В статье: краткий рассказ про основы аддитивной технологии "Селективное (или выборочное) лазерное спекание" (СЛС или SLS) порошков термопластичного материала.
Принцип SLS-технологии – выборочный нагрев порошка термопластичного пластика лазерным лучом до температуры выше температуры стеклования, но ниже температуры плавления – при этом порошок спекается в единую деталь. Фазы плавления при выборочном спекании нет.
В данной статье пойдет речь о селективном лазерном спекании (СЛС, ВЛС, SLS) порошков из термопластичных пластмасс. Селективное лазерное спекание керамики имеет свои особенности и в данной статье не рассматривается.
В целом технология полностью аналогичная селективному лазерному плавлению - SLM (рекомендую прочитать статью про SLM, ссылка ниже):
И отличается только меньшими температурами и меньшим по мощности (а значит и более дешевым) лазером.
Сравнительная дешевизна лазеров, доступных для лазерного спекания и серийный выпуск китайцами плат для сканирования породили ряд проектов «гаражного уровня»,


но в целом 3D-принетры по технологии SLS достаточно дороги (не менее 1 миллиона рублей) и требуют определенной культуры производства.
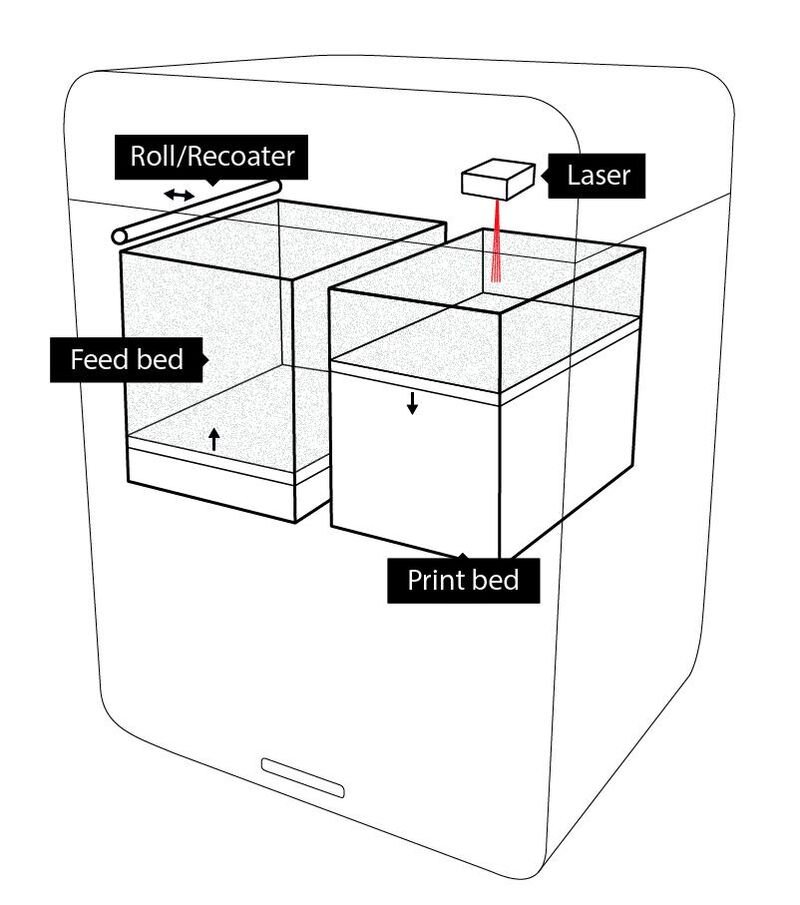
Принцип действия оборудования для выборочного лазерного спекания простой:
Имеется бункер с опускающимся дном – бункер построения, и система подачи порошка – бункер с поднимающимся дном или верхний бункер, откуда подается порошок.
Рекоутер в виде вращающегося валика равномерно распределяет порошок и одновременно уплотняет его.
Цикл печати следующий:
1) Опускание дна бункера построения на высоту слоя
2) Подача порции порошка за счет поднимания дна у бункера с исходным порошком или подача порции порошка из верхнего бункера
3) Формирование слоя порошка перемещением рекоутера, который переносит порошок с места подачи на зону построения, разравнивает и уплотняет порошок
4) Выборочное спекание лазерным лучом. Лазерный луч управляется сканатором с одним или двумя подвижными зеркалами
После чего цикл повторяется
Благодаря отсутствию фазы плавления термические напряжения не так велики, как при SLM, а за счет небольшого удельного веса пластика нижние слои порошка справляются с ролью опорных структур – при SLS-технологии поддержки не нужны.
Отсутствие поддержек и небольшие термические напряжения позволяют печатать очень сложные по форме изделия, недоступные для других «пластиковых» технологий. Единственным ограничением по форме и геометрии является минимальный размер стенки и ребра при печати. А так же отсутствие замкнутых полостей (в полостях всегда должны быть отверстия для удаления неспекшегося порошка).
Более низкие температуры и более низкая реакционная способность пластмасс к окислению снижают требования к атмосфере в камере при печати по сравнению с SLM – полное вытеснение кислорода не требуется, вместо инертных газов достаточно использовать азот или углекислый газ. Вместо баллонов с азотом высокой чистоты можно использовать азот после мембранных установок с небольшой примесью кислорода. Некоторые производители выпускают так же мембранные установки получения азота, или встраивают их в свои SLS-принтеры.
Основной трудность при печати является накопление порошком статического электричества из-за трения о стенки бункеров и рекоутер – все детали SLS-принтеров требуют заземления, и детали из непроводящих электрический ток материалов – антистатического покрытия.
Неспекшийся порошок после просеивания можно использовать повторно – обычно в количестве от 20 до 50% от «нового», в зависимости от материала и степени ответственности деталей.
Внимание! На фотографиях очистка производится без средств защиты - это неправильно! Порошок имеет тонкую фракцию, легкий, и легко может попасть в органы дыхания и забить поры (выходы сальных и потовых желез) на коже, вызвать раздражение глаз. Защита органов дыхания (респиратор) и защита кожи (перчатки, спецодежда) обязательны! для защиты глаз - защитные очки или респиратор с полнолицевой маской.
Детали после печати на SLS 3D-принтерах получаются немного пористыми, при необходимости их приходится пропитывать (например эпоксидной смолой) для получения монолитной детали. Но в большинстве случаев небольшая пористость не мешает использованию деталей по назначению.
Основным материалом для SLS является нейлон (полиамид PA6, PA11, PA12), но спекать можно и другие материалы – линейка серийно выпускаемых порошков для SLS-машин насчитывает с десяток наименования, но об этом в следующей статье.
Следующие статьи по теме:
Альтернативные методы технологии SLS
Вводная статья про группу технологий «синтез на подложке»:
Путеводитель по группе технологий: