В 3D-принтерах по технологиям «синтез на подложке» и «струйное нанесение связующего» формирование детали осуществляется из материала в виде порошка. Причем этот порошок необходимо наносить послойно на всю площадь печати.
Способы селективного нанесения порошка были описаны здесь.
Но «классическими» считаются неселективные способы, когда один тип порошка наносится слой за слоем на всю поверхность печати.
Подача материала может осуществляться из:
Нижнего неподвижного бункера
Верхнего неподвижного бункера
Верхнего подвижного бункера
Слой может формироваться:
Специальным длинным лезвием - ракелем
Специальным вращающимся валиком
Подвижным бункером
Ракель, вращающийся валик или подвижный бункер объединяют одним термином – рекоутер.
Валик формирует более плотный слой, по сравнению с ракелем.
Слой после формирования подвижным бункером может дополнительно уплотняться валиком. Иногда дополнительно к ракелю или валику используют специальные устройства для уплотнения слоя.
В зависимости от конструкции принтеров избыток порошка может сбрасываться в специальный бункер, отправляться на рекуперацию (просеивание и подачу в бункер) либо использоваться для формирования следующего слоя.
Перемещение рекоутера может быть:
в одну сторону – рабочий ход, возврат в исходное положение – холостой ход.
в обе стороны – рабочий ход.
Рассмотрим основные схемы.
1. «Классическая схема» - нижний неподвижный бункер, формирование слоя ракелем или валиком, сброс избытков порошка в неподвижный бункер.
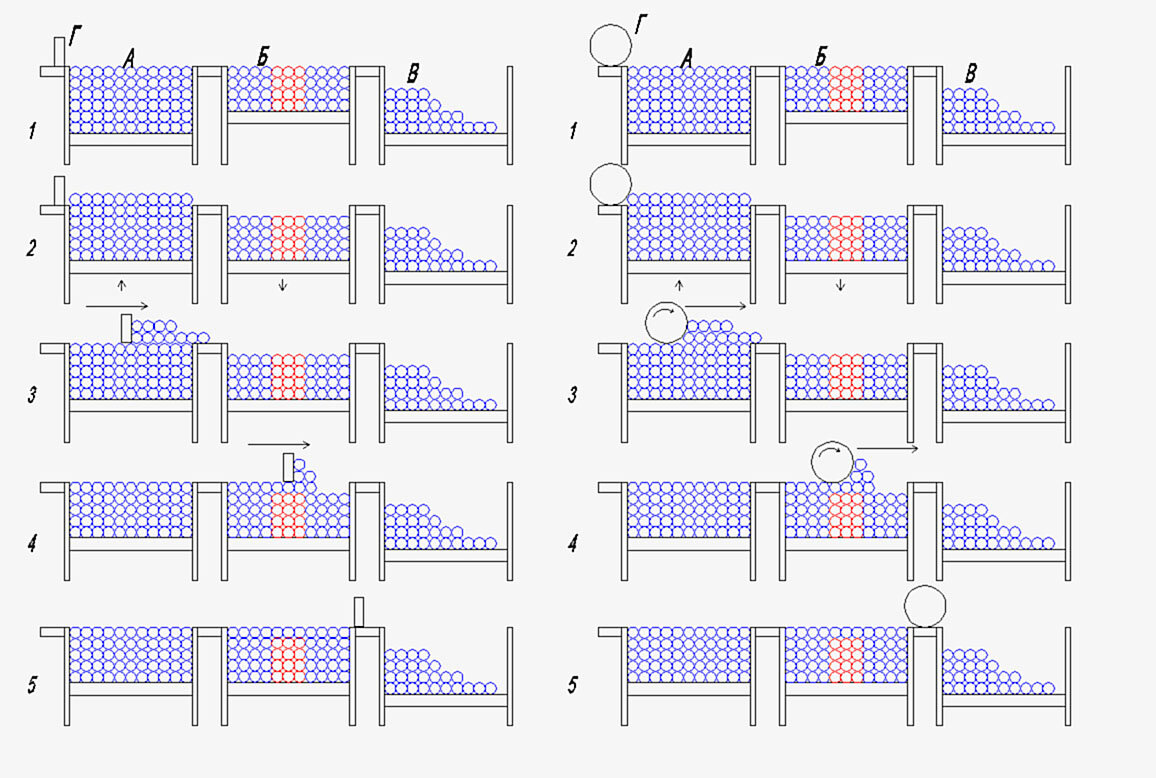
На рисунке:
А – бункер исходного порошка
Б – бункер построения детали
В – бункер для излишков порошка
Г – ракель или валик.
На рисунке непрореагировавший порошок – синего цвета. Спеченный/сплавленный/склеенный – красного.
Формирование слоя происходит следующим образом:
Шаг 1. Формирование слоя детали (спекание/сплавление/склеивание порошка в соответствии с сечением выращиваемой детали)
Шаг 2. Подвижное дно бункера с исходным порошком поднимается на величину слоя (или чуть выше), подвижное дно бункера построение опускается на величину слоя
Шаг 3. Ракель/валик перемещается «влево» сдвигая слой порошка с бункера исходного порошка
Шаг 4. Ракель/валик перемещается по бункеру построения, равномерно распределяя сдвинутый порошок и формируя слой.
Шаг 5. Остатки порошка (если они есть) сбрасываются в бункер для излишков порошка
После чего цикл повторяется.
Как вариант – бункер для излишков порошка может отсутствовать, при этом излишки порошка возвращаются в бункер исходного порошка на обратном ходе ракеля.
В классической схеме бункер с излишками порошка так же может иметь подвижное дно, которое опускается по мере наполнения.
Примеры такой схемы из руководств, обучающих и рекламных материалов:
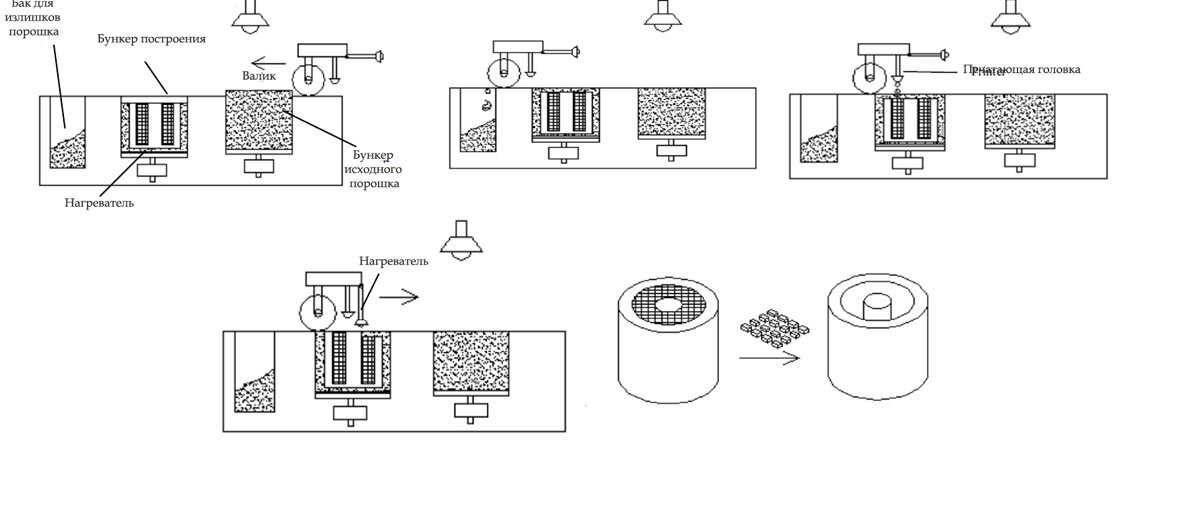
2. Схема с двумя неподвижными нижними бункерами исходного порошка без холостого хода рекоутера
На рисунке:
А – бункер исходного порошка
Б – бункер построения детали
Г – ракель или валик.
На рисунке непрореагировавший порошок – синего цвета. Спеченный/сплавленный/склеенный – красного.
Формирование слоя происходит следующим образом:
Шаг 1. Формирование слоя детали (спекание/сплавление/склеивание порошка в соответствии с сечением выращиваемой детали)
Шаг 2. Подвижное дно бункера с исходным порошком поднимается на величину слоя (или чуть выше), подвижное дно бункера построение опускается на величину слоя
Шаг 3. Ракель/валик перемещается «влево» сдвигая слой порошка с бункера исходного порошка
Шаг 4. Ракель/валик перемещается по бункеру построения, равномерно распределяя сдвинутый порошок и формируя слой.
Шаг 5. Остатки порошка (если они есть) сбрасываются в бункер для излишков порошка
После чего цикл повторяется в противоположную сторону
Бункер для излишков порошка может отсутствовать, при этом излишки порошка возвращаются в бункер исходного порошка. Как вариант могут присутствовать два бункера для излишков порошка, с обоих сторон по краям принтера (снаружи от бункера исходного порошка)
Примеры таких схем из рекламных и обучающих материалов:
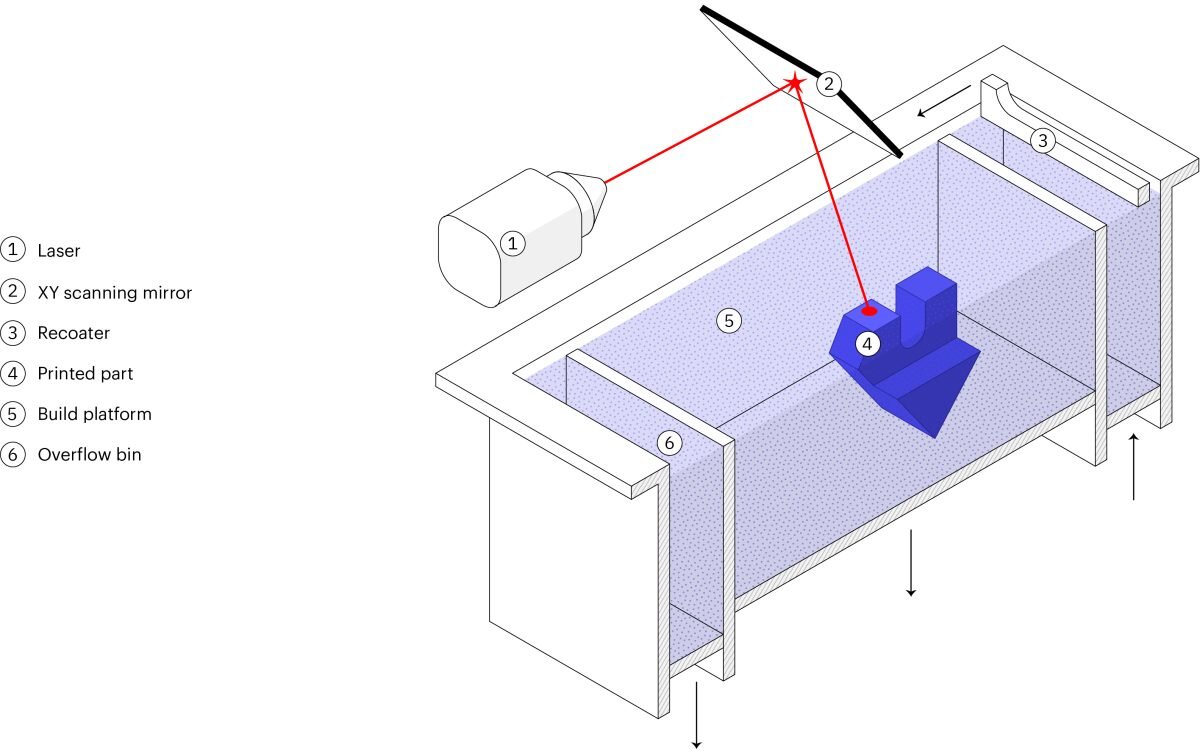
3. Схема с верхним неподвижным бункером, формирование слоя ракелем или валиком, ход рекоутера – в одну сторону рабочий ход, возврат – холостой ход, сброс излишков порошка в специальный бункер.
На рисунке:
А – бункер исходного порошка
Б – бункер построения детали
В – бункер для излишков порошка
Г – ракель или валик.
На рисунке непрореагировавший порошок – синего цвета. Спеченный/сплавленный/склеенный – красного.
Формирование слоя происходит следующим образом:
Шаг 1. Формирование слоя детали (спекание/сплавление/склеивание порошка в соответствии с сечением выращиваемой детали)
Шаг 2. Из верхнего бункера подается порция порошка
Шаг 3. Ракель/валик перемещается «влево» сдвигая слой порошка с бункера исходного порошка
Шаг 4. Ракель/валик перемещается по бункеру построения, равномерно распределяя сдвинутый порошок и формируя слой.
Шаг 5. Остатки порошка (если они есть) сбрасываются в бункер для излишков порошка
Примеры таких схем из рекламных и обучающих материалов:
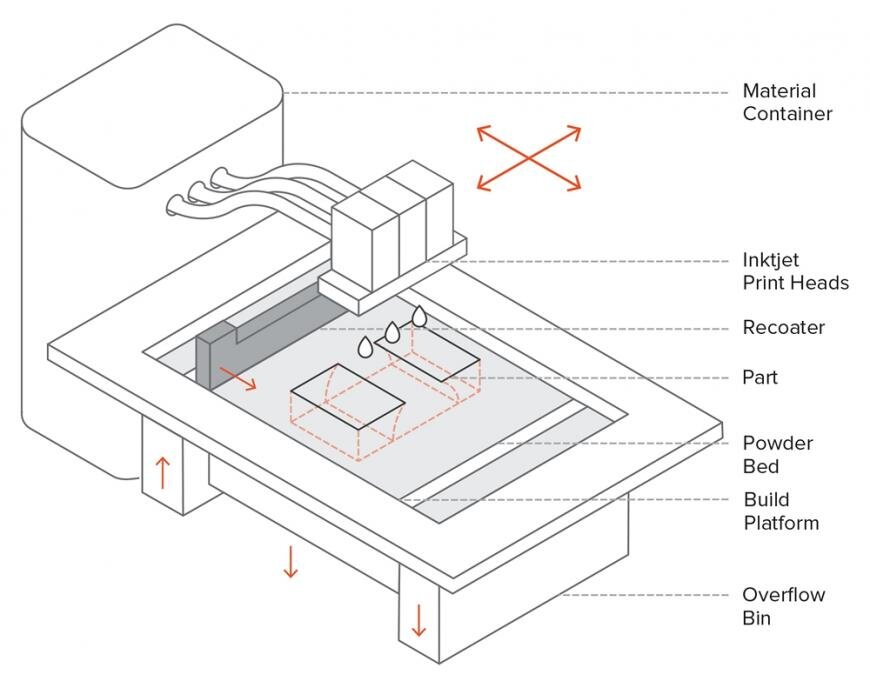
4. Схема с двумя верхними неподвижными бункерами
На рисунке:
А – бункер исходного порошка
Б – бункер построения детали
Г – ракель или валик.
На рисунке непрореагировавший порошок – синего цвета. Спеченный/сплавленный/склеенный – красного.
Формирование слоя происходит следующим образом:
Шаг 1. Формирование слоя детали (спекание/сплавление/склеивание порошка в соответствии с сечением выращиваемой детали)
Шаг 2. Из верхнего бункера подается порция порошка
Шаг 3. Ракель/валик перемещается «влево» сдвигая слой порошка, насыпанного из бункера и формирует слой
Шаг 4. Ракель/валик заканчивает перемещение по бункеру построения, равномерно распределяя сдвинутый порошок и формируя слой.
После чего цикл повторятся в обратную сторону.
Примеры таких схем из рекламных и обучающих материалов:
5. Схема с подвижным бункером.
На рисунке:
А – бункер исходного порошка
Б – бункер построения детали
На рисунке непрореагировавший порошок – синего цвета. Спеченный/сплавленный/склеенный – красного.
Формирование слоя происходит следующим образом:
Шаг 1. Формирование слоя детали (спекание/сплавление/склеивание порошка в соответствии с сечением выращиваемой детали)
Шаг 2. В подвижный бункер подается порция порошка (в машинах с небольшим объемом построения этот шаг может отсутствовать)
Шаг 3. Подвижный бункер перемещается «влево», формируя слой
Шаг 4. Подвижный бункер заканчивает перемещение по бункеру построения, равномерно распределяя сдвинутый порошок и формируя слой.
Цикл повторятся в обратную сторону.
Примечание: обратный ход может быть «холостой».
Примеры таких схем из рекламных и обучающих материалов:
Вводные статьи про группы технологий «синтез на подложке» и "струйное нанесение связующего":