В статье: история возникновения технологии, производители и разработчики оборудования, особенности технологии, примеры применения 3D-печати гипсом.
Среди группы аддитивных технологий «струйное нанесение связующего» (BJ) одна из самых распространенных и популярных в свое время – полноцветная 3D-печать гипсом (CJP – Color Jet Printing). Правда, популярность этой технологии – давно в прошлом, но даже сейчас её еще рано назвать устаревшей.
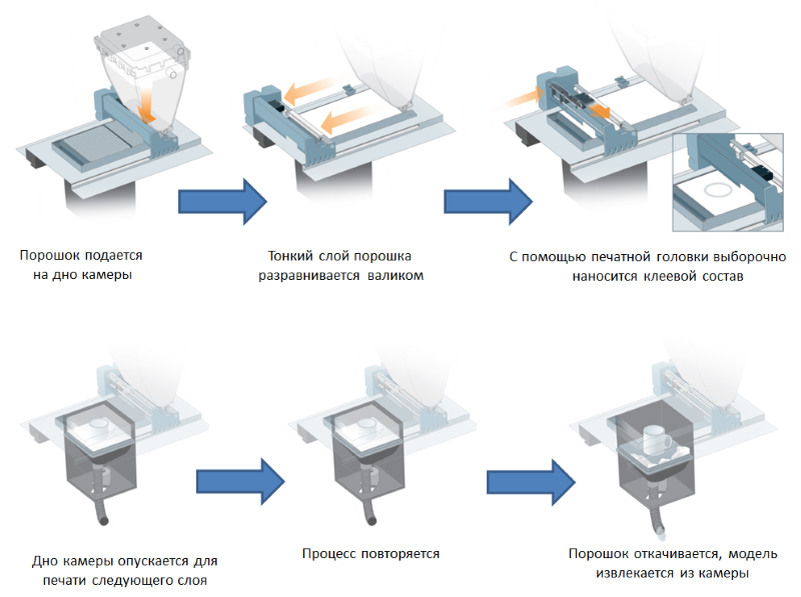
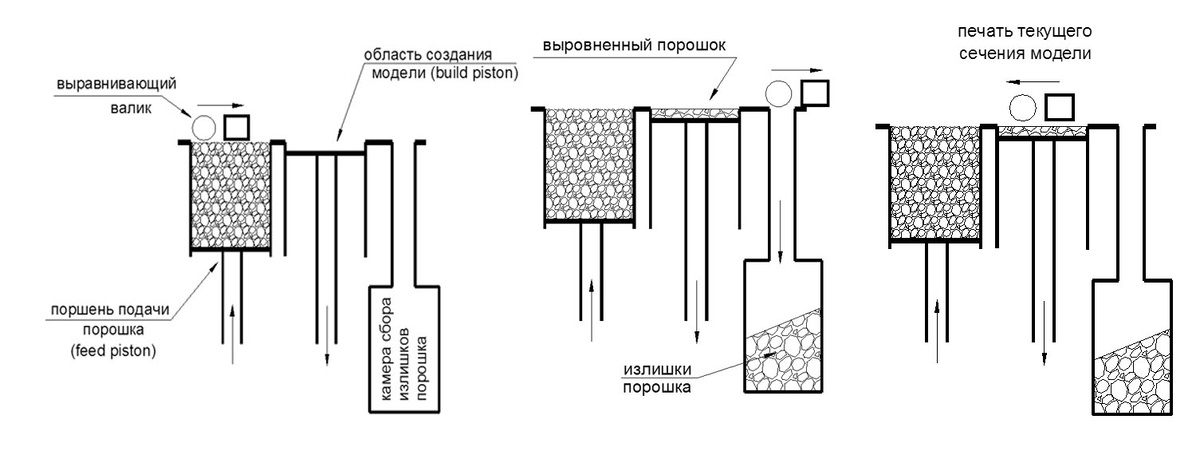
По этой технологии формируется слой порошка и на него при помощи струйных головок наносится связующее вещество. При необходимости используются инфракрасные лампы для ускорения высыхания.
Схематично это можно изобразить так:
Подробнее о этой группе технологий – здесь, способы формирования слоя порошка – здесь.
В случае 3D-печати гипсом используется гипсовый порошок, а в качестве связующего – вода.
История возникновения
Все началось в конце 80-х годов прошлого века, когда в светлые головы работников Массачусетского технологического института (MIT, США) пришла идея печатать струйным принтером по слою гипсового порошка. Технология была легко проверяемая, использовался обычный гипс и обычные головки от струйного принтера HP.
В 1993 году технология была запатентована и названа 3DP - three dimensional printing – трехмерная печать. Патент US5204055A, дача подачи заявки – декабрь 1989 года, дата получения патента – апрель 1993 года.
Кстати, до этого понятия 3D-печать не было – говорили о стереолитографии, применительно к SLA-машинам.
Авторство технологии интернет приписывают студенту Паулю Вильямсу, который изобрел её аж в 1980-м году… или двум студентам… но в патенте указаны четыре человека - Emanuel M. Sachs, John S. Haggerty, Michael J. Cima, Paul A. Williams.
Закс и Сима – преподаватели MIT на факультетах машиностроения и материаловедения и инженерии с 1986 года, Пауль Вильямс действительно был студентом (в англоязычной терминологии – аспирантом) магистратуры MIT, и успешно защитил магистерскую диссертацию в 1990 году под руководством Симы.
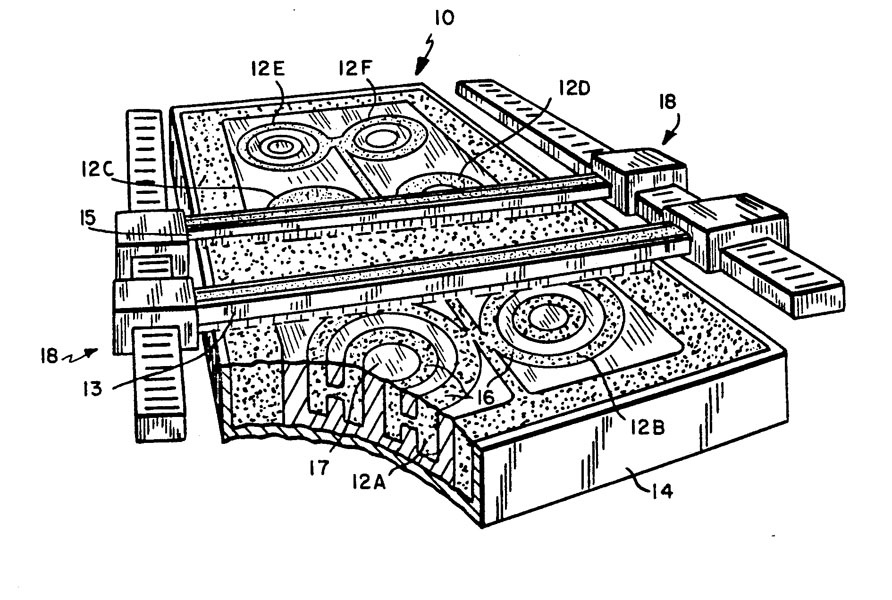
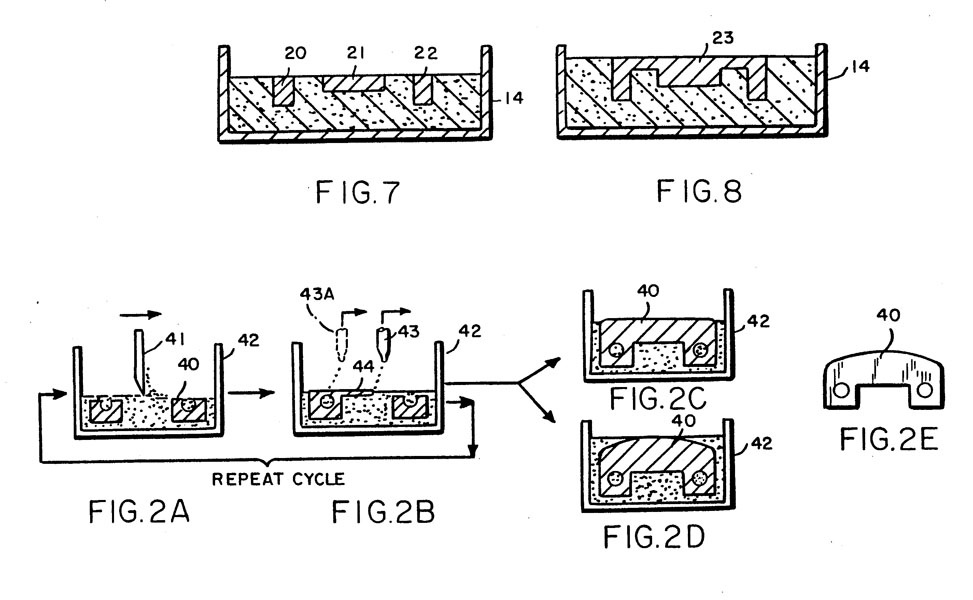
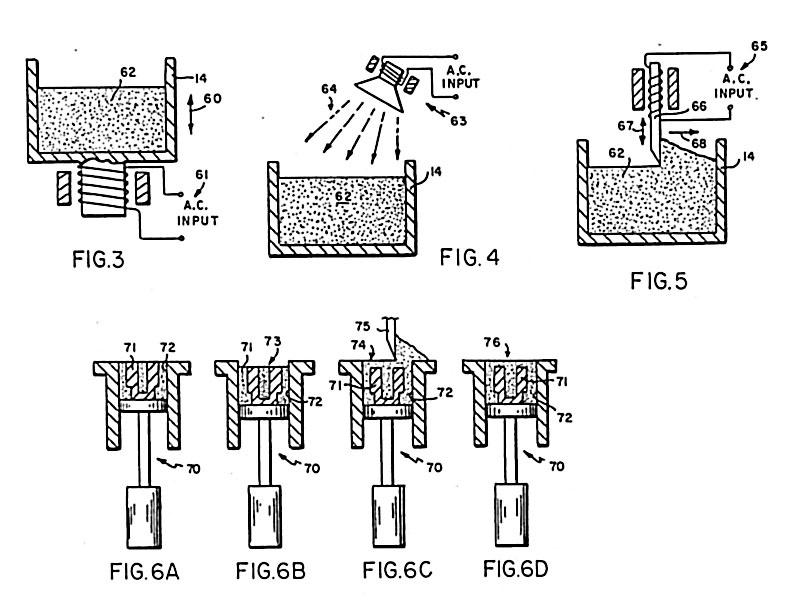
Рисунки из патента:
Внешний вид машины, на которой осуществлялась первая в мире 3DP-печать:
Z Corporation - основоположник 3DP печати гипсом
В последующим MIT передал лицензию на технологию 3DP различным компаниям, в том числе в 1996 году - Z Corporation.
Позже, в августе 2005 году Z Corp была продана Contex Holding, а в январе 2012 года приобретена 3D Systems.
Эти злоключения хорошо видны по череде названий принтеров Z Corporation – c 2005 года в них появилось упоминание Contex, а после 2012 года – они начали называться Projet, причем в скобках стыдливо упоминали старое название, например, Projet 660 Pro (Zprinter 650). Интересно, что после поглощения корпорацией Contex дело обстояло ровно наоборот – вначале писали старое название принтера, а в скобках – новое, например, ZPrinter 310 Plus (Contex DESIGNmate Mx).
"3D Systems" попыталась развить технологию - выпустив принтеры для пищевой печати (о них - здесь) и для печати керамикой. Это уже были чисто "3D Systems" разработки по дизайну.
Первый принтер Z Corporation вывела на рынок в 1996 году, в