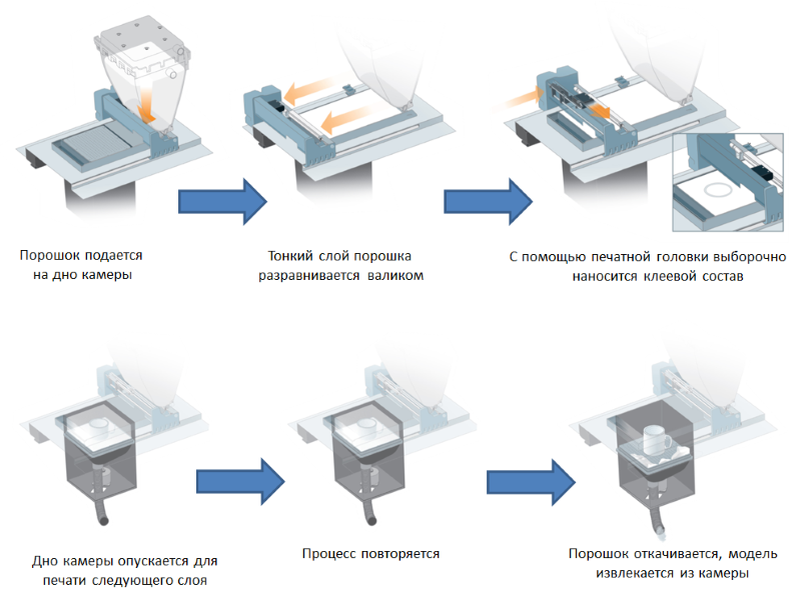
Принцип данного способа печати прост – на слой порошка наносится слой связующего. Потом следующий слой порошка и новый слой связующего.
Достоинства технологии - возможность окрашивания биндера в стандарт CYMK, что позволяет выращивать полноцветные детали "в 16 миллионов оттенков"

Все просто. В чем сложность?
1. Застывание связующего. Связующее должно застывать максимально быстро.
2. Пористость полученных деталей
3. Низкая экологичность – мелкий порошок вреден для здоровья (вне зависимости от состава), с ним тяжело работать
4. Сложность повторного использования порошка
Для ускорения застывания связующего можно использовать:
- связующее, входящее в химическую реакцию с материалом (например, воду для гипсового порошка, или специальные растворы для порошков керамики)
- связующее, полимеризующееся под действием порошка (например мономер метилметакрилата для порошка PMMA)
- активацию порошка отвердителем (например, при использовании фуранового связующего, песок активируют нанесением на поверхность раствора отвердителя с последующей сушкой)
- сушку ИК-лампами после каждого нанесения связующего, если связующее на основе испаряющегося разбавителя
Пористость является неустранимой особенностью печати по данной технологии.
В случае производства литейных форм пористость – полезное свойство, т.к. оно увеличивает газопроницаемость формы.
В остальных случаях пористую деталь пропитывают. Например, выращенные детали из гипсового порошка пропитывают воском, цианоакрилатом, раствором солей. Детали из порошка PMMA пропитывают воском или эпоксидной смолой.
Самая большая сложность – это очистка детали от порошка. Она производится в полуавтоматическом режиме, обязательно с средствах защиты дыхания и глаз. Порошок при неаккуратной работе может попасть куда угодно, поэтому работа всегда сопровождается включенным «пылесосом». При печати литейных форм песком эта проблема стоит не так остро, т.к. песок имеет относительно крупный размер, и не "висит" в воздухе, а почти полностью оседает на пол.

Теоретически порошок можно использовать сколько угодно раз, практически при печати и уплотнении порошок комкуется от уплотнения слоя, связывается мелкими брызгами связующего, загрязняется посторонними примесями при очистке выращенной детали от порошка. Все это требует дополнительных затрат для повторного использования – просеивание, очистка, смешивание с «новым» порошком. Обычно доля «старого» (регенирированного порошка) ограничивается в 20-50% от объема, иначе есть риск ухудшения качества печати.
Подробнее о этой технологии в следующих статьях
Вводная статья
Использование 3D-печати из PMMA для изготовления выжигаемых моделей для литья:
Прямая печать литейных форм
3D-печать древесиной:
3D-печать гипсом:
3D-печать из PMMA
3D-печать металлическим порошком, для последующего спекания