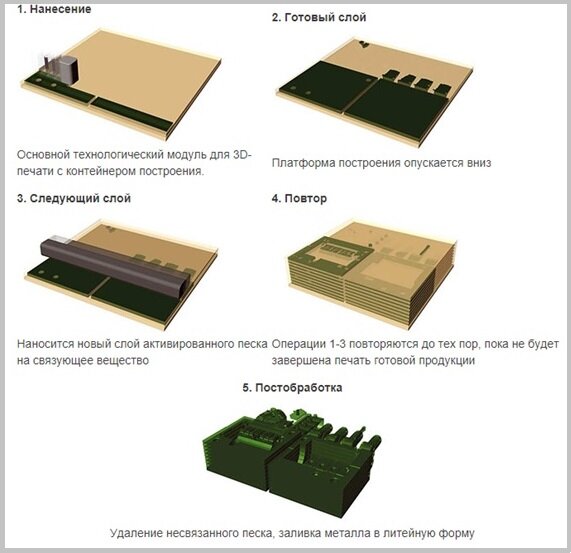
Прямая печать литейных форм из песка осуществляется по аддитивной технологии «биндер джеттинг» - нанесением связующего на слой кварцевого песка.
Есть и альтернативная технология – спекание плакированного песка лазерным лучом.
Подробнее описано здесь:
Достоинства технологии понятны:
Возможность изготовление единичных форм без дорогостоящей литейной оснастки
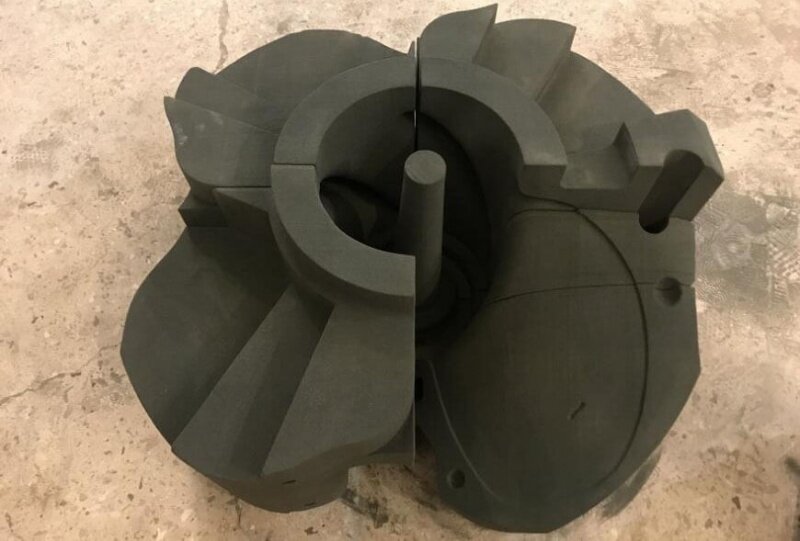
Возможность изготовления сложных форм, состоящей из множества элементов со сложными границами – очень важно при литье изделий сложной формы, например крыльчаток вентиляторов или гребных винтов.
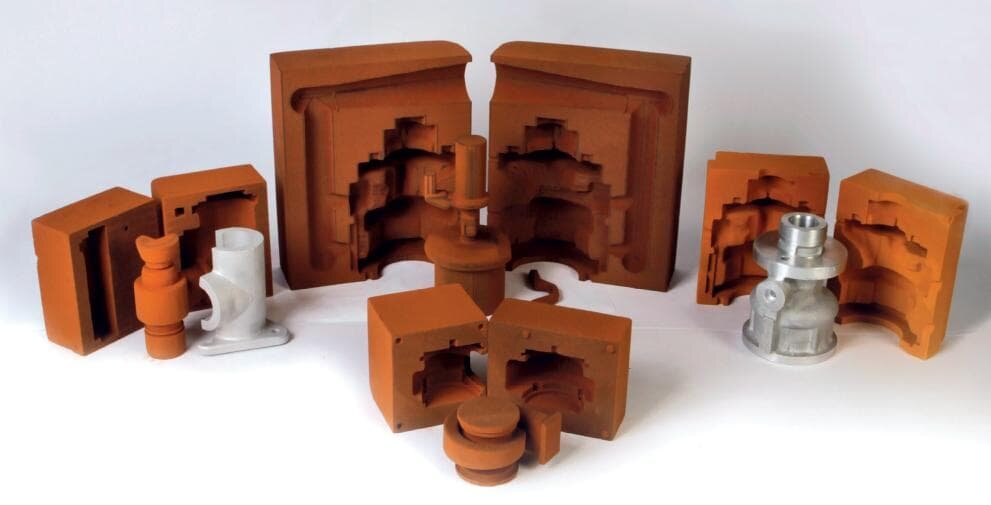
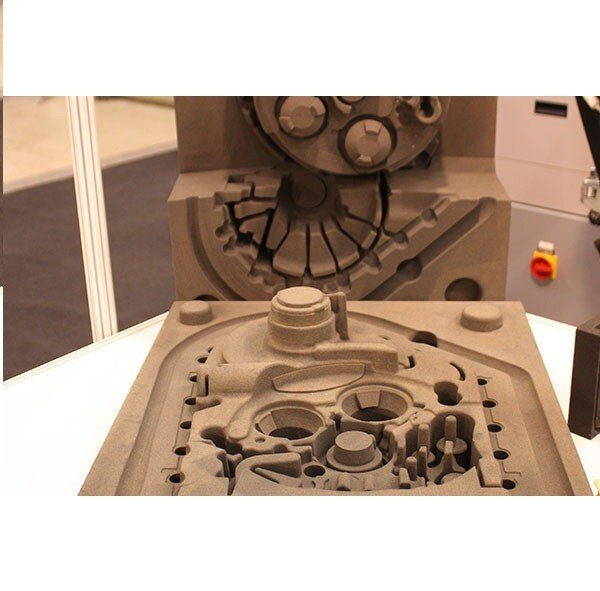
Возможность изготовления форм без литейных (формовочных) уклонов, с поднутренностями, сложной формы – такой, которую невозможно получить традиционными способами с традиционной модельной оснасткой.
