Какие возможности открывают аддитивные технологии для традиционного литья? Под традиционным литьем тут понимается литье расплавленного металла в формы (в том числе с использованием давления или центробежных сил). MIM-технология (неправильно переводимая как «литье под давлением») к традиционному литью отношения не имеет.
Аддитивные технологии на современном этапе позволяют:
- изготавливать мастер-модели и модельную оснастку для изготовления традиционных форм для традиционного литья. Прежде всего на основе холоднотвердеющих смесей (ХТС).
- изготавливать мастер-модели для получения выплавляемых моделей («восковок») для литья.
- изготавливать модели («восковки») для литья по выплавляемым моделям
- изготавливать выгораемые (выжигаемые) модели для литья (модели, которые выжигаются в процессе термообработки формы)
- изготавливать растворимые модели
- прямую печать литейных форм
Особняком стоит технология SPD, которая напрямую не относится к традиционному литью, но примыкает к ней.
Графически вышеизложенное можно продемонстрировать диаграммой:
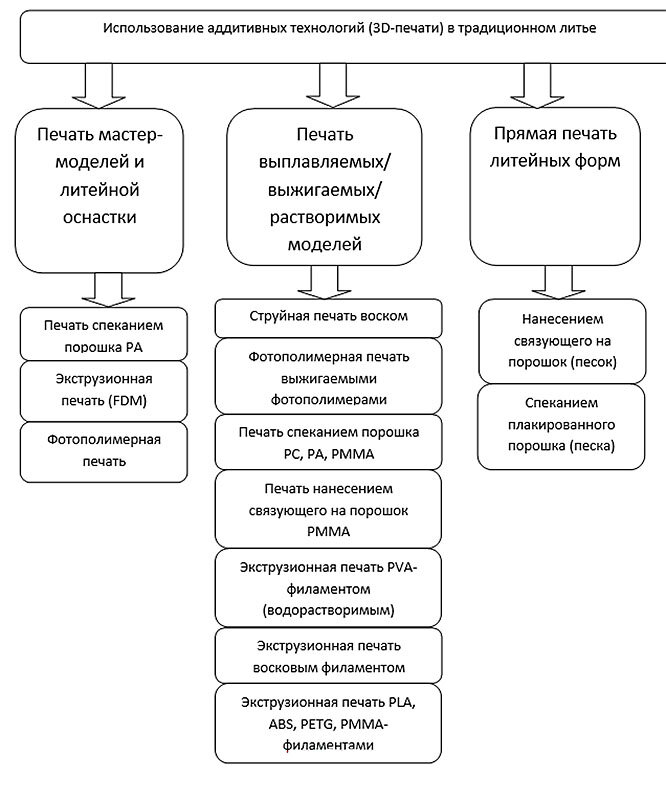
В нашей стране изготовление модельной оснастки не получило широкой популярности. Модельную оснастку раньше вырезали (вручную или при помощи станков) из дерева, сейчас – из специального «модельного» пластика при помощи ЧПУ-станков. Модельную оснастку можно изготавливать любым способом, наибольше распространение получили методы - спекание порошка (SLS) и экструзия материала (FDM).
Изготавливать мастер-модели тоже можно различными способами, но наибольшее распространение получил метод фотополимеризации в ванне при помощи специальных «ювелирных» DLP-принтеров и бытовых mSLA-принтеров. Реже используются лазерные SLA-принтеры. В основном матер-модели используются в ювелирном производстве. При этом делается мастер-модель, по ней делается силиконовая или резиновая форма, в которую впрыскивается воск и получается выплавляемая модель для литья. Основная проблема при этом – несовместимость некоторых фотополимеров с силиконами на платиновом катализаторе и низкая термостойкость фотополимерных деталей, что затрудняет использовать формовочные материалы горячей вулканизации.
Восковки для литья изготавливаются струйным нанесением материала или экструзией материала. В случае струйной 3D-печати используются два вида воска – литейный (для «восковки») и специальный воск для поддерживающих структур (более легкоплавкий или растворимый в растворителе). При использовании экструзии (FDM-технологии) используется специальных восковой филамент (в нашей стране – WAX от Filamentarno). Недостаток восковой из специального филамента – их большая температура плавления, что требует специальных (нестандартных) режимов вытапливания. Восковки, отпечатанные на струйных 3D-принерах вытапливаются по стандартным техпроцессам, как и «обычные» восковки из «обычного» литейного воска.
Выжигаемые модели для литья в основном изготавливают тремя способами – спеканием порошка (SLS), нанесением связующего на порошок PMMA, фотополимеризацией (SLA, DLP, mSLA) и экструзией (FDM). Основные материалы – порошок полистрирола, полиамида или полиметилметакрилата (PMMA), специальные выжигаемые (имеют в названии «cast» или «wax») фотополимеры. При использовании FDM-метода используются как обычные PLA, ABS филаменты (иногда и PETG), так и специальные филамент для выжигаемых моделей – PMMA (полиметилметакрилат, иногда такой филамент имеет слово «cast» в названии). Модели из PLA могут частично выплавляться за счет низкой температуры плавления, из остальных материалов – выжигаются при термообработке формы.
Растворимые модели изготавливаются экструзионной печатью (FDM) из водорастворимого PVA-филамента (филамента на основе ПВС – поливинилового спирта). Метод не получил широкого распространения и используется только при «бытовой» печати отдельными любителями.
Прямая печать литейных форм осуществляется по двум технологиям – спеканием лазерным лучом плакированного песка (песка, покрытого специально термопластичной смолой) и струнным нанесением связующего (фурановых или фенол-формальдегидных смол) на слой песка. Второй способ сейчас получил широкое распространение, как в нашей стране, так и за рубежом.
В последующих статьях об этих способах будет рассказано подробно.
Статья про технологию SPD (альтернативная традиционному литью, но похожая на литье):
Следующие статьи: