинкового порошка (50—60 %) в окиси хрома и др. вещества, наносится на валковой машине на очищенную стальную ленту, затем сушится при температуре 410-430 К. Толщина этого слоя 2-3 мкм. Второй слой (10-12 мкм), называемый цинкромет, - смесь цинкового порошка (до 95%) с эпоксидной смолой с добавлением органических растворителей и других веществ, так же наносится на валковой машине и сушится при температуре 730 К. Оба слоя содержат мелкодисперсный порошок цинка (1-2 мкм) и имеют отличную адгезию к стали. Цинкрометалл обладает универсальностью, т.е. возможностью нанесения защитного покрытия на одну или обе стороны ленты; коррозионной стойкостью, особенно в местах, труднодоступных для окрашивания; хорошими формуемостью и свариваемостью.
Детали из цинкрометалла можно окрашивать обычными способами; кроме того, качество поверхности непокрытой стороны цинкрометалла соответствует стандартам на холоднокатаную сталь. Цинкрометалл не меняет внешнего вида в 5%-ном соляном растворе в течение 360 ч, тогда как горячеоцинкованная сталь [без окраски] начинает корродировать после 240 ч. Испытание образцов цинкрометалла с предварительной деформацией (глубина лунки по Эриксену 5 мм) в том же растворе показало, что следы коррозии появляются только после 240 ч, а [неокрашенная] горячеоцинкованная сталь выдерживает 140 ч. Покрытие стойко к бензину, керосину, слабым растворам кислот, фосфатным и другим реактивам, обычно применяемым в процессе подготовки и окраски кузова автомобиля и при его эксплуатации. Штампуемость цинкрометалла такая же, как и стали 08Ю категории вытяжки ОСВ, СВ и ВГ.
В настоящее время цинкрометалл применяется для изготовления таких деталей, как наружные и внутренние двери, крылья, арки колес, панель пола, боковины, пороги и др. Цинкрометалл применяют фирмы Дженерал Моторс, Форд (США), Фиат (Италия), Волво (Швеция), Рено (Франция), Фольксваген, Даймлер Бенц (ФРГ) и др.
Ещё раз подчеркну: речь именно о нанесении покрытия на прокат в условиях металлургического предприятия; автозавод работает с уже покрытой таким образом сталью (плакированная сталь, металлопласт, биметалл - в литературе встречаются разные названия). Простая цинконаполненная грунтовка, к примеру, такого эффекта не даёт и подобной стойкостью не обладает - хотя и она в некоторых случаях используется при производстве автомобильных кузовов (в качестве первого слоя, вручную распыляемого непосредственно на голый металл под наносимым погружением или электрофорезным способом основным грунтом). Более того, в последнее время даже фосфатное покрытие на сталь начинают наносить также в заводских условиях поточным методом, так как это оказалось более эффективно, чем фосфатировать готовые детали.
Мнения об эффективности этих «альтернативных» способов защиты металла от коррозии встречаются разные... но, думаю, достаточной иллюстрацией является тот факт, что из материала Zincrometal (в первые годы импортного немецкого, затем отечественного аналога производства Лысьвенского металлургического завода) штамповались отдельные элементы кузовов автомобиля «Москвич-2141» раннего выпуска и, по некоторым данным, ВАЗ-2108 (по официальным сообщениям завода в нём использовалась электролитически оцинкованная сталь, правда её было всего 11% по массе). В общем - при неудачном выборе конфигурации скрытых полостей, в целом низком качестве герметизации, подготовки и окраски кузова, а также отсутствии обработки внутренних полостей восковыми препаратами, самостоятельная защита от коррозии у цинкрометалла и его аналогов слабая. Хотя цинкрометалл имел и определённое преимущество перед "оцинковкой" в том отношении, что, будучи полимерным покрытием, он обладал более высокой стойкостью к коррозии в неокрашенном виде - а при принятой на заводе технологии нанесения краски значительная часть деталей в любом случае не прокрашивается или прокрашивается плохо.
Так или иначе, даже сегодня аналогичный стальной лист с полимерно-цинковым покрытием вполне себе используется в автомобилестроении, и не только бюджетными брендами (обычно в популярных источниках он фигурирует как так называемая «холодная оцинковка», хотя это и чисто-маркетинговый термин, не имеющий, как водится, технического смысла - не более, чем, скажем, словосочетание "холодная сварка"). Считается, что при должном техническом уровне и качестве осуществления остальных техпроцессов значительная коррозия в скрытых полостях кузова, изготовленного из металла «холодной оцинковки», развивается лишь после 5...7 лет эксплуатации (а проявляет себя в виде явной коррозии на наружных поверхностях - и того позже). Чего вполне достаточно, чтобы у первого владельца автомобиля не возникало никаких вопросов к производителю.
А вообще - возвеличивать "оцинковку" любого типа сверх меры не нужно: да, это эффективный способ защиты металла от коррозии, но автомобиль - это не просто отдельно взятый стальной лист, а целая полученная из него конструкция. Поэтому рассматривать оцинковку нужно лишь как одно из звеньев в целом комплексе мер по предотвращению коррозии, причём не самое главное. Начинается же всё с конструкции самого кузова - включая организацию дренажа и вентиляции его скрытых полостей - и технологии его производства.
Выводы из всего этого будут, видимо, довольно неутешительными для конечного пользователя. Если кузов автомобиля изначально, ещё на заводе, не был отштампован из оцинкованной тем или иным способом стали - никакого способа сделать его оцинкованным нет; как максимум - можно напылить цинк на его наружные поверхности, но для повседневного автомобиля полная обработка такого рода едва ли будет оправдана, поскольку (особенно с учётом необходимости полной перекраски) является весьма дорогостоящей при достаточно ограниченной эффективности. А главное - наиболее уязвимые для коррозии зоны как раз остаются без защиты из-за отсутствия доступа к ним (либо процесс становится столь трудоёмким, что проще и дешевле будет просто купить новую машину).
Более перспективно локальное нанесение цинка при кузовном ремонте, например - в проёме лобового стекла во время его замены, а также покрытие им (желательно с обеих сторон) используемых для замены поражённых коррозией элементов ремонтных деталей, например - накладок порогов. Естественно, в сочетании с традиционной защитой внутренних полостей нанесением антикоров. Учитывая, что повышение срока службы кузова автомобиля сегодня становится весьма насущной проблемой, думаю, что подобные услуги в перспективе будут пользоваться неплохим спросом...
Литература
- Ю. В. Липухин, Д. Л. Гринберг. Производство эффективных видов оцинкованной листовой стали - М., "Металлургия", 1987 г.