Аддитивная технология « Струйное нанесение связующего» (Binder Jetting - BJ)
Фактически - струйно-порошковый метод. На слой порошка наносится жидкое связующее головкой, аналогичной головки струйного принтера.
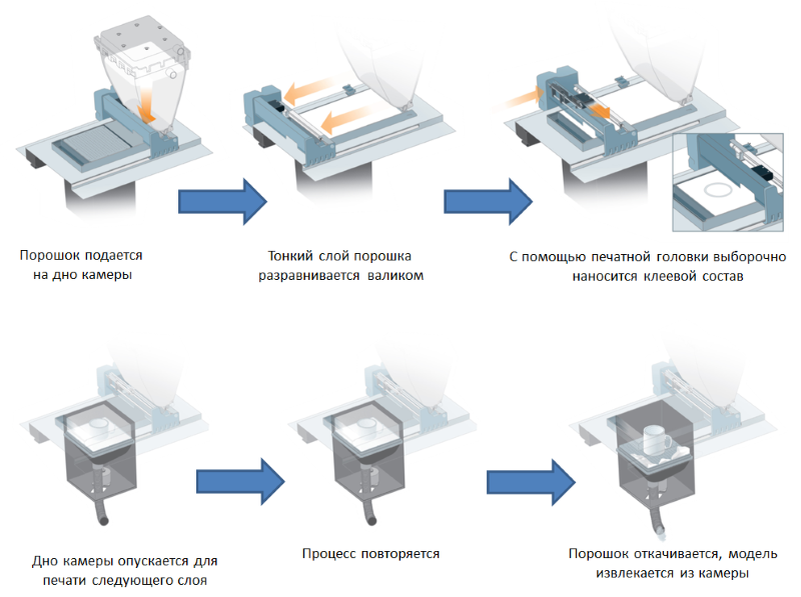
Цикл работы следующий:
1) В бункере с опускающимся дном насыпается тонкий слой порошка.
2) Порошок подается различными способами, например из бункера с подвижным дном и разравнивается валиком или ракелем.
ПОдробно о способах формирования слоя - здесь.
3) Слой разравнивается ракелем или валиком, излишки порошка сметаются в третий бункер. При необходимости слой уплотняется «хлопалками», вибратором или валиком
4) После формирования слоя струйная головка, аналогичная головке струйного принтера, выборочно наносит связующее («биндер») на слой порошка.
5) Дно бункера опускается на толщину слоя, и цикл с нанесением порошка и биндера повторяется.
По окончании печати напечатанная модель (деталь или заготовка) извлекается из бункера, очищается от остатков порошка, и, при необходимости – дополнительно пропитывается связующим.
Не смотря на кажущуюся простоту принтеры по данной технологии считаются профессиональным оборудованием и стоят достаточно дорого.
Нормативные документы трактуют этот метод следующим образом:
Процесс струйного нанесения связующего — процесс аддитивного производства, в котором жидкое связующее выборочно наносится на соединяемые порошковые материалы . Схема данного процесса представлена на рисунке:
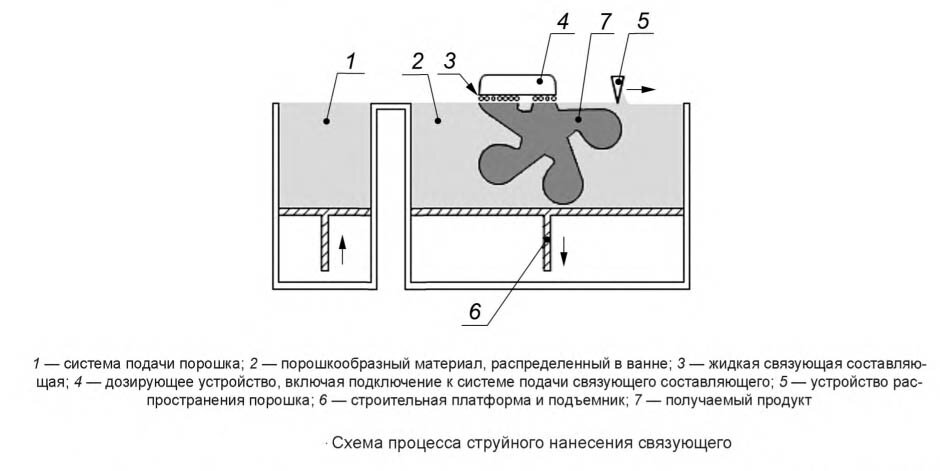
Сырье: порошки, порошковые смеси или частицы материалов, а также жидкое адгезионное/связующее вещество.
Механизм связи: химическая и/или термическая реакция связывания.
Источник активации: в зависимости от адгезионного вещества: химическая реакция.
Вторичная обработка: удаление порошка, пропитки и проникновения любой жидкости материала в зависимости от материала порошка и применения.
Примечание — Воски, эпоксиды и другие адгезионные вещества используются для полимерных материалов, в то время как металлы и керамики обычно закрепляются путем спекания и инфильтрации с расплавленным материалом.
Особенности данной технологии – отсутствие напряжений в процессе печати и возможность использовать порошок вместо опорных структур, что позволяет печатать очень сложные по форме детали/заготовки.
Детали получаются пористыми и требуют последующего пропитывания (инфильтрации),
1) Печать материалом на основе гипса. При этом в качестве биндера используется вода и/или CYMK-чернила на основе гипса. При использовании чернил получаются полноцветыне модели.
Отпечатанную деталь пропитывают раствором английской соли, цианоакрилатом или воском.
2) PCM (Patternless Casting Manufacturing) – безмодельное литейное производство. Печать песком литейных форм. Используется подходящий по требованиям песок или кварцевый порошок, в качестве связующего используются фурановые смолы. В данном случае пористость получаемых деталей – «не баг, а фича» - формы должны быть газопроницаемыми, это облегчает заполнение их расплавленным металлом.
В качестве варианта возможно использование водных растворов в качестве биндера.
3) Печать металлическим порошком.
Отпечатанную «зеленую» деталь после печати подвергают предварительному спеканию в печи с выжиганием связующего– получается «коричневая» деталь, пористая и очень хрупкая.
После предварительного спекания «коричневую» деталь либо пропитывают более легкоплавким металлом/сплавом (например деталь отпечатанную из порошка нержавеющей стали пропитывают («подвергают инфильтрации») расплавом бронзы) либо подвергают окончательному спеканию, при котором снижается пористость, но усадка достигает 18%.
4) Печать керамическим порошком.
Полученная керамическая заготовка подвергается спеканию в печи.
Как правило принтеры для печати металлическим порошком могут печатать и керамическим порошком. А вот обратное утверждение – не всегда верно – принтеры, изначально заточенные под печать керамикой часто рассчитаны на связующее на водной основе и не способны печатать металлическим порошком.
5) Печать из деревянного порошка (мелких опилок) или порошка лигнина (одеревеневшие стенки растительных клеток – тот же деревянный порошок, но химически очищенный и очень мелкой фракции). Связующее – фенол-формальдегидные смолы или «эко»-связующее на основе воды.
Деталь получается пористой и требует дополнительной пропитки связующим. После пропитки детали получаются по прочности как ДСП или ДВП.
6) Печать из порошка акрилата, метилметакрилата со связующим – каким-либо акриловым/метакриловым мономером, вступающим в реакцию полимеризации с порошком.
Получают пористые изделия, которые пропитываются воском или эпоксидной смолой.
Напечатанные детали могут использоваться в качестве выжигаемых моедлей при литье.
7) Пищевая печать из сахарного печка.
Печатаются съедобные украшения из сахарного песка, в качестве связующего используется вода и пищевые чернила.
8) Печать из папье-маше.
В качестве материала используется смесь порошка целлюлозы с клеем (обычно - декстрозой), в качестве связующего используется вода.
После печати деталь пропитывается резиноподобными материалами, эпоксидной смолой или воском.
Напечатанные детали могут использоваться в качестве выжигаемых моделей при литье.
На мой взгляд самое перспективное направления в этой технологии – печать литейных форм и печать металлическим порошком.
Больше статей по этой технологии: