Сканирование (в данном случае) - перемещение электронного луча в 3D-принтере внутри сечения печатаемой детали. Алгоритм сканирования - алгоритм перемещения электронного луча (по периметру, штриховка контура, и т.п.)
К сожалению, сами производители оборудования, что SLS, что SLM, что EBM не в состоянии произвести весь комплекс исследований, связанных с режимами спекания/плавления порошка и результатом. Они обычно закладываю много различных режимов сканирования, надеясь, что пользователь сам разберется в том, что и как лучше.
У пользователя тоже нет возможности разбираться, и он настраивает режимы сканирования и плавления исходя из своего понимания процессов и своего опыта.
Если повезет – то установки успешно внедряются и широко используются на предприятии. Если нет – установка продается за полцены или возвращается производителю, а бывший пользователь всем сообщает, что 3D-печать – это «только для гномиков» - для декоративных элементов или быстрого прототипирования. А нагруженные детали и корпуса, подверженные суровой эксплуатации надо обязательно делать традиционными методами и способами.
Вот, например стратегия сканирования одного из производителей EBM-оборудования:
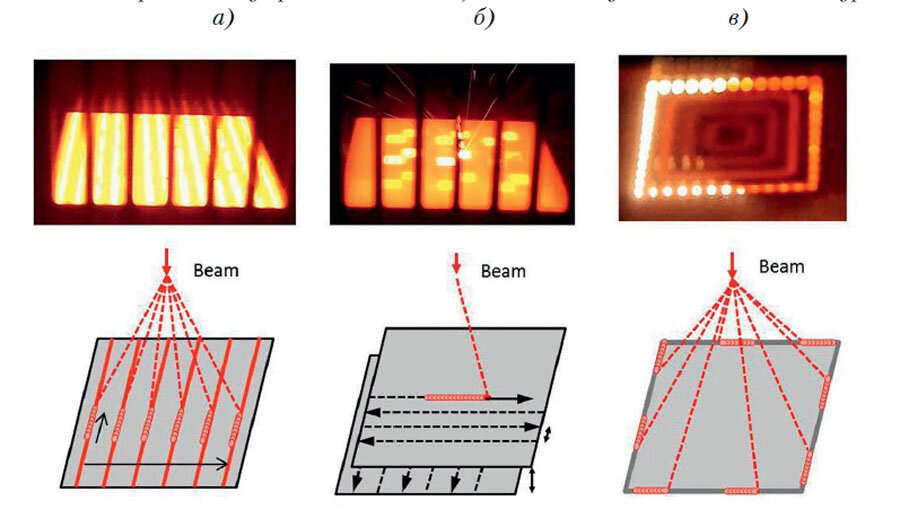
а) подогрев квазимноголучевым сканированием всей площади построения
б) плавление зоны штриховки внутренней области
в) квазимноголучевое плавление контура
По утверждению производителя оборудования это обеспечивает повышенное качество поверхности.
К счастью, есть еще и ученые, которые по различным причинам занимаются исследованиями в области аддитивных технологий.
В качестве примера приведу иллюстрацию одного из исследований.
Проверялись различные алгоритмы сканирования на предмет получаемых пор:
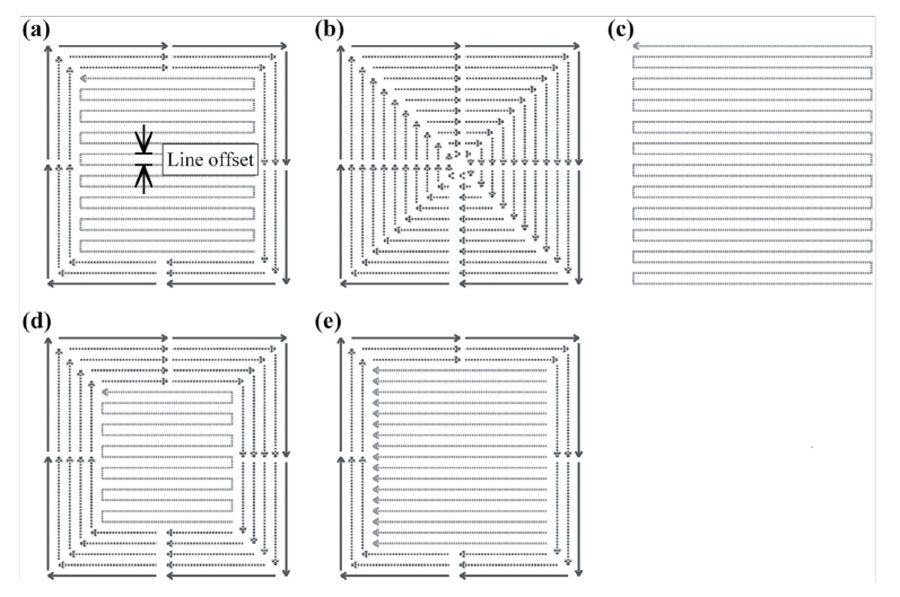
а) С0: сначала формируются три исходных наружных периметра контура с более низкой скоростью перемещения фокусного пятна. Затем следует штриховка заполнения.
Примечание: Стандартный алгоритм машины Arcam 2X;
b) С1: формируется последовательность периметров, каждый последующий периметр смещается внутрь до тех пор, пока не будет переплавлено все поперечное сечение;
с) С2: формируется только штриховка, периметр не используется, площадь штриховки увеличена, чтобы покрыть все поперечное сечение;
d) С3: количество проходов по периметру контруа устанавливается равным 5, потом следует штриховка заполнения контура
е) С7: штриховка осуществляется в одном направлении
В результате исследования выясняется, что наименьшее количество пор получается при плавлении при использовании только последовательно сужающихся периметров – схема С1:
И невольно возникает вопрос - а почему в качестве стандартной схемы в машине Arcam используется неоптимальный алгоритм, с точки зрения пористости полученного образца.
Предыдущая статья по технологии EBM:
Следующие статьи:
Вводная статья про группу технологий «синтез на подложке»:
Путеводитель по каналу: