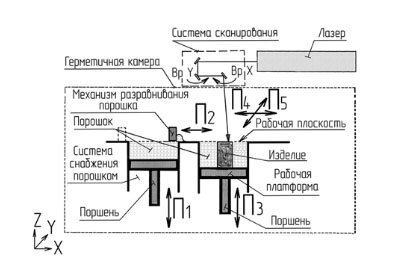
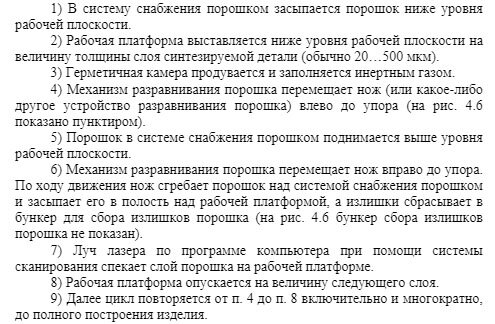
Классическое аддитивная технология «Селективное лазерное плавление» (СЛП или SLM) подразумевает 3D-печать металлическим порошком (чистого металла или сплава) послойным сплавлением порошка – подробнее – здесь .
Небольшая картинка, чтобы напомнить об этой технологии:
Но в некоторых случаях при селективном лазерном плавлении используются смеси из порошков двух материалов. Сразу скажу – такая технология маловостребована и на практике используется редко.
В качестве смесей порошков могут использоваться два основных варианта:
два сравнительно тугоплавких порошка в соотношении, позволяющим получить эвтектоидный сплав с температурой плавления ниже температуры плавления каждого из порошков.
сравнительно легкоплавкий и сравнительно тугоплавкий порошок. При этом скорость сканирования и мощность лазерного излучения подбирается таким образом, чтобы обеспечить плавление только легкоплавкого порошка, более тугоплавки порошок при этом должен быть нагрет до температуры жидкофазного спекания с более легкоплавким порошком. В зависимости от состава порошка получается деталь/заготовка либо из относительно неоднородного сплава, либо деталь/заготовка из композита, состоявшего из тугоплавкого порошка, спаянного более легкоплавким металлом/сплавом.
Основные композиции материалов, используемые в таком процессе:
порошок меди и порошок бронзы, фракционный состав порошка бронзы должен быть более мелким. В результате получается бронзовая деталь, для гомогенизации требуется отжиг в печи. Изготовление бронзовых деталей из двух порошков позволяет снизить пористость деталей и уменьшить термические напряжения, возникающие при 3D-печати.
порошок меди (10%) и порошок железного сплава Fe-Si-B (90%), фракционный состав порошка меди должен быть более мелким. Получается композитная деталь из частиц железа и меди.
порошок карбида вольфрама WC и порошок кобальта (или сплава кобальт-медь). Получается заготовка/деталь из высокотвердого композита из частиц карбида вольфрама и кобальта )кобальта и меди). Иногда вместо смеси порошков используется порошок WC, плакированный кобальтом.
порошок магнитотвердого материала системы Nb-Fe-B (80%), остальное порошок эвтектики Pr-Cu-Co (празеодим – 70%, медь 10%, кобальт -20%) или NdCu (70% неодима, 30% меди). Цель – 3D-печать постоянных магнитов. Получается композит из частиц магнитотвердого материала, спаянных более легкоплавким магнитотвердым материалом. Технология очень интересная и заслуживает отдельной статьи.
Примечание: магнитотвердый материал – материал, который способен сохранять намагниченность, магнитотвердые материалы используются для изготовления постоянных магнитов
печать смеси порошков ZrO2 (41,5%) и Al2O3 (58,5%). В результате получается керамическая деталь/заготовка из эвтектики ZrO2-Al2O3
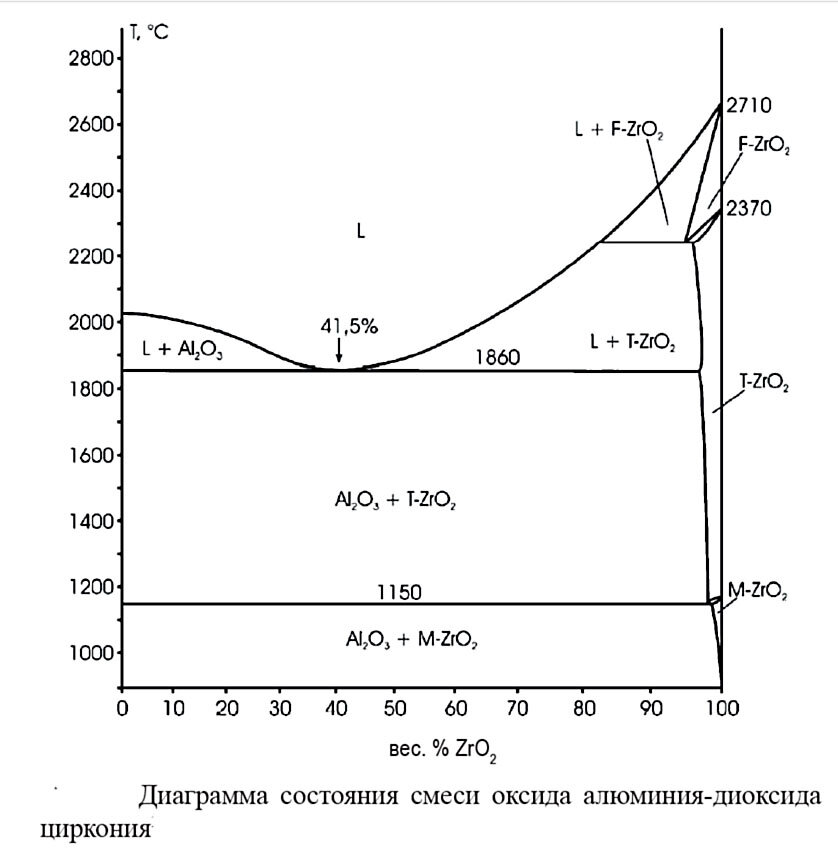
Температура плавления оксида алюминия - более 2000 градусов по Цельсию, температура плавления диоксида циркония - 2710 градусов. А их эвтектоидная смесь сплавляется при температуре 1860 градусов....
печать из смеси порошка оксида циркония, стабилизированного оксидом иттрия (Y2O3 -10%, остальное – ZrO2) и порошком алюминия. Печать осуществляется в среде из смеси аргона и кислорода, в процессе печати алюминий окисляется, получается деталь из керамики ZrO2-Al2O3.
В данном случае кроме получения эвтектоидного сплава происходит экономия мощности лазера за счет выделения энергии при окислении порошка алюминия.
печать порошком оксида алюминия и порошком фосфата аммония или оксида бора. Получается деталь из керамики.
порошок гидрокиапатита и фосфатного стекла. Получается деталь из керамики.
К этой же технологии примыкает печать из порошка карбида кремния. При нагреве лазерным лучом в «нечистой» атмосфере аргона с примесью кислорода карбид кремния SiC распадается, продукты распада окисляются и сравнительно легкоплавкий SiO2 спаивает порошок SiC в единую деталь.
В целом подобные технологии имеют большое будущее, особенно в области печати карбидом вольфрама заготовок для режущего инструмента, печати постоянных магнитов и печати керамических изделий.
Вводная статья про группу технологий «синтез на подложке»: