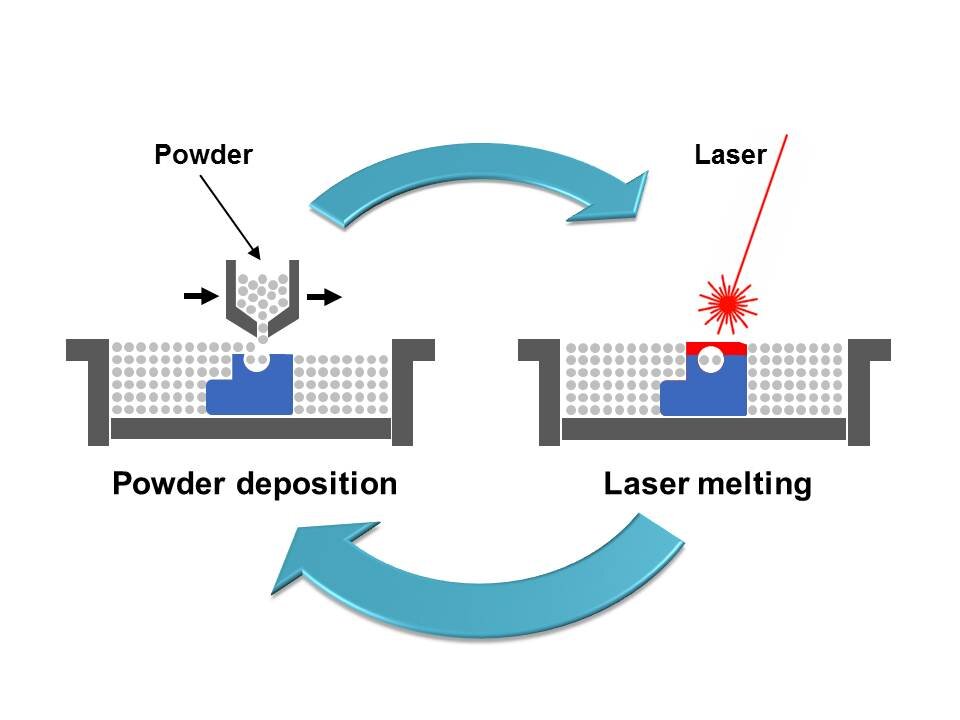
Напомню основные принципы 3D-печати методом «селективное лазерное плавление» (СЛП, SLM): в бункер с опускающимся дном наносится слой металлического порошка, который выборочно (в соответствии с сечением выращиваемой детали) нагревается лазером и сплавляется в единую деталь.
После спекания слоя дно бункера опускается на толщину слоя, наносится следующий слой порошка, снова выборочная засветка лазером – цикл повторяется и так до окончания печати.
Схематично это выглядит так:
Подробно это описано здесь, о группе технологий - здесь
Подавляющее большинство SLM 3D-принтеров предназначены для печати только одним материалом (за цикл печати). Смена материала возможна только после отпечатывания детали целиком.
Но если наносить порошки выборочно – есть возможность печатать деталь сразу из нескольких материалов.
При этом возможно следующие варианты:
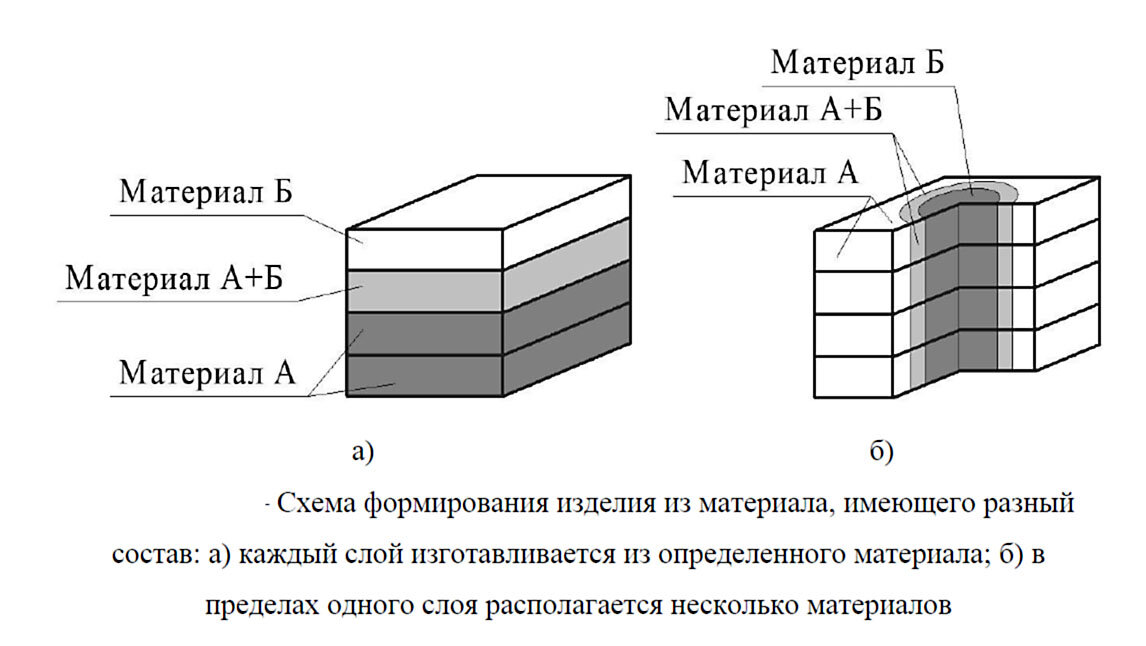
А) материалы меняются послойно, каждый слой состоит только из одного материала
Б) использование различных материалов в пределах одного слоя
Очевидно, что первый вариант реализовать легче всего – достаточно иметь несколько бункеров с различными порошками.
Второй вариант реализовать куда сложнее – требуется выборочно выкладывать порошки в пределах слоя различными вариантами.
На текущий момент разработаны четыре схемы нанесения нескольких порошков:
1 – использование нескольких бункеров и нанесения порошка ракелем (вариант, изображенный на рисунке – не единственный, возможны варианты).
2 – селективное нанесения слоя порошка при помощи бункеров и ультразвуковых дозаторов (технология SPD - Selective Powder Deposition, о других вариантах этой технологии – здесь )
3 – выборочное нанесения порошка электростатическим методом
4 – комбинация нанесения слоя ракелем и выборочного нанесения порошка при помощи ультразвукового дозатора. При этом основной материал наносится ракелем, а дополнительный – ультразвуковым дозатором (перед этим основной порошок с места нанесения «отсасывается» вакуумом)
Остановимся поподробнее на каждом из методов.
1. Использование нескольких бункеров с порошком.
Метод был предложен еще в 2003 году, но тогда проводились чисто теоретические исследования.
Первый практический результат в 2013 год получен исследователями из Сингапура Pedersen и Andriani. Ими была реализована мультиматериальная печать медь-нержавеющая сталь.
В самом простом варианте граница между материалами – четкая. В усовершенствованном варианте (FGM – functional gradient materials) используется смешивание двух материалов в слое, чтобы обеспечить плавный переход от одного материала к другому. Этот метод был реализован в 2018 году исследователем Binbin Zhang и в 2020 году исследователем Скарамучча. Ими были получены детали с градиентным переходом TI6AL4V/In718.
Вроде бы очевидно, что таким методом можно использовать только один вид материала в слое…. Но посмотрите на фотографии:
Это получено именно на установке с четырьмя видами порошков и нанесением слоя ракелем.
Для этого китайские специалисты после спекания удаляли неспеченный слой порошка мягким ракелем и наносили новый.
2. Селективное нанесения порошков в слое при помощи ультразвуковых (или вибрационных) дозаторов.
Ультразвуковые/вибрационные дозаторы порошка – не новость и широко используются в технике. Принтеры с селективным нанесением порошка для дальнейшего спекания в печи я уже описывал – здесь и здесь.
Основной недостаток технологии – неравномерность толщины слоя (некритично при спекании в печи, но очень важно при лазерном плавлении) и медленность процесса.
Данная технология не вышла из стадии примитивных опытов и теоретических рассуждений.
Самое лучшее, из того, что было сделано по этой технологии:
3. Выборочное нанесение порошка электростатическим методом.
Здесь используется тот же принцип, что в копирах и лазерных принтерах. Только вместо тонера – металлический порошок, а вместо бумаги – бункер построения.
Интерес с 3D-печати с такими системами широко обсуждался в 80-90-х годах прошлого столетия, но практического применения они не нашли. Отдельные опыты по селективному нанесению порошков для дальнейшего лазерного плавления проводили исследователи Eijk в 2014 и Benning в 2018 году.
Практическое применение началось в 2020 году, когда фирма Aerosint разработала и выпустила на рынок серийные устройства для мультиматериальной печати. Но об этом будет рассказано в этой статье чуть позже.
4. Комбинация из нанесения порошка ракелем и ультразвукового выборочного нанесения порошка
Метод был предложен в 2015 году исследователями из Манчестерского университета.
По этому методу ракель распределяет порошок, составляющий основную часть детали. Дозаторы порошка с ультразвуковым управлением используются для нанесения порошков других типов, которые занимают небольшой объем деталей. Между этими двумя этапами использовалось микровакуумное устройство для всасывания порошка для удаления избытка нерасплавленных однослойных порошков. Так, например, был напечатан медный теплообменник с с серебряными вставками.
Все выше перечисленное – опытные работы.
А как с серийными образцами?
На текущий момент 3D-принтеры для мультиматериальной печати выпускают только три предприятия: (Россия), Bulltech Technology Co (Китай) и Aerosint (Бельгия).
ЦНИИТМАШ Росатом
В 2018 году совместно с НПО «Центротех» у выпустил опытную установку для Уральского электрохимического комбината.
Возможности и способ формирования слоя не раскрываются – говорится только о возможности использования двух порошков различных фракций и наличие просеивающей станции с автоматическим разделением порошка по фракциям для повторного использования.
Bulltech Technology Co (Китай)
Выпускает установку Bulltech M300-Multiple, которая позволяет использовать 4 типа материала одновременно.
Схема работы – нанесения слоя ракелем.
В «нештатном» режиме возможно удаление слоя нерасплавленного порошка ракелем и нанесение нового слоя порошка, но это – в области экспериментов.
Размер камеры построения – 250х250х300мм, лазер иттербиевый, волоконный, 500Вт, толщина слоя 20…100 мкм, диаметр пятна лазера – 70 мкм, максимальный вес выращиваемой детали – 20 кг.
Aerosint (Бельгия).
Основана в 2016 году.
С 2020 года выпускает 3D-принтеры, способные печатать аж тремя видами порошка, с электростатическим выборочным нанесением.
Строго говоря Aerosint не выпускает сами принтеры, а выпускает «рекоутеры» для выборочного нанесения 2 или трех типов порошков, с возможностью штатного (одноматериального) нанесения слоя ракелем.
Размер «пикселя» - 300 мкм
Минимальная толщина слоя 80 мкм (50 мкм в случае нанесения слоя ракелем), размер 480х361х182мм, максимальный вес выращиваемой детали – 28 кг.
Кстати, Aerosint указывает, что её систему можно использовать не только в SLM, SLS 3D-принетрах, но и просто выборочно укладывать порошки для дальнейшего спекания в печи. Недаром она свою технологию называет SPD.
Все это красиво звучит.
Но какие подводные камни ожидают потребителя?
Навскидку можно предположить:
1. Сложность разделения порошков, опасность загрязнения основного порошка дополнительным и т.п. – вероятно, в случае мультиматериальной печати о повторном использовании порошка придется забыть, или использовать с большой осторожностью.
2. Селективное лазерное плавление сопровождается большими термическими напряжениями. В случае мультиматериальной печати к «обычным» напряжениям добавятся еще напряжения из-за несовпадения коэффициентов термического напряжения у разных материалов.
3. Для каждого материала нужно свои настройки лазера (мощность лазера, скорость сканирования). На границах материалов возможно нарушение правильных настроек, что чревато дополнительными дефектами в детали.
Вводная статья про технологию:
Статья про группу технологий "Синтез на подложке":