Ковш – это основной рабочий орган экскаватора,значение которого в строительном процессе очень велико. Поэтому, чтобы работа экскаватора была эффективной, необходимо подобрать навесное оборудование в соответствии с потребностями и условиями эксплуатации.
Помните! При правильном выборе ковша можно повысить производительность экскаватора на 40% и выше.
Эксперты компании «Профессионал» готовы помочь своим покупателям выбрать идеальный вариант ковша. В данном выпуске мы хотели бы выделить основные аспекты, на которые стоит обратить внимание при выборе ковша:
1. Емкость
Основная характеристика ковша - это его объем, так как он напрямую влияет на производительность спецтехники. В настоящее время можно увеличить емкость ковша, не утяжеляя его и не перегружая экскаватор.
Для этого необходимо применять специальные виды стали. Тонкая, но при этом очень прочная сталь позволяет увеличить объем ковша и одновременно уменьшить его вес. В результате снижается нагрузка на экскаватор, увеличивается объем захвата грунта при копании и, следовательно, растет производительность спецтехники.
Таким образом, сталь, из которой изготавливается ковш, является одним из важнейших факторов при выборе данного навесного оборудования. В зависимости от назначения ковша используются различные марки сталей.
Виды стали, применяемые при производстве ковша
Низколегированные стали (09Г2С, S355). Из таких сталей изготавливаются стандартные, погрузочные, траншейные, планировочные ковши, то есть ковши общего назначения. Область применения данных ковшей ограничена исключительно легкими и средними грунтами.

Износостойкие и высокопрочные стали. Наиболее крупные зарубежные производители такой стали: Dillinger (Германия) сталь Dillidur, hyssenKrupp (Германия) - сталь Xar, SSAB (Швеция) производит сталь Hardox.
Данные марки стали используются для производства усиленных, скальных и карьерных ковшей. Область применения - разработка плотных, высокоабразивных и скальных грунтов. Для достижения максимальной прочности и долговечности основные элементы таких ковшей изготавливают из различных видов сталей.
Износостойкая сталь имеет повышенную твердость (HB 400 - 500 ед. по Бринеллю). Из такой стали изготавливают: дно скальных ковшей для экскаваторов до 60 т, боковины и накладки на них, футеровку дна ковша.
Высокопрочная сталь с пределом текучести 690 МПа обладает высокими прочностными характеристиками, из нее изготавливают: дно скальных ковшей для экскаваторов свыше 60 т, балки кронштейна, заднюю стенку карьерных ковшей.
Комбинированная сталь (HT 360) совмещает свойства износостойкой и высокопрочной стали и имеет высокую стойкость к ударным нагрузкам. Из нее изготавливают нож и щеки карьерных ковшей, наиболее подверженные сильным ударным нагрузкам и истиранию. Для дополнительной защиты ковша от истирания используются футеровочные элементы и белохромистый чугун (твердостью до 700 ед. по Бринеллю).
Важно! Все элементы ковша подвергаются разной нагрузке при выполнении работ, поэтому изготавливаются из различной стали.
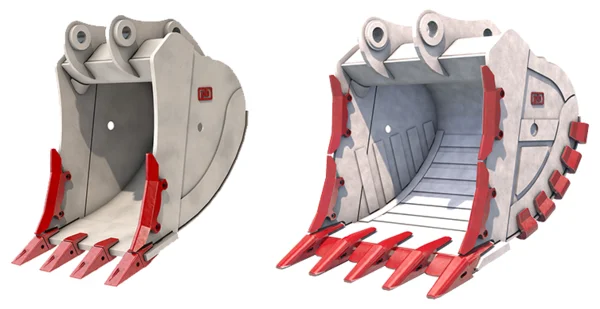
2. Дизайн ковша
Дизайн ковша должен обеспечивать высокую производительность в любых условиях эксплуатации. Главную роль здесь играет работа проектировщика. Кроме основных параметров экскаватора и области применения, необходимо учитывать такие факторы, как: нагрузка на изделие и его элементы в процессе эксплуатации, угол атаки, масса ковша, комплектация.
Для грамотной разработки конструкторской документации используются современные программы трехмерного моделирования и расчета прочности. Данные программы позволяют на стадии проектирования выделить зоны критических нагрузок и принять меры по их устранению. Спроектированные с помощью трехмерного моделирования ковши имеют оптимальную конструкцию с точки зрения прочности, срока эксплуатации и безопасности.
При выполнении индивидуальных заказов специалисты конструкторского бюро могут выезжать на замеры к заказчику. Кроме того, при разработке чертежа учитывается марка и модель техники, климатические условия и грунт, пожелания заказчика по емкости и массе ковша, подбираются комплектующие и футеровочные элементы.
Оптимальный дизайн ковша способствует лучшему внедрению в грунт, тем самым уменьшая нагрузку на рабочее оборудование и гидравлическую систему экскаватора. А оптимальная масса ковша способствует сокращению расхода топлива экскаватора.
Комплектация ковша
Комплектация ковша может включать в себя следующие элементы, каждый из которых непосредственно влияет на производительность ковша:
Режущая кромка
Является самым важным элементом ковша и изготавливается из высокопрочной и износостойкой стали. Форма и комплект защиты режущей кромки напрямую влияет на долговечность работы всего ковша в будущем.
Коронки
Частая замена коронок ведет к простою техники, поэтому их выбор также влияет на общую производительность ковша. В зависимости от типа грунта, на котором будут проходить работы, выделяют следующие типы коронок: стандартные (легкие земляные породы), усиленные (грунты с повышенной абразивностью, например, мокрый песок), скальные (для разработки скальных, твердых или мерзлых грунтов).
При выборе коронок следует учитывать:
• устойчивость коронок к истиранию;
• стоимость коронок и работ по их замене;
• проникающую способность.
В России наибольшую популярность приобрели расходные материалы NBLF (для ковшей класса construction), крупнейшего производителя в Китае, которые отлично зарекомендовали себя даже в самых суровых условиях Крайнего Севера России. Также распространены системы MTG (Испания), Hensley (США) и ESCO (США) для ковшей класса mining.
Бокорезы и протекторы
Наиболее подвержена износу нижняя часть боковины (щеки) ковша, поэтому ее усиливают протекторами или бокорезами. Протекторы подбираются персонально в зависимости от области применения ковша. Они могут закрывать 1/3, 2/3 или полностью всю щеку. Бокорезы устанавливаются с целью улучшения врезания ковша в грунт. Существуют различные крепления: приварные, болтовые и с помощью базы.
Межзубьевая защита
Для защиты режущей кромки ковша применяется межзубьевая защита, которая бывает приварной и съемной. Ее выбор зависит от расстояния между адаптерами и толщиной режущей кромки, а также условий эксплуатации на разных грунтах.
Приварная защита изготавливается из стали с более высокими сварными качествами, но твердость такой стали ниже, чем у съемной защиты. Срок эксплуатации может быть меньше, но при этом и стоимость приварной защиты ниже. Режется в размер и может применяться в различных диапазонах (например, приварная защита МL120UC (MTG) используется для ножей от 90 до 120 мм).
Съемная защита изготавливается из высокопрочных сталей с высокой степенью твердости. Сварные качества таких сталей низкие, поэтому используются болтовые соединения. Съемная межзубьевая защита имеет свойство уплотняться в процессе эксплуатации за счет наклепа.
Следует отметить, что съемную защиту можно использовать в любых условиях, в том числе тяжелых климатических, а также там, где нет сервиса и возможности осуществлять сварку. Кроме того, съемная защита по производительности и сроку службы показала себя гораздо лучше приварной, и затраты на нее всегда оправданы. Важным преимуществом также является то, что съемная защита не деформирует режущую кромку.
Футеровочные элементы
Для максимальной защиты ковша его усиливают футеровочными элементами, которые способны повысить износостойкость оборудования и увеличить срок службы. В зависимости от условий эксплуатации ковша могут применяться стандартные или специальные футеровочные лементы.
Стандартная футеровка в виде стальных полос твердостью более HB 500 приваривается как на нижнюю, так и на верхнюю поверхность днища.
Угловые элементы или «пятки» также относят к стандартной футеровке. Они защищают от износа углы ковша в месте сварного соединения днища и боковины.
Специальные футеровочные элементы «кнопки» и «плитки» из белохромистого чугуна (твердостью HB 700) выдерживают сильные нагрузки на истирание и прямые ударные нагрузки, но «боятся» боковых ударов, так как крепятся на подложку. Поэтому в качестве альтернативы производители предлагают сменные блоки с механическими реплениями.
Пластины Overlay (HB 1000) выдерживают сильнейшее истирание, но при сильных ударных нагрузках крошатся.
Важно! Правильно подобранная комплектация ковша обеспечивает хорошее врезание в грунт или породу, легкость ковша и защиту от износа.
3. Качество ковша
Качество ковша зависит не только от используемых материалов и комплектующих, но и от правильной технологии производства ковша.
Технология производства
Используемые при производстве ковша импортные стали очень требовательны к процессу сварки. Основными составляющими правильной технологии сварки являются:
• соблюдение температурного режима сварки металла;
• снятие остаточных напряжений металла;
• применяемые сварочные материалы и оборудование
Соблюдение температурного режима сварки очень важно для сохранения свойств износостойкой стали. В противном случае металл становится хрупким, что приводит к трещинам и быстрому выходу ковша из строя.
Основные причины, которые ведут к потере металлом своих износостойких качеств, к трещинам в сварных швах с переходом на свариваемый материал, и в конечном счете к потере ковша:
• сварка холодного, предварительно непрогретого металла;
• сварка в неотапливаемом помещении;
• резкое остывание металла в зоне сварного шва;
• нарушение режимов сварки.
Для избежания этого при сварке износостойких сталей необходимо соблюдать следующие правила:
• предварительно прогревать сварочные элементы до оптимальных рабочих температур с учетом марки стали и толщины листа (проверка температуры прогрева термокарандашами или пирометром);
• поддерживать оптимальную рекомендуемую температуру в сварочной ванне при сварке разных материалов, входящих в состав ковша;
• организовать закрытые теплые зоны в помещении, где производится сварка, во избежание сквозняков и низких температур окружающего воздуха, влияющих на быстрое охлаждение металла в зоне сварного шва.
Процесс сварки стали очень трудоемкий, так как температурный режим выдержать достаточно сложно. Необходимо нагревать сталь, контролировать процесс и проверять результат почти одновременно. Все сварщики обязательно должны быть аттестованы и иметь соответствующие сертификаты для работы с различными сталями.
Внимание! Мы НЕ РЕКОМЕНДУЕМ самостоятельно дорабатывать или ремонтировать ковш, наваривать дополнительные элементы! Износостойкая и высокопрочная сталь очень капризна к технологии сварки, и вы легко можете испортить ковш! Обратитесь за консультацией к нашим специалистам!
Снятие остаточных напряжений металла
Ковш представляет собой сложную сварную конструкцию, в процессе изготовления которой использовался металл не только разных толщин, но и разного химического состава и физических свойств. Чем больше сварных операций, тем более напряженным становится готовое изделие, и тем самым возрастает вероятность появления трещин в металле и сварных швах.
Важно:
• правильная последовательность, направление и окончание сварных швов для минимизации остаточных напряжений;
• обязательное снятие остаточных напряжений в сварных соединениях, околошовных зонах путем термообработки после сварки, обработки кромок наружной поверхности шва, проковки игольчатым пневмомолотком, дробеструйной обработки.
Сварочные материалы и оборудование
Качество сварных швов во многом зависит от современного оборудования и использования сварочных материалов. Наиболее известны среди поставщиков сварочного оборудования: KEMPPI (Финляндия), LINCOLN (США), ESAB (Швеция). Использование профессионального сварочного оборудования позволяет запрограммировать необходимый режим сварки и тем самым практически полностью исключить человеческий фактор. Сварка должна производиться качественной проволокой (например, ESAB) в среде защитных газов аргона (содержание 82%) и углекислоты (содержание 18%).
Сварка, выполненная на таком оборудовании с применением правильно выбранных сварочных материалов и режимов сварки, дает значительное улучшение качества сварного шва, а именно:
• улучшение заполняемости сварного шва;
• снижение пористости и неметаллических включений;
• обеспечение высокого поверхностного натяжения и минимального напряжения сварного шва;
• повышение стабильности процесса сварки;
• отсутствие кратера по окончании сварного шва;
• снижение зоны термического влияния, за счет чего деталь деформируется очень мало или вовсе не деформируется.
Качество сварных швов в 90% случаев определяется с помощью ультразвукового контроля. В остальных случаях используется также капиллярный метод, который помогает обнаружить микротрещины и дефекты сварных швов.
При выборе поставщика навесного оборудования следует ознакомиться с работой, которую он ведет по обеспечению качества продукции.
Начиная от наличия сертификата соответствия требованиям стандартов ИСО cерии 9001, реализации политики в области качества, до возможности оставить отзыв о продукции компании и организации обратной связи с покупателем. Все это свидетельствует о том, что в компании уделяется особое внимание качеству выпускаемой продукции. Каждое изделие должно сопровождаться паспортом качества и иметь гарантию.
Важнейшим преимуществом является наличие у производителя собственной лаборатории, которая осуществляет тщательный входной контроль качества сырья и выпускаемой продукции.
Важно! Четко соблюдать технологию производства ковшей. Особое внимание необходимо уделять процессу сварки, как наиболее сложному и значимому. Жесткий контроль на всех этапах обеспечивает высокое качество продукции!
Отметим, что соблюдение всех вышеперечисленных аспектов, конечно, ведет к увеличению стоимости ковша, однако нужно понимать, что эти расходы всегда будут оправданы. Ни для кого не секрет, каким дорогостоящим бывает простой техники, поэтому очень важно, чтобы оборудование служило максимально долго.
При этом, стремясь увеличить емкость ковша и улучшить его качество, необходимо стараться устанавливать доступную цену на него. В этой связи нужно следить за новейшими разработками в сфере производственного оборудования, материалов и комплектующих. Важным моментом являются объемы производства компании.
Чем крупнее производитель, тем ниже стоимость закупок материалов и комплектующих, необходимых для производства ковша. Это позволяет предложить лучшую цену, сохраняя высокое качество продукции.
Обращаем ваше внимание на то, что в компании «Профессионал» уделяется особое внимание каждому из 3-х аспектов, а именно:
При производстве ковшей применяются европейские износостойкие и высокопрочные стали, которые проходят жесткий входной контроль. Ковши, изготовленные из такой стали, легкие и прочные, что позволяет увеличить полезный объем и срок службы. При правильной эксплуатации средний срок службы ковшей Профессионал® - 5 лет.
Имеется собственное конструкторское бюро (численностью 30 человек) с многолетним опытом проектирования навесного оборудования и владением программами трехмерного моделирования. При индивидуальных заказах конструкторы выезжают на замеры, точность которых гарантируется новейшим оборудованием, в том числе использованием 3D-сканера. Ковши комплектуются лучшими и тщательно подобранными расходными материалами.
Компания «Профессионал» является официальным дилером ведущих европейских производителей коронок, адаптеров и защиты MTG, ESCO, Hensley, NBLF.
Все этапы производственного процесса выполняются на современном оборудовании с участием квалифицированных и опытных специалистов. Парк оборудования постоянно пополняется и обновляется. Более 80 сварочных постов оборудованы аппаратами: KEMPPI, LINCOLN, ESAB. Для сварки используется сварочная проволока ESAB и облюдаются все необходимые меры и рекомендации, разработанные поставщиками оборудования. В компании ведется масштабная работа по обеспечению качества продукции в рамках действующего Руководства по качеству и на основании Политики в области качества, что подтверждает имеющийся сертификат ИСО серии 9001.
Собственная испытательная лаборатория осуществляет контроль качества материалов и комплектующих, процесса сварки и конечного изделия. Это обеспечивает предотвращение брака и повышение качества выпускаемой продукции. Весь технический персонал компании «Профессионал», который участвует в процессе изготовления ковшей, проходит аттестацию и сертификацию. Сертифицированы по ЕАСС сварочные технологии, технолог, мастера и сварщики на ручную и полуавтоматическую сварку простых, высокопрочных и износостойких сталей толщиной металла до 160 мм в разных пространственных положениях. Специалисты заводов-поставщиков (ESAB, ESCO, MTG) ежеквартально проводят обучение персонала современным методам сварки, сборки изделий, применяемости материалов, футеровок и т.д. Выдается методический материал, проводится постоянная работа по повышению квалификации сотрудников.
Компания «Профессионал» - один из крупнейших производителей навесного оборудования.
С 2006 года компания «Профессионал» позиционирует себя как лидирующую компанию по производству навесного оборудования. Доля рынка нашей компании составляет 80% среди производителей ковшей в России и СНГ.
Используя последние инновации и разработки, современное оборудование и материалы, мы изготавливаем продукт высшего качества.
Наше навесное оборудование поможет заработать больше за счет роста производительности работы вашей техники! Как крупный производитель, мы имеем возможность предложить цену ниже, чем у конкурентов, за счет больших объемов закупки материалов и комплектующих по минимальным ценам.
Специалисты компании «Профессионал» знают все о ковшах и с удовольствием ответят на любые интересующие вопросы.
8-800-775-80-50