Одна из малоизвестных и малопопулярных технологий – SHS (Selective Heat Sintering) – выборочное тепловое спекание. Является альтернативой технологии SLS (выборочное лазерное спекание).
Принтеры Blueprinter так же спекают порошок термопластов (в основном порошок полиамида), только осуществляют спекание не лазерным лучом, а специальной термоголовкой.
Конструкция термоголовки держится в секрете, но судя по наличию между порошком и термоголовкой черной, непрозрачной пленки, – спекание осуществляется контактным нагревом.
История Blueprinter в 2008 году, когда Фредерик Тьеллесен и Андерс Хартманн решили изготовить дешевую альтернативу SLS-принтерам, которые тогда стоили достаточно дорого..
В 2009 году был создан стартап. И изготовлен первый прототип принтера.
В 2011 году на выставке Euromold была анонсирована новая технология, в 2012 году начался серийный выпуск принтера Blueprinter M1, в 2014 году – вторая модель M2, в 2015 году – M3.
Внешний вид первой и последней модели:


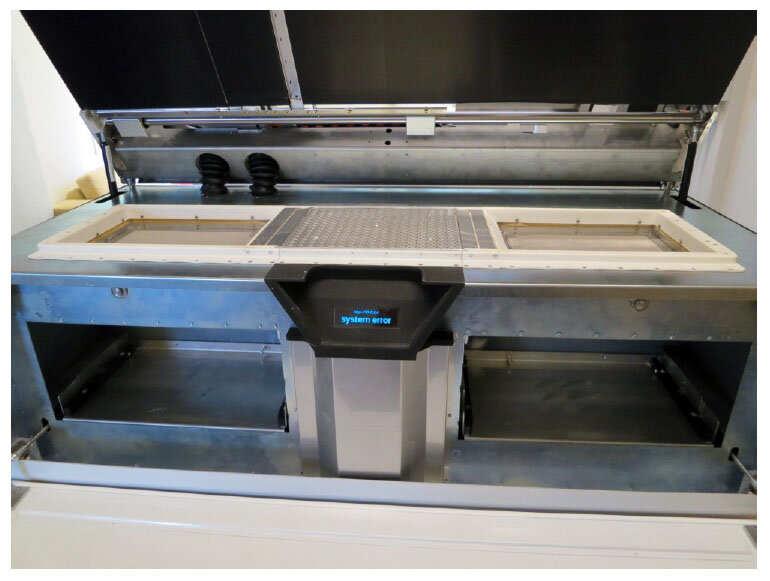
Принтер с открытой крышкой:
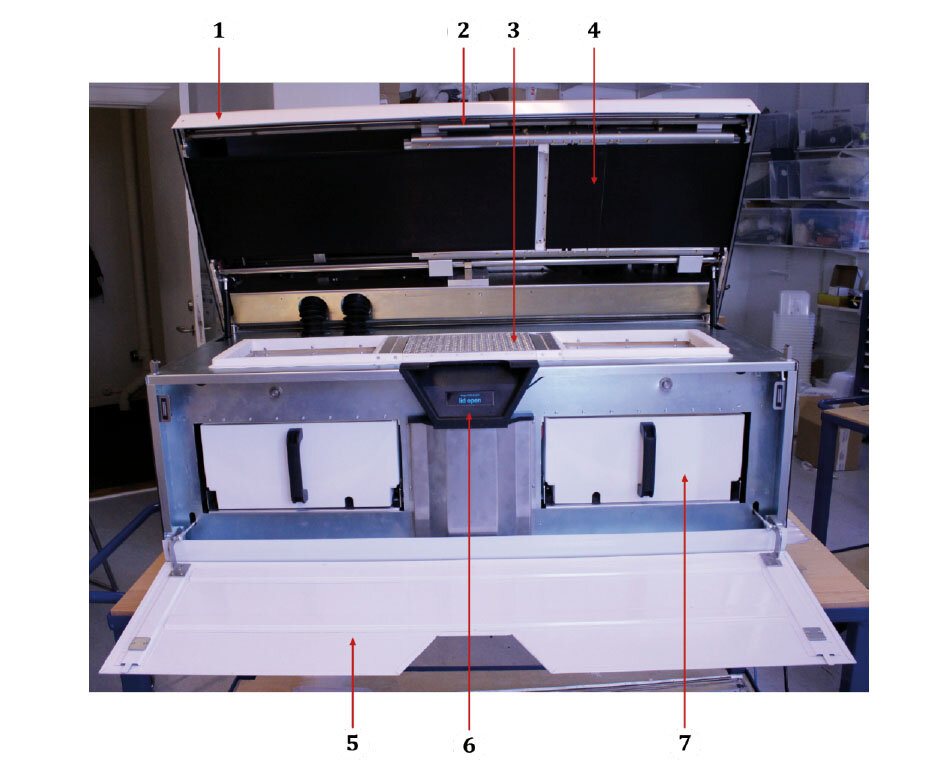

На рисунке цифрами обозначено:
1. Верхняя крышка
2. Рукоятка открывания
3. Платформа построения
4. Защитная (разделительная) пленка
5. Передняя панель
6. Дисплей
7. Контейнеры для порошка
Внутренне устройство показано на рисунке:
Процесс печати происходит следующим образом – дно бункера построения (e) опускается на величину слоя. Механизм нанесения порошка (b) распределяет порошок равномерно в слой, порошок подается из контейнеров (правый и левый) (f) при помощи специального совка-ракеля (расположен ниже разделительной пленке, на рисунке не показан, можно увидеть на фотографиях принтера с открытой верхней крышкой)
Нагреватели слоя (с) через теплопроводную разделительную пленку (g) осуществляют предварительный нагрев слоя, после чего термоголовки (a) выборочно сплавляют порошок через разделительную пленку. По мере износа разделительная пленка перематывается с рулона (h) на рулон (i).
После печати одного слоя цикл повторяется. Особенность конструкции – два бункера с исходным порошком, что позволяет принтеру печатать «в обе стороны» - как при ходе справа на лево, так и при ходе слева направо, без холостых ходов.
После окончания печати «кубик» из спрессованного порошка поднимается вверх, помещается в специальный контейнер и переносится в станцию очистки.
На рисунках:
1. Замок-защелка открывания верхней крышки
2. Крышка
3. Рукоятка открывания крышки
4. Перчатки для работы в камере
5. Выключатель
6. разъем компрессора
7. Замок-защелка открывания отсека воздушных фильтров
8,9 Фильтры
11 Перфорированное дно для отделения порошка от отпечатанных моделей
12. Воздушный пистолет для очистки деталей от порошка
В целом последовательность действия следующая:
На рисунках надписи (слево-направо сверху-вниз):
Извлечение модели из принтера
Перенос контейнера с моделью в станцию очистки
Продувка от порошка
Сбор порошка для повторного использования
Подмешивание 1/3 нового порошка
Установка контейнера с порошком в принтер
Каков результат печати?
В целом неплохо.
Стандартная толщина слоя – 100 мкм, точность позиционирования – 100 мкм, минимальный размер печатаемой детали (минимальная толщина стенки, минимальный размер столбика) – 1 мм. Как видно из характеристик и фотографий напечатанных деталей – в целом точность и разрешающая способность сопоставимы с SLS-принтерами.
Из-за спекания без защитных/инертных газов требуется достаточно большой процент обновления порошка – одна треть, но зато отсутствие необходимости возиться с баллонами с газом упрощает эксплуатацию принтера.
Для своего времени технология была революционной, продуманной, доступной для «офисного» использования. Но из-за конкуренции с SLS-принтерами широкой популярностью не приобрела.
Что ждет эту технологию в будущем – покажет время.
Путеводитель по каналу:
Обзорная статья про группу технологий «синтез на подложке»: