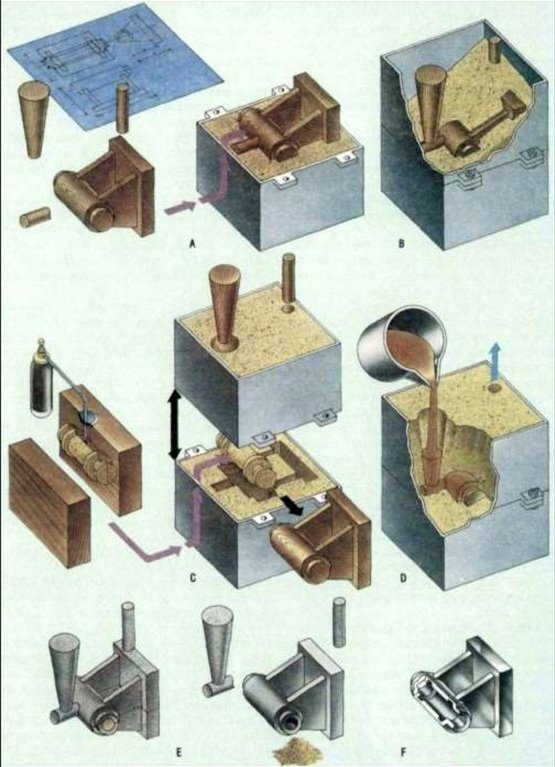
Традиционное изготовление форм на основе холодно-твердеющих смесей (ХТС) и песчано-глинистых смесей (литье в «землю») подразумевает наличия формовочной модели, закрепленной на доске. Доска по краям обрамляется стенками – получается формовочный ящик. Для крупногабаритных отливок в качестве стенок используются «опоки» - металлические рамки, которые защищают полученную форму от разрушения.
В формовочный ящик засыпается ХТС (например песчано-глинистая смесь), при необходимости – трамбуется для более плотной укладки. После застывания смеси полуформу извлекают из ящика, дополнительно сушат и/или термообрабатывают. Обычно форма состоит из двух половинок (т.е. для одной детали необходимо два формовочных ящика). Полости в отливке формируют стержнями, которые формируются из аналогичной смеси, что и форма, в специальных стержневых ящиках.
В готовую форму заливают метал и получают изделие.
Примеры процесса формовки для литься показан ниже:

Традиционно модели для формовки изготавливались вручную или при помощи станков из дерева. Сейчас обычно их фрезеруют на ЧПУ станках из специального модельного пластика.
Модельный пластик – специальные плиты, обычно из полиуретана, которые достаточно прочны, но легко поддаются механической обработки – фрезеровки, сверлению, резке. Наиболее распространенная марка для формовочных моделей – Sikablock 650 и 700.
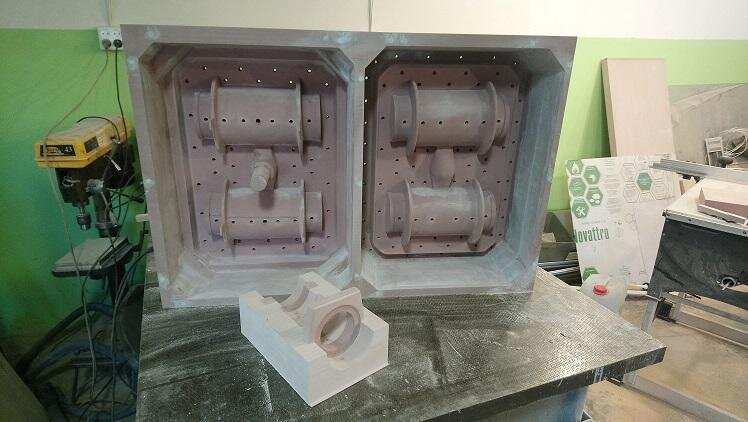
Пример формовочной оснастки, изготовленной на ЧПУ станке и вручную из дерева:

ФГУП НАМИ в своем производстве использует модельную оснастку из полиамида, залитого эпоксидной смолой, полученную методом лазерного спекания (SLS):
Данный метод не имеет особых преимуществ перед фрезерованием, т.к. SLS станки достаточно дорогие, да и порошки для спекания тоже не дешевые.
Использование FDM-технологии для изготовления модельной оснастки куда более предпочтительнее.
Преимущества FDM-принтеров перед фрезеровкой модельной остнастки:
- более низкая стоимость материала (стоимость филамента немного выше стоимости сикаблоков, но при фрезеровке большая часть материала уходит в отходы)
- более низкая стоимость оборудования
- более высокая скорость производства (зависит от формы моделей – для моделей сложной формы выигрыш по времени заметен, для простых моделей – время печати примерно такое же, как при фрезеровке)
- затраты электроэнергии при фрезеровке обычно выше, чем при FDM-печати
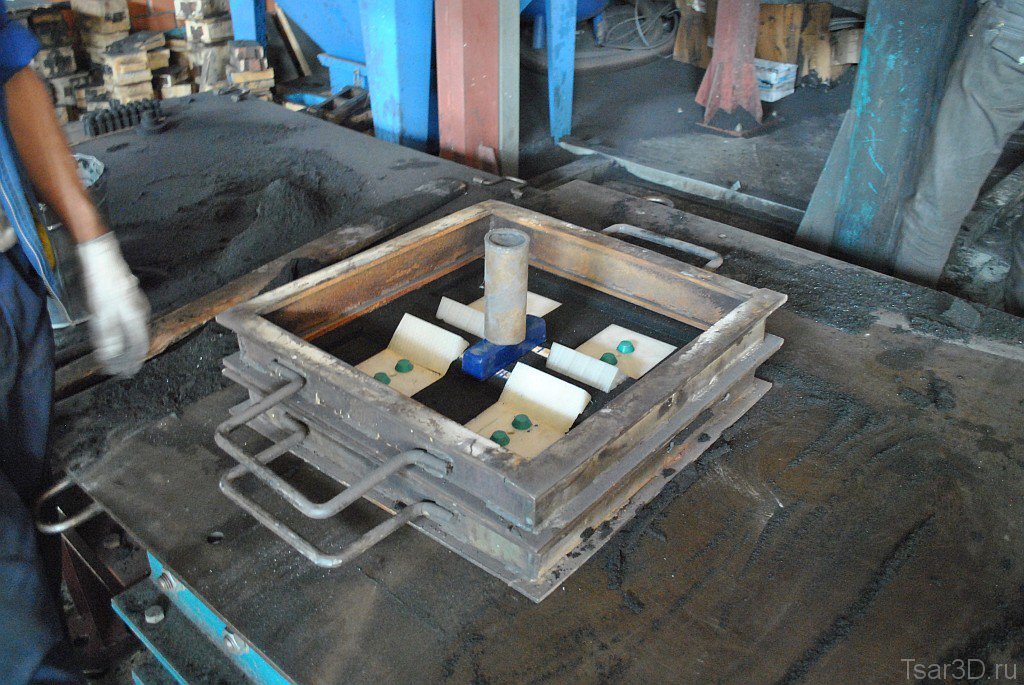
Предприятие Царь3D позиционирует свои принтеры в том числе и для печати литейной оснастки, и самые верхние фотографии формирования формы в опоке - их пресс-службы. Однако какие предприятия используют их принтеры и насколько успешно - информации в открытых источниках не нашел.
В качестве успешного «кейса» применения FDM-печати для модельной оснастки можно привести ЗАО «Энергия», которая испольузет PLA-пластик и принтеры «Геркулес» от Импринты.
С 2018 года «Северсталь» использует принтер BigRep ONE v3 для печати литейной оснастки.
В качестве самого свежего примера можно привести ЗАО «Нефтефлот», которое планирует использовать модельную оснастку для отливки якорей Хола. Модельную останстку планируется изготовить на Самарском политехническом университете.
Вводная статья: