В статье - о возможностях 3D-печати селективным лазерным спеканием (SLS) порошка термопласта и ограничениях на геометрию деталей.
В отличие от SLM при селективном лазерном сплавлении полимерного порошка практически нет ограничений на геометрию деталей – температурные деформации не так велики, нижние слои порошка играют роль опорных структур (поддержки при SLS-печати не нужны).

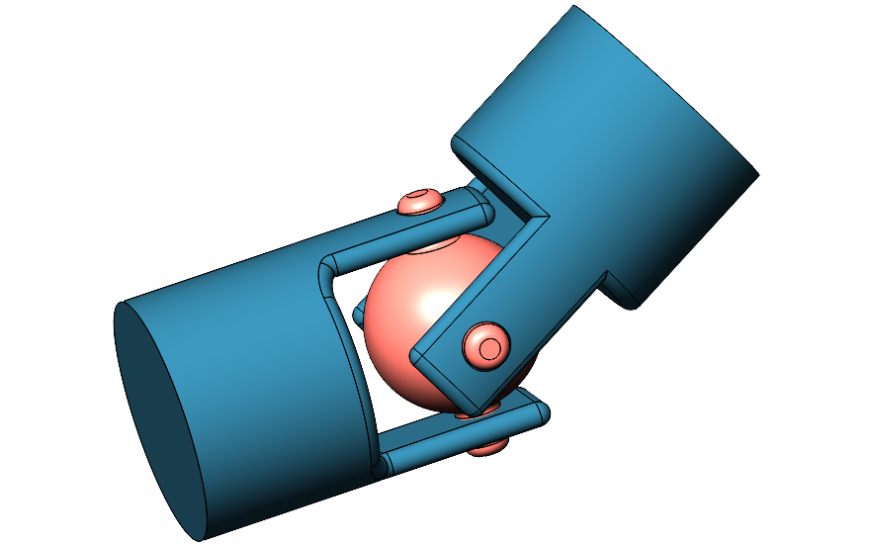
Можно печатать составные детали с подвижными соединениями, можно печатать ажурные и очень сложные детали, и т.п.
Ограничений на углы нависания или длины мостов – нет.
Основные ограничения:
– минимальный зазор между подвижными деталями (в шарнирных соединниях) – 0,2мм, рекомендуемые зазоры – не менее 0,5 мм.
- минимальная толщина стенки (диаметр стержня) – 0,75 мм
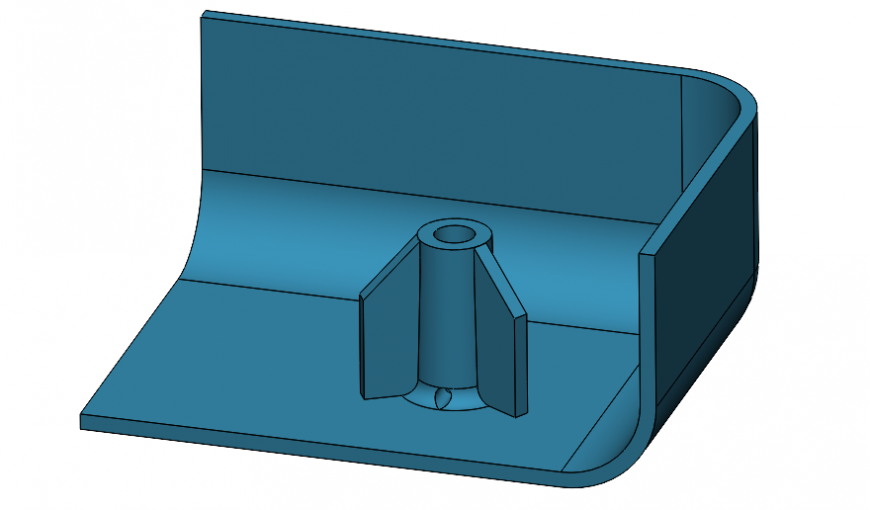
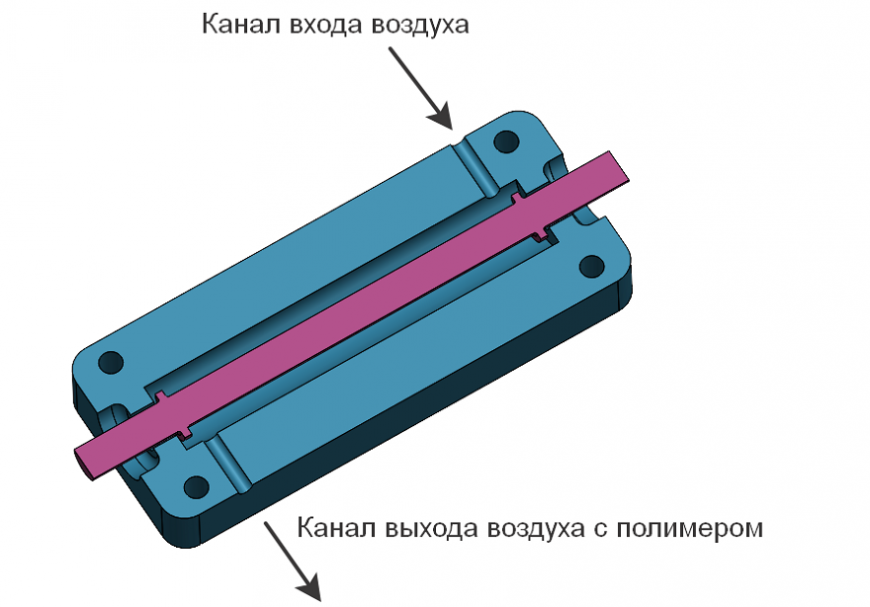
- не должно быть замкнутых полостей, в любой полости должно быть минимум два отверстия для удаления порошка.
- порошок легко электролизуется и его трудно удалить из глухих полостей – поэтому на дне глухой полости должно быть отверстие для удаления порошка.
Несмотря на небольшие температурные деформации – они могут покоробить крупногабаритные детали. Для борьбы с этим есть три пути:
1) Располагать крупногабаритные и длинные детали в центре камеры построения.
Примечание: большинство SLS-принтеров имеет предварительный нагрев порошка. В центре камеры порошок нагрет сильнее, ближе к краям камеры порошок охлаждается от стенок бункера построения, что увеличивает величину температурных напряжений.
2) Изменять геометрию детали
– вводить поперечные связи, ребра жесткости, дополнительные стенки.
- водить фаски, закругления, избегать острых углов и резких переходов.
- избегать массивных деталей типа «кирпич» - облегчать деталь, делать более ажурной, более оптимизированной, убирать лишний материал, не нужный с конструктивной точки зрения.
3) Использовать материалы с уменьшенной усадкой, с меньшими термическими напряжениями – с алюминием, угле- и минеральным волокном, со стеклянными шариками.
Из-за отсутствия поддержек мелкие детали легко потерять при очистки от порошка.
Чтобы не терять детали их рекомендуется печатать внутри «клетки» с ячейками, меньше по размеру, чем печатаемые детали. После печати и удаления порошка сквозь ячейки «клетка» «вскрывается» и детали достаются. Иногда «клетка» делается открытой сверху.
Еще одна группа ограничений связана с особенностями механических свойств материала. Свойства нейлона (самого распространенного материала для SLS-принтеров) после селективного спекания более хрупкий и менее упругий, по сравнению с «базовым» материалом. Поэтому при печати из нейлона пружин их надо делать длиннее, а рессоры выгнутыми в противоположную сторону – после нескольких циклов нагрузки они «садятся». Аналогично подпружиненные кнопки и толкатели на корпусах надо делать выше их рабочего положения – после нескольких нажатий они «утопятся» вглубь корпуса. Защелки, напечатанные из нейлона, выдерживают только несколько циклов открывания-закрывания. Сильфоны, меха, гофры вообще из нейлона не рекомендуется печатать – только из TPU или из полиэтилена.
Для справедливости следует сказать, что это особенность нейлона – механические свойства полиамидов сильно зависят от технологии изготовления детали и от влажности материала (нейлоны более гигроскопичны, чем другие пластики, и относительно хорошо впитывают влагу).
Предыдущие статьи по теме:
Вводная статья про группу технологий «синтез на подложке»:
Путеводитель по каналу: