EBM (Electron-Beam Melting) – электронно-лучевое плавление – аддитивное технология, при которой слой металлического порошка выборочно сплавляется при помощи электронно-лучевой пушки.
Внешний вид принтеров:



Устройство принтера:
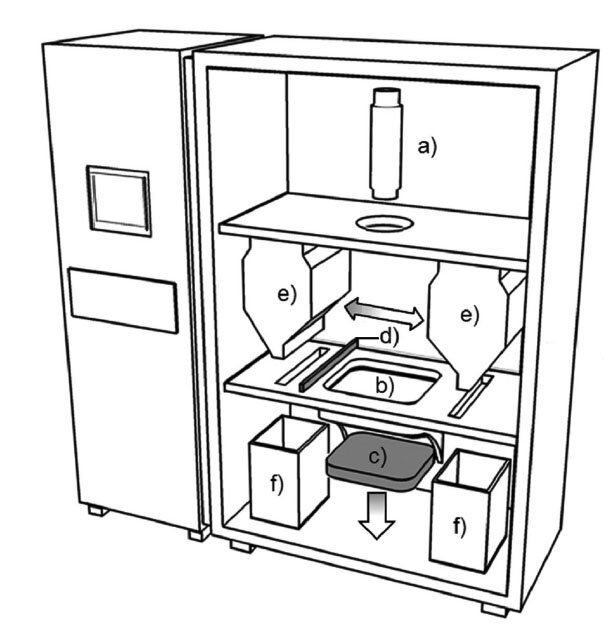
На рисунке буквами отмечено:
a) электронно-лучевая пушка,
b) порошковый слой
c) платформа построения
d) скребок для выравнивания порошка
e) бункеры с порошком,
f) бункеры для оставшегося вне зоны построения порошка
Процесс печати происходит в следующей последовательности:
0-й шаг - платформа построения опускается на величину толщины слоя
1-й шаг- наносится слой порошка
2-й шаг- предварительный прогрев слоя порошка расфокусированным электронным лучом
3-й шаг - выборочное плавление сечения детали электронным лучом
4-й шаг- опускание платформы построения и повторение цикла
По окончании печати платформа опускается до самого низа, и соприкасается с радиатором охлаждения. После полного охлаждения происходит очистка от порошка и удаление опорных структур.
Печать электронно-лучевым плавлением сопровождается следующими особенностями:
- печать должна производится в глубоком вакууме – электронный луч вызывает ионизацию молекул газа.
Требования к вакууму – 0,01…0,001 Па.
- электронный луч проникает на некоторую глубину в слой порошка, что обеспечивает объёмный прогрев порошка и более эффективное его плавление. Это обеспечивает более мягкое плавление порошка и позволяет печатать более толстыми слоями и использовать порошки более крупных фракций.
При лазерном плавлении нагревается только поверхность частиц порошка и плавление идет сверху вниз.
- отражение электронного луча от поверхности порошка минимально и не превышает нескольких процентов.
При лазерном плавлении отражается до 20% энергии лазерного луча, некоторые металлы (например медь) настолько эффективно отражают лазерный луч, что не подвергаются лазерному плавлению или требуют лазеры определенной длинны волны (напрмиер зеленый лазер для плавления меди).
- поглощение электронного луча сопровождается тормозным рентгеновским излучением – при бомбардировке электронами поверхности металлов электроны «выбивают» ренгеновские лучи, направленные в сторону электронной пушки.
Примечание: это не новость – старые телевизоры и мониторы с электронно-лучевыми трубками и кинескопами так же сильно «фонили» мягким ренгеновским излучением в сторону «от зрителей». Но на это не обращали внимания. Тут тот же эффект, но более мощный из-за большей мощности оборудования.
- поглощение электронного луча вызывает накапливание отрицательного статического заряда в порошке. Одноименно заряженные частицы отталкиваются, и порошок, в процессе печати, стремится оттолкнуться друг от друга, появляется эффект «задымления».
Для снятия статического заряда или уменьшения эффекта задымления используются различные хитрые патентованные системы – например облучения лазерным лучом.
Но самый распространенный способ – подача гелия под низким давлением – 0,1 Па.
- электронная пушка позволяет сфокусировать луч в любой точке построения платформы, и не имеет подвижных частей – перемещение луча абсолютно безинерционно и скорость перемещения луча ограничивается только быстродействием системы упралвения разверткой, связанной с индуктивностью и емкостью электронных компонентов системы.
Перемещение лазерного луча осуществляется в основном подвижными зеркалами, которые имеют значительную инерцию и скорость перемещения лазерного луча на несколько порядков меньше скорости перемещения электронного луча.
- электронная пушка может иметь большую мощность – несколько кВт. Это обеспечивает высокую производительность установок, а так же возможность печати тугоплавкими сплавами и металлами – например вольфрамом.
- мощность электронной пушки можно регулировать в широком диапазоне – например, от 50 до 3 500Вт. Электронный луч можно фокусировать – расфокусировать в широких пределах.
- предварительный прогрев слоя и плавление порошка по всему объему слоя обеспечивают небольшие температурные напряжения. Ограничения на геометрию изделий на много менее жесткие, чем для SLM-печати, спекание происходит более качественно, деталь имеет меньшее количество пор и более монолитная.
Опорные структуры могут быть менее массивными и служат, в основном, для отвода тепла и фиксации детали в слое порошка.
Глубина ванны расплавленного металла может достигать 3-4 толщин слоя, что ухудшает точность печати и качество поверхности.
Деталь, полученная методом EBM не требует последующей термической обработки.
- электронный луч сложнее сфокусировать, диаметр луча обычно составляет 200мкм, что снижает точность печати и чистоту поверхности.
- высоковольтная электроника электронной пушки требует достаточно сухого воздуха – влажность воздуха в помещении не должно превышать 40%, температура - 20-26 градусов.
- электронная пушка имеет небольшой угол отклонения луча от вертикали, что затрудняет изготовление аддитивных установок с большой площадью печати.
Основное назначение EBM-принтеров – печать медицинских имплантатов из титановых сплавов, печать медью и медными сплавами красного цвета, печать тугоплавкими и жаростойкими металлами и сплавами.
Вводная статья по группе технологий «Синтез на подложке»:
Следующие статьи про технологию: