
Не раз встречал на профильных форумах и статьях комментарии, что литье металла в резину, а особенно ЦАМа (сплав цинка, алюминия и меди) нереально, что отливки нормальной не получиться, резина выгорит практически сразу, и вообще это из области фантастики.
Ну что ж, не будем их переубеждать, пусть и дальше так думаю, а я вам пока расскажу, о резине, в которую легко можно лить металл с очень высокой детализацией и достаточно крупными партиями.
Производителей резины для центробежного литья существует по всему миру достаточно много, но как правило рецепт ее изготовления не сильно отличается, за исключением случаев, когда ее делают дендрофекальным способом, т.е. из того что было, то и замесила.
Насколько я сам работал с разной резиной и собирал о ней информацию, качественную резину для центробежного литья изготавливают в Италии, Турции, Испании. Такую резину да же пытались делать у нас в России, но получилось чуть лучше покрышек Кама, ну и самый главный рынок это Китай, там ее делают очень много, но честно говоря качеством она не особо блещет, хотя имеет место быть.
Какие же есть типы резины и как они работают?
Изначально резина поставляется в комплектах, состоящих из двух кругов как правило размером 300*10мм, это самый распространенный размер под литье. По консистенции резина похожа на детский пластилин, так же хорошо формуется, мнется, гнется и т.д. Но в отличии от пластилина, производитель добавляет в эту резину некий реактив, который храниться в секрете не хуже рецепта кока-колы.
После того, как мы запихнули наши детальки в форму, накрыли второй половинкой "блина", запихнули это все в обечайку и поместили в наш вулканизатор, тут то и начинает работать этот реактив, превращая наш пластилин в достаточно упругую форму, выдерживающую нагрев до 500 градусов.
Чем же отличаются эти "блины" и почему они такие цветные?
А отличаются они своей твердостью и разницей температур вулканизации.
Увы, но универсальной резины не существует, поэтому готовясь лить ту или иную деталь, мы подбираем под нее нужную нам жесткость, гибкость и степень усадки. Как правило чем жестче резина по Шор (единица измерения твердости), тем меньше она гнется, на ней будет меньше детализация, но при этом такая резина выдержит большее количество циклов заливок. Такая резина идеально подходит для литья несложных по форме изделий типа сувенирных монет, медалей, и прочих плоских изделий с не слишком высокой детализацией.
И теперь рассмотри вариант с самой мягкой резиной, которая после вулканизации очень гибкая, на нетолстых фрагментах хорошо тянется, обладает потрясающей передачей детализации, но... в такую резину в отличии от жесткой можно произвести не так много циклов отливки до выхода ее из строя, и на такой резине очень высокий процент усадки.
В такую резину отливаются рельефные детали с высокой детализацией, изделия имеющие полости или выступы.
Но твердая и мягкая резина это крайности, никто не отменял средние значения твердости, а их не мало.
Вообще градация твердости резины происходит так:
Твердая - 71-68 Шор (белая) (t вулканизации 180градусов)
Умеренно твердая - 67-65 Шор (желтая) (t вулканизации 180градусов)
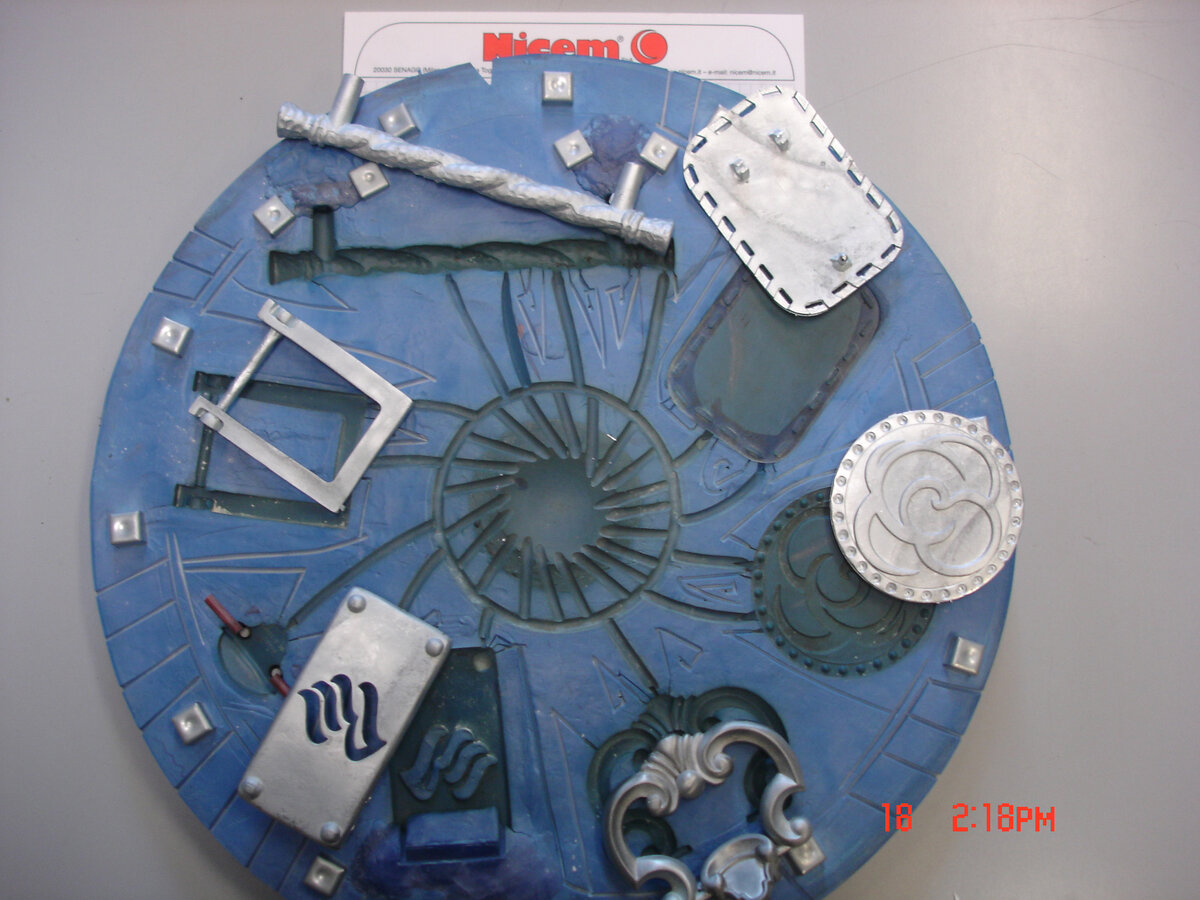
Средняя жесткость - 61-63 Шор (голубая) (t вулканизации 180градусов)
Умеренно мягкая - 58-60 Шор (зеленая) (t вулканизации 180градусов)
Мягкая - 53-55 Шор (коричневая) (t вулканизации 180градусов)
(Это список резины производителя SATEK, официальным представителем которого являются Сувенирные технологии )
Еще есть резина, с температурой вулканизации 90 градусов, она меньше распространенная, но довольно часто используется для запекания в формы мастер моделей, который плохо переносят нагрев до 180 градусов, это фотополимерная смола после печати на 3Д принтере, полиуретановые смолы, полистоун, и некоторые виды воска ювелирного.
На этом думаю стоит закончить вводную в литьевую резину, а в следующей статье мы рассмотрим виды и типы постобработки отлитых изделий.
Информацию по нашему оборудование можно найти тут:
https://www.youtube.com/channel/UCb0zzb5PSLvWQN9QUa8yB6w