Примечание: литейные (формовочные) уклоны необходимы для того, чтобы готовую литейную форму можно было снять с модельной оснастки.
Подробнее о традиционном способе изготовления форм – здесь:
Напечатанные из песка на 3D-принтере литейные формы более прочные, и их можно транспортировать в упаковке на большие расстояния автомобильным или ж/д транспортом.
Это, кстати, весьма важное бизнес-преимущество – формы могут быть напечатаны в одном центре, который ими снабжает несколько литейных производств, не имеющих возможность иметь свой 3D-принтер для прямой печати литейных форм.
Строго говоря, прочность напечатанных форм не намного выше форм, сделанных из ХТС (холодно-твердеющих смесей).
Все эти достоинства очень важны, но нельзя забывать и о недостатках технологии.
А их достаточно много:
1) Слоистость печати. Форма печатается слоями 0,2…0,5 мм, в результате отливки из напечатанных форм имеют ярковыраженные «ступеньки», характерные для любого метода 3D-печати.
2) Высокая прочность формы. Это не только достоинство, но и недостаток – затрудняется разборка формы после заливки и остывания металла. Традиционные формы легко разбиваются при разборке. Здесь – надо потрудится. Кроме того, напечатанные формы менее теплопроводные и песок сильнее спекается возле отлитой детали в прочную корку, удаление которой тоже может вызвать затруднения.
3) Использование более дорогих материалов – необходим кварцевый песок с фракцией 0,05…0,16 мм, что примерно в три раза мельче песка, используемого при традиционном изготовлении форм. Кроме фракционного состава высокие требования к низкой «лещадности» песка – песок должен иметь «круглые» песчинки, чтобы легко «течь» и разравниваться.
Прямая 3D-печать производится не только из кварцевого песка, но и других видов песка, но кварцевый песок - один из самых дешевых.
4) Высокая газотворность формы и низкая газопроницаемость. Все это требует тщательного проектирования литниковой системы и системы выпоров. Выпоров должно быть больше по количеству и по поперечному сечении.
Как и у любого метода 3D-печати при печати литейных форм возможны дефекты.
Самый распространенный дефект связан со струйным способом нанесения связующего – выход из строя (засорение) струйной головки.
При этом происходит частичное несвязывание песка – 3D-принтер «полосит», как и обычный 2D «струйник».
Второй дефект связан с засорением рекоутера, бункеров, неправильным формированием слоя.
Связано это либо с высокой лещадностью песка, с большим количеством крупных фракций в песке, или с высокой влажностью песка. Последняя причина – самая распространенная, связана со сложностью хранения песка – он может увлажниться при хранении, или быть избыточно переувлажнен при смешивании с катализатором.
Примечание: фурановая или фенольная смола полимеризуется только под воздействием водорастворимого активатора, который должен быть нанесен на поверхность песчинок перед печатью. Обычно это делается перед закладкой песка в бункер или это делается автоматически прямо в бункере с песком.
Несклеивание слоев, низкая прочность форм. Данный дефект возникает при недостаточном количестве связующего или неправильных параметрах печати или окружающей среды (недостаточное количество активатора, или неравномерно введенный активатор, высокая/низкая температура, влажность и т.п.)
Полосы, борозды, ямы. Возникают при попадании в песок частичек крупных фракций или посторонних предметов. Так же могут возникнуть из-за склеивание песчинок друг с другом.
Несоответствие геометрии. Сбой в размерах. Связан с пропусками шагов и ошибками энкодеров, так же может быть связан со специфической проблемой 3D-печати – сбоями при нарезке слайсером модели. Тут может быть и «битая» stl-модель, и неправильное чтение геометрии модели, и ошибки в нарезке.
Несмотря на все вышеперечисленные недостатки, судя по количеству принтеров, производимых в стране - данная технология считается перспективной.
Подборка статей "аддитивный технологии и традиционное литье"
Подборка статей по технологии "Струйное нанесение связующего на порошок"