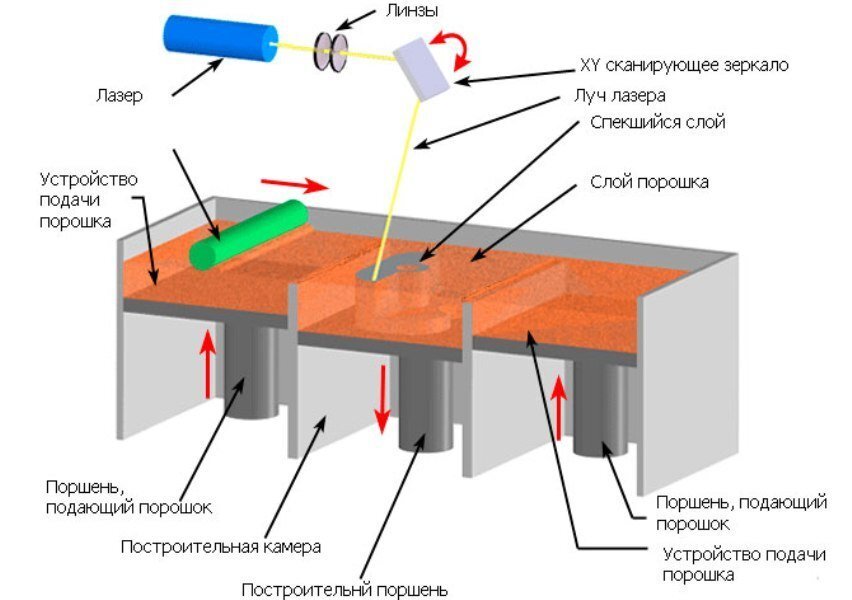
Напомню основные принципы 3D-печати методом «селективное лазерное спекания» (СЛС, SLS): в бункер с опускающимся дном наносится слой порошка термопласта (например, нейлона), который выборочно (в соответствии с сечением выращиваемой детали) нагревается лазером и спекается в единую деталь. Подробнее о технологии - здесь.
Схематично – см. рисунок
Казалось бы – технология, аналогичная SLM, а значит и решения должны быть такие же.
Про мультиматериальную печать металлическими порошками по технологии SLM – здесь.
И, действительно – фирма Aerosint предлагала оборудование не только для печати по методу SLM, но и по методу SLS еще в далеком 2018 году.
При этом предлагалось два варианта печати.
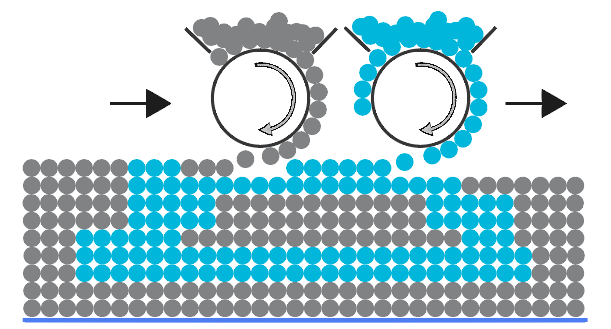
с использованием двух спекаемых порошков и засветкой контура лазерным лучом
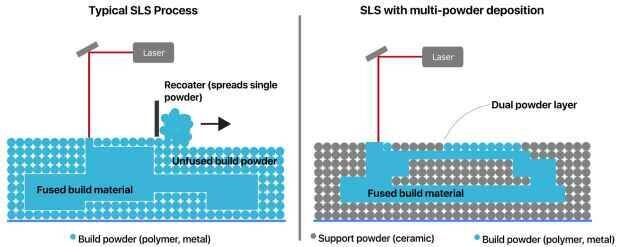
с использованием инертного (неспекаемого порошка – кремнезема или оксида алюминия) и спеканием как при помощи лазера, так и при помощи ИК-ламп или в печи
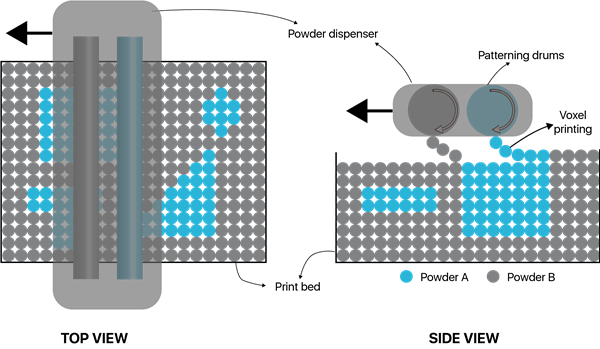
Выборочное нанесение двух типов порошков производится при помощи электростатического метода – как в копирах и лазерных принтерах. Только вместо тонера – металлический порошок, а вместо бумаги – бункер построения.
Были разработаны фотобарабаны, способные работать при температуре до 400 градусов по Цельсию, что позволяло печатать тугоплавкими «инженерными» материалами, такими как PEEK и PPS. Печать тугоплавкими термопластами предполагалась при фоновой температуре в камере построения 300 градусов по Цельсию и использования порошка термопласта и инертного порошка, что позволяло спекать при использовании сравнительно маломощного лазера. Высокая фоновая температура так же позволяла снизить термические напряжения в спекаемой детали.
В варианте использования двух спекаемых порошков проводились эксперименты с печатью деталей из полиамида PA12 (жесткий материал) и TPU (гибкий материал).
Результат смотрится неказисто, но это делалось на простейшей экспериментальной установке:
Были ли выпущены принтеры – не знаю, но в каталогах интернет-магазинов они были, изображения в сети есть.
Не взлетело… И фирма Aerosint переключилась на мультиматериальную печать металлическими порошками – как более перспективное направление.
Еще одна попытка была предпринята исследователями из Колумбийского Университета (Нью-Йорк).
Американце решили «перевернуть» процесс, и спекать лазером слой порошка «снизу», через прозрачное дно.
Слой порошка прессуется между стеклянным дном и субстратом, затем лазер спекает слой модели, после чего субстрат поднимается, наносится свежий слой порошка, и процесс повторяется снова и снова, до получения готовой модели.
Благодаря этому легко менять материал в процессе печати – слой одного порошка, слой другого.
В опытах была напечатана деталь из нейлона (вероятно PA16) и полиуретана (TPU).
Пример экспериментальной печати из нейлона и полиуретана.
Подводя итог – можно сказать, что мультиматериальная печать порошком термопластов не нашла своего пользователя. С чем это связано?
Вероятнее всего с тем, что количество пар пластиков, способных свариваться друг с другом в единую деталь – не так уж и много, и потребностей у инженеров в подобного рода деталей – тоже немного.
Вводная статья про группу технологий "синтез на подложке":