включает в себя технологии, формирующие деталь послойно из порошка в бункере при помощи "термической реакции связывания" - спекания или сплавления
Официальный перевод весьма корявый и искажает суть процесса. В данном случае - bed – дословно «кровать», совсем не подложка, а емкость с опускающимся дном, в которой происходит процесс спекания/сплавления (или связывания посредством адгезии). Дословно это можно перевести, как «синтез в кроватке» или «синтез в колыбели». Но это слове имеет еще один смысл - порошковая (песчаная, гравийная) подушка или слой. По смыслу правильный перевод - "синтез на слое порошка" или "синтез порошкового слоя"
Цикл печати слоя:
1) В бункере с опускающимся дном насыпается тонкий слой порошка.
2) Порошок подается двумя способами – насыпается из подвижного бункера или перемещается длинным скребком («ракелем») или валиком из неподвижного бункера, расположенного рядом.
3) Слой разравнивается ракелем или валиком, излишки порошка сметаются в третий бункер. При необходимости слой уплотняется «хлопалками», вибратором или валиком
4) После формирования слоя производится выборочное сплавление или спекание порошка.
5)Дно бункера опускается на толщину слоя, и цикл с нанесением порошка и его спекание повторяется.
Более подробно о методах формирования слоя - здесь.
По окончании печати напечатанная модель (деталь или заготовка) извлекается из бункера, очищается от остатков порошка, и, при необходимости – дополнительно пропитывается каким-либо материалом или подвергается дополнительному спеканию в печи.
Нормативные документы трактуют данную технологию следующим образом:
Процесс синтеза на подложке — процесс аддитивного производства, в котором поверхность предварительно нанесенного слоя порошкового материала выборочно, полностью или частично расплавляется тепловой энергией. Схема данного процесса представлена на рисунке:
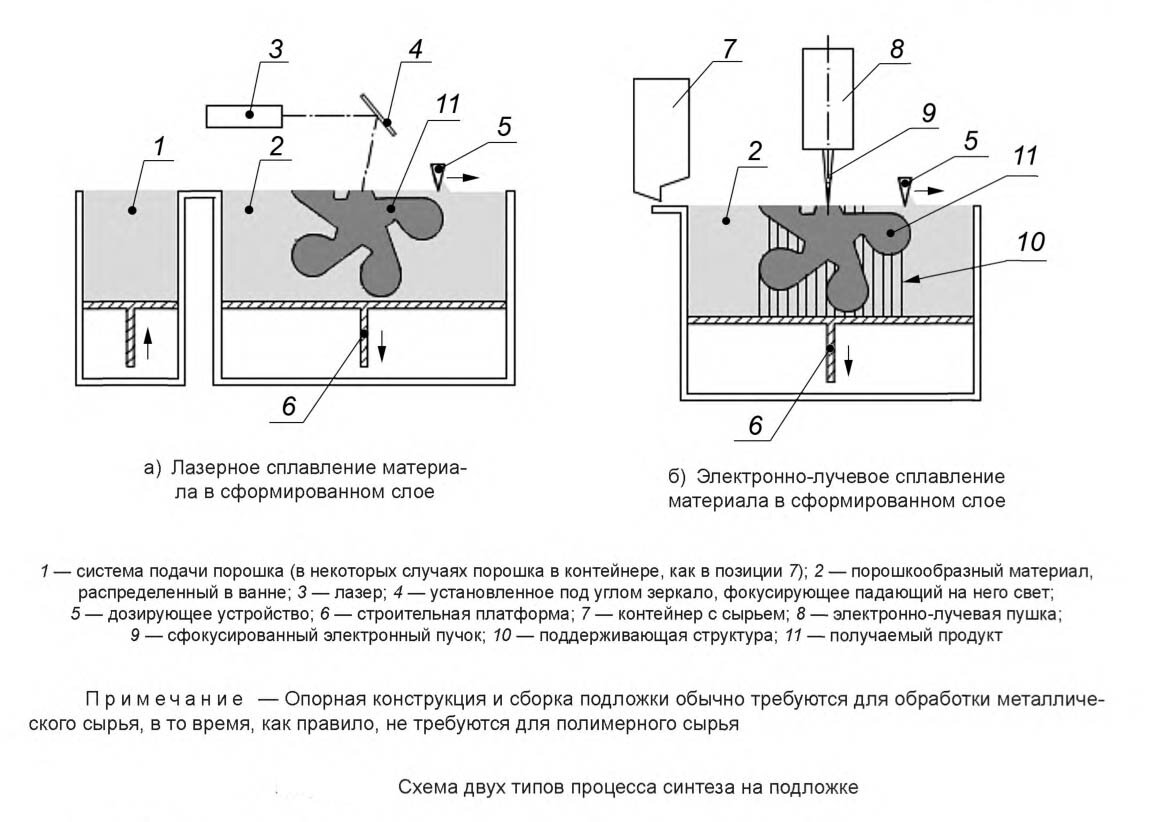

Сырье: различные порошки: термопластичные полимеры, чистые металлы или сплавы металлов, структурная или техническая керамика. Любой из порошковых материалов может быть использован как с наполнителями и связующими веществами, так и без них, в зависимости от конкретного процесса.
Механизм связи: термическая реакция связывания.
Источник активации: тепловая энергия, как правило, передающаяся от лазера, электронным пучком и/или инфракрасными лампами.
Вторичная обработка: удаление порошка, если применимо, вспомогательного материала, а также различные операции для улучшения качества поверхности, точности размеров и свойств материала: например, микровзрывные работы, фрезерование, шлифование, полирование и термообработка.
Примечание — Опорная конструкция и сборка подложки обычно требуются для обработки металлического сырья, в то время, как правило, не требуются для полимерного сырья
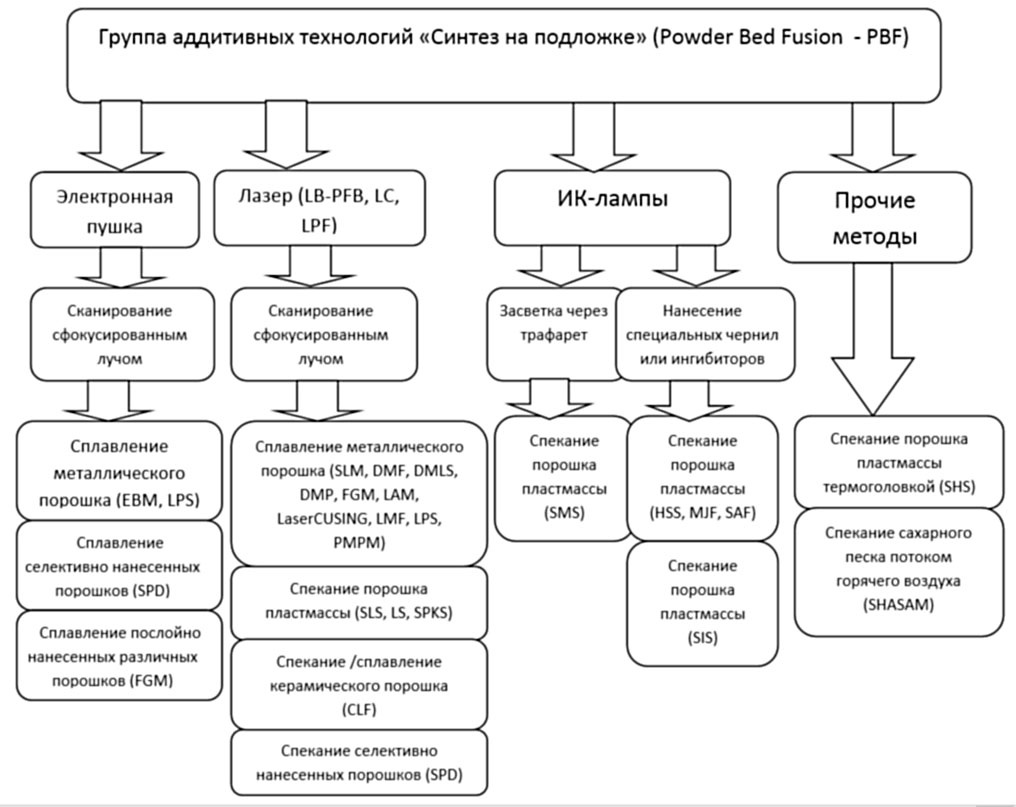
Спекание производится:
1) Лазерным лучом
2) Электронной пушкой
3) ИК-лампами
Эти три метода применяются достаточно широко, но возможно так же спекание потоком горячего воздуха или контактным методом при помощи термоголовки через разделительную мембрану.
Для лучшего понимания - см. рисунок
Из-за того, что в процессе сплавления порошок металла/сплава нагревается и возникает опасность взрыва или возгорания порошка печать часто приходится вести в герметичной камере с заполнением инертным газом (обычно аргоном, азотом, реже – углекислым газом). При использовании электронной пушки печать приходится вести в вакуумной камере.
Основными материалами при этом методе являются:
1) Порошки металлов и сплавов (титан, нержавеющая сталь)
2) Порошки керамики и металлокерамики
3) Порошок пластмассы (обычно полиамида PA12 черного цвета)
В качестве экзотики можно упомянуть печать сахарным песком или сахарной пудрой. А вот печать литейных форм плакированным песком применяется достаточно широко.
Принтеры по данной технологии являются «профессиональными» и стоят достаточно дорого - десятки миллионов рублей. Исключение являются принтеры для спекания пластмассы – в последнее время появились «бюджетные» принтеры стоимостью «всего лишь» десятки тысяч долларов и отечественные аддитивные машины стоимостью «всего лишь» в миллион рублей.
Спекание/сплавление лазерным лучом (SLS/SLM) осуществляется при помощи сканатора, обычно на без двух качающихся зеркал. Точность и разрешающая способность печати при этом напрямую зависит от точности фокусировки лазерного луча. Спекать можно порошки пластмасс черного цвета, металлы и сплавы, не отражающие лазерный луч, порошки керамики и металлокерамики, неотражающие лазерный луч. Для металлических порошков используется термин «сплавление», для пластмасс – «спекание».
Строго говоря, с научной точки зрения происходит именно спекание, так как полного переплавления порошка не происходит. Термин "сплавление" обычно применяется если спекание производится с образованием жидкой фазы материала, термин "спекание" - когда спекание происходит без образования жидкой фазы. В случае керамики, сахара не всегда понятно, образуется ли жидкая фаза или нет.
Сплавление электронной пушкой (EBM). Сплавление осуществляется пучком электронов, что обеспечивается точную фокусировку и позиционирование луча. Сплавлять электронным пучком можно только порошки металлов.
Спекание ИК-лампами можно только порошки пластмасс. Для спекания ИК-лампами используют следующие технологии:
1) На кварцевом стекле печатается маска белым тонером электрофотографическим методом, отражающими ИК-изучение. Засветка слоя порошка производится через эту маску. По окончании засветки маска стирается и печатается новая. При этом используется черный порошок.
2) На слой белого порошка струйной головкой наносится один или два разных состава чернил – черные, активно поглощающие ИК-излучение, и белые – отражающие ИК-излучение и активно охлаждающие слой порошка при испарении. При засветке ИК-лампами участки порошка, покрытые черными чернилами спекаются, а остальные – нет. Используется порошок полиамида (нейлона) PA12 белого цвета или порошок TPU.
Как вариант - возможно дополнительное нанесения цветных чернил и полноцветная печать.
При сплавлении металлических порошков возникают большие напряжения, из-за чего деталь буквально приваривают к основанию, и используют опорные структуры (поддержки) из того же материала. Это затрудняет печать деталей сложных форм и требует значительных трудозатрат на удаление металлических опорных структур.
При спекании пластмассы напряжения небольшие, что позволяет печатать без опорных структур (роль который выполняет неспекшийся порошок пластмассы), что позволяет печатать детали/заготовки самой сложной формы.
Наиболее перспективными для относительно «массового» применения являются установки лазерного спекания пластмасс (SLS).
Все разновидности 3D-печати по этой технологии можно прочитать здесь.
Про мультиматериальную 3D-печать класса синтез на подложке - здесь, здесь и здесь.
Про 3D-печать спеканием при помощи ИК ламп - основная статья и дополнительная
Электронно-лучевое плавление - основная статья и еще, еще, еще и еще.
Селективное лазерное спекание - основная статья и еще, еще, еще и еще.
Селективное лазерное плавление - основная статья и еще, еще, и еще, и еще и Velo3D
Печать сложными материалами селективным лазерным сплавлением - здесь.
Статьи про отечественные 3D-принтеры - по технологии SLM, SLS и EBM.