Продолжаю рассказывать о системах охлаждения, где в качестве хладоносителя используется вода. Про типы водяных систем охлаждения, особенности ухода за ними и т.п. рассказывал здесь, а сегодня расскажу про промывку.
Если у вас в системе работает подготовленная вода, с грамотно рассчитанной дозировкой и маркой ингибиторов, и вы ежегодно мониторите состояние воды в системе, то вы уже, наверное, мой клиент просто красавчики и эту статью дальше можно не читать. Но если хотя бы что-то из этого на вашем производстве/объекте не соблюдается, то очень вероятно, что ваша система охлаждения и оборудование внутри выглядят сейчас примерно так.
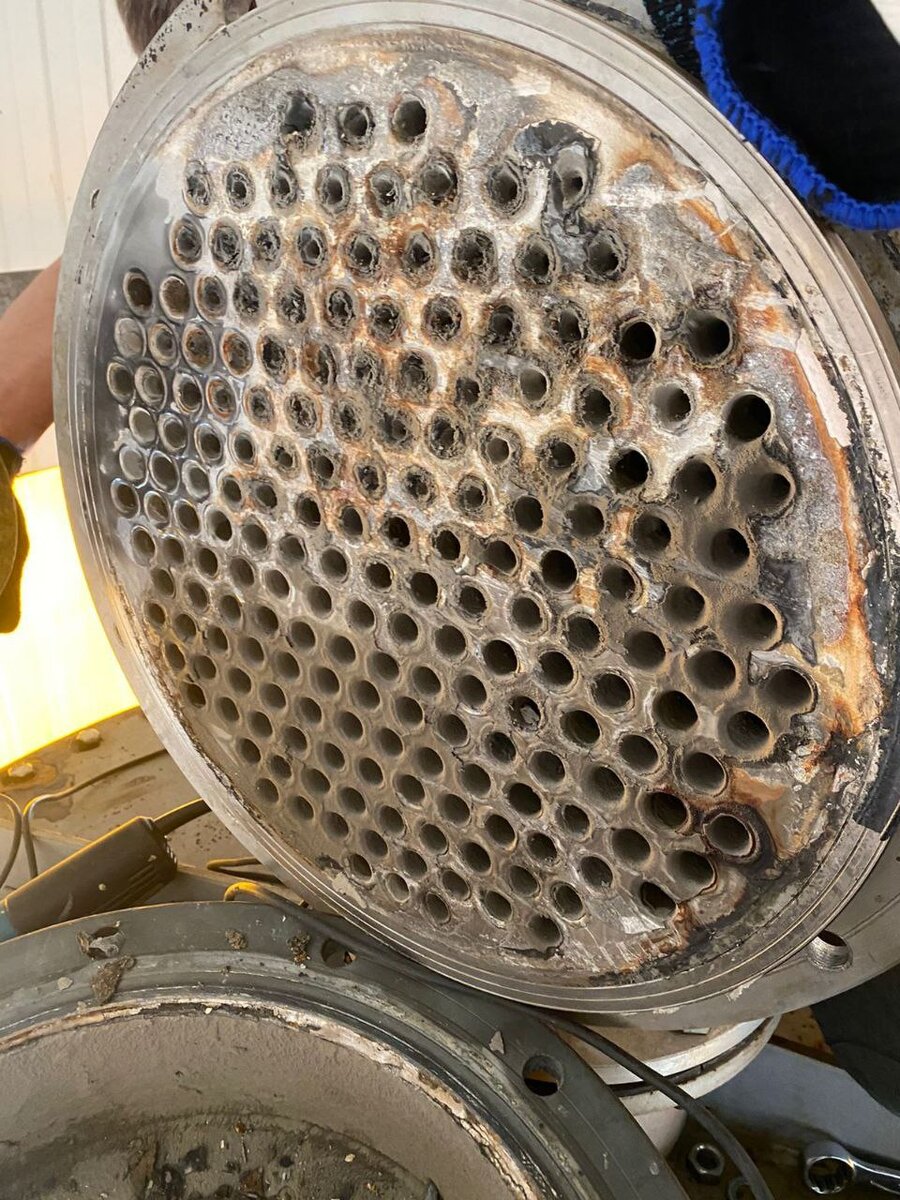
К несчастью, это не фотошоп и не система, о которой забыли на 10 лет, не добавив ингибитор. Этой системе всего 2,5 года (!), она как могла пыталась и всё равно не смогла функционировала на предприятии в городе Кемерово, которое производит углекислый газ.
Как же так вышло, кто виноват и – главное – что делать-то теперь со всем этим?
Для начала небольшая ремарка о том, как производится углекислый газ на нашем «подопытном» подопечном. Есть сырьевая субстанция в виде комплекса жидкостей/газов. Эта субстанция проходит через колонны с катализаторами, нагревается, закипает, а дальше магия и мы отделяем газ от жидкости. Данный газ как раз таки и есть наш СО2.
То есть в данном проекте мы имеем дело с открытой системой, где имеется большой пластинчатый теплообменник, на котором производится забор холода для потребителя, потребителем является большой трубчатый темплообменник со змеевиком из нержавейки, внутри которого проходит нагретая среда, а снаружи наша любимая водичка. Утилизация тепла, полученного в трубчатом теплообменнике производится на градирне.
Ребята с завода начитались в интернетах, что обратный осмос спасет их от всех проблем, и совершили диверсию в чистом виде пустили эту воду в систему, причём помимо нашей оборотной системы с пластинчатым, трубчатым теплообменниками и градирней, эта «волшебная осматическая вода» подаётся на охлаждения компрессоров в количестве 2шт.
Заподозрили они неладное по следующим признакам:
- постоянно критически не хватало теплосъема, из-за чего пришлось вводить регулярные остановки всего завода (!!) 1-2 раза в месяц для очистки «высверливания грязи», а летом случались экстренные остановки из-за избыточной температуры и давления со стороны газа;
- стали постоянно течь насосы;
- при каждой обстановке приходилось разбирать пластинчатый теплообменник и вручную вымывать 80шт пластин, кто хоть раз пробовал, знает, что занятие так себе.
Владелец был близок к отчаянию и поручил главному инженеру проработать проект, когда они остановят в очередной раз завод на недельку, разберут крышу, вызовут кран, выдернут этим краном теплообменник размером 10*8*2 метра, поставят его на землю и будут вручную ёршиками его вычищать.
Но к счастью Владимира (владелец) и Романа (гл. инженер) они наткнулись на «кулибиных» гениев своего дела – ООО «Спектропласт», внуком которого Ваш покорный писатель является. Что мы могли предложить ему в такой ситуации?
Мы предложили Роману заполнить стандартную форму опросного листа, а на вопрос «Дмитрий, а насколько важно заполнять все графы?» ему ответили – «Роман, а Вы точно не хотите чистить вручную? Тогда заполняйте всё, в том числе контактную информацию!»
Итак, мы получили опросный лист (фото ниже).
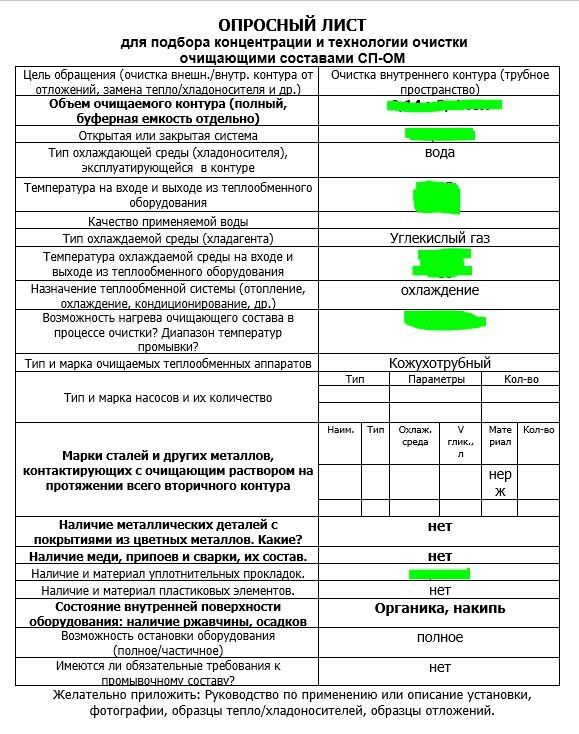
Из него узнали, что теплообменник из нержавеющей стали, фото говорят, о том, что внутри место, где не светит солнце, и в голову сразу приходит решение – предлагаем химическую промывку теплообменника и перезапуск системы с добавлением ингибиторов!
Нам нужно было аккуратно повозиться в лаборатории, чтобы в нашем температурном режиме не попортить остатки теплообменника. Несколько часов экспериментов и решение есть – СП-ОМ-99К в концентрации 8%, время промывки до 3 часов.
Промывка теплообменника – это химическая очистка теплообменника путем осуществления постоянной циркуляции через него специального водного раствора с реагентами. Состав этого раствора НЕ универсальный, он должен быть рассчитан для каждого конкретного случая. Мы запрашиваем рабочие температуры, объем системы, условия функционирования, подробно опрашиваем главного инженера, иногда даже просим выслать образцы жидкости (не жидкости, а грязи/осадка, а жидкость просим чтобы подобрать ингибиторы для эксплуатации) из системы. На основании этого рассчитываем «лечебный коктейль», который потребуется системе, и изготавливаем его на собственном производстве за 14 дней (кстати, реальные сроки изготовления 1-3 дня, но из-за «живой очереди исполнения заказов приходится указывать срок примерно 14 дней, так что не тяните кота за ... до последнего).
Изготовив необходимый «коктейль», мы переговорили с Романом, услышали его готовность оплатить шефнадзорные работы с компенсацией транспортных расходов, взяли билеты Москва-Кемерово и отправились на сам объект, подгадав приезд под плановую остановку завода. В принципе, для промывки системы остановка всего предприятия не нужна (это большой плюс), но в данном случае мы решили подстроиться под остановку. А все потому, что при таком состоянии системы велика вероятность, что уже есть сквозные повреждения (питтинговая коррозия), и тогда хорошо бы иметь время на то, чтобы их быстренько качественно заварить.
Вот он, их теплообменник, правда вид сбоку, но там около него тесновато :) :
Перед началом промывки мы отсекаем теплообменник заслонками от системы, подключаем два шланга (один на подачу, второй на обратку, ставим бочку/кубитейнер, наливаем воду, добавляем вкусняшек по рецепту наш волшебный реагент, и вуаля - «коктейль» готов (на объект для удобства доставки химия ехала концентрированной). Начали циркуляцию. Активное выделение пены – хороший, понятный индикатор того, что реакция идёт, а значит грязь ещё есть.
Через 30-40 минут интенсивность пены и количество грязи уменьшились, это значит, промывка подходит к концу.
В этот раз нам клиенту повезло, и теплообменник скорее жив, чем мёртв. Закончив промывку, мы залили в систему новую подготовленную воду, с рассчитанной индивидуально для них дозировкой ингибитора. Поскольку система открытая (т.е. вода из системы постоянно испаряется, расходуется и обновляется), поэтому ингибитор нужно будет периодически добавлять, как часто и в какой дозировке – мы тоже рассчитали. Для контроля договорились с Романом, что он делает отбор проб на 2ой день и на 9ый, чтобы проверить собственные расчёты.
А, и еще один момент. Часто в открытых системах плюсом идет еще одна беда – водоросли и всякая другая живность, которые плодятся и размножаются в особенно тёплых местах. Без борьбы с ними тоже каши не сваришь.
А бороться с ними можно и нужно биоцидами. Их мы тоже делаем сами, и что приятно для наших клиентов – они подлежат полной биодеградации в течение 2-5 дней (полностью разлагаются после добавления их в систему). На этом объекте мы просто рассказали сотрудникам завода, как и куда добавить биоцид за несколько дней до нашего приезда, поскольку наше присутствие на этом этапе совсем необязательно, а проблемы, со слов коллег, были очень даже душевные... Через сутки система полностью очистилась от водорослей и мы, по приезду, работали уже только с коррозией, параллельно слушая комментарии от Романа «ого, а куда делись наши заросли на градирне...».
Теперь у них не должно быть никаких проблем.
И что я хочу в заключение сказать, дорогие читатели моего блога. Один день простоя даже этого небольшого завода (а вы же помните, что им пришлось вводить плановые остановки 1-2 раза в месяц?) стоил им около 2 млн чистой прибыли ежедневно. А знаете сколько стоит для них месячная норма ингибитора, чтобы система работала идеально? 60 тыс. рублей. Вот такая нехитрая математика. Выводы, как говорится, делаем сами.
Если было полезно, с вас лайк. Если остались вопросы – отвечу в комментариях.