Газотермическое напыление в той или иной форме существует с конца 1800-х годов. Термическое напыление, первоначально использовавшееся для покрытия пластин аккумуляторной батареи свинцом, представляло собой процесс нагрева металла и распыления его на поверхность. Это что-то вроде покраски металла распылением. Термическое напыление, иногда называемое металлизацией, имеет множество форм и имеет еще больше применений.
Газотермическое напыление
Несмотря на то, что существует множество различных типов напыления, основными четырьмя являются газопламенное напыление, дуговое напыление, плазменное напыление и высокоскоростное кислородно-топливное напыление (HVOF). Газопламенное напыление — одна из старейших форм термического напыления. Он использует металлическую проволоку или порошковый материал, кислород и ацетилен для восстановления старых деталей с помощью материалов на основе металлов, таких как нержавеющая сталь и бронза. Дуговое напыление использует металлическую проволоку и электричество и отлично подходит для наращивания поверхностей деталей с областями повышенного износа. Плазменное напыление — это оригинальный метод, используемый для получения более твердых карбидных покрытий, а благодаря высокой температуре и впрыску порошкового материала его можно использовать и для керамических покрытий. Один из самых популярных методов газотермического напыления — HVOF. Он использует водород, кислород и аргон для распыления твердосплавных покрытий на основе карбида вольфрама, например WC-Co-Cr, WC-Co, WC-Ni, Ni-Cr. Однако также можно использовать многие другие материалы, такие как нержавеющая сталь, Inconel, Stellite®. В течение многих лет HVOF был отраслевым стандартом в технологии газотермического напыления, но позже появился новичок.
Высокоскоростное газотермическое напыление
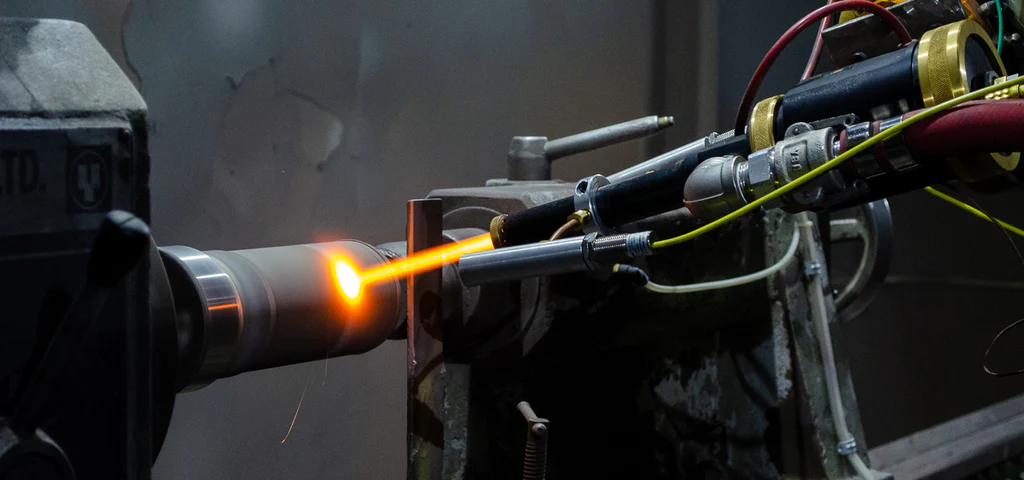
Достижения в области технологии горелок для напыления привели к разработке высокоскоростного напыления воздух-пропан или газотермического напыления HVAF. HVAF использует сжатый воздух и пропан в отличие от кислородно-топливной смеси HVOF. Кажется, небольшое изменение, но оно оказывает огромное влияние на покрытия. Двумя самыми большими улучшениями по сравнению с HVOF являются более низкие температуры напыления и более высокая скорость нанесения покрытия.
Более низкие температуры
HVAF можно распылять при температуре менее 1000°C, что ниже чем у технологии HVOF. Более низкие температуры напыления позволяют добиться эффекта медленной обработки металлических порошков. Частицы порошка осторожно нагреваются, создавая более чистый поток. Покрытия HVAF обладают большей устойчивостью к эрозии материала, коррозии и кавитации. HVAF также создает покрытие, которое лучше прилегает к поверхности детали.
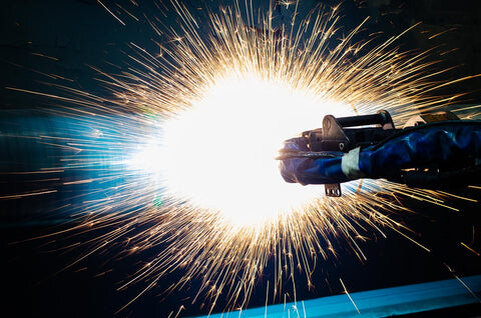
Более высокие скорости напыления
Скорость напыления HVAF может быть в четыре-пять раз выше, чем у HVOF. Это означает, что мы можем нанести больше покрытия за меньшее время. Существует не только возможность нанесения большего количества покрытия, но и то, что покрытие становится более равномерным. HVAF производит покрытия более точной толщины и более гладкие. Сочетание более гладких покрытий и лучшей прочности сцепления позволило HVAF создать чрезвычайно износостойкое и экономически эффективное покрытие. Это оптимально во многих случаях, но особенно для гидравлических штоков; применение, ранее неэффективное для газотермического напыления. HVAF является поистине новаторской технологией напыления.
Передовые технологии термического напыления
В целом эти факторы продлевают срок службы деталей даже дольше, чем любой другой метод термического напыления, который мы видели до сих пор. HVAF расширяет применение напыления на новые рынки производства и ремонта. В тех случаях, когда единственным решением было твердое гальваническое хромирование или твердое хромирование, напыление не может конкурировать. HVAF обеспечивает ту же стойкость к эрозии, коррозии и кавитационным повреждениям, что и HVOF, но на совершенно новом уровне. Гладкие и однородные покрытия HVAF выведут напыление на рынки, которые раньше были недоступны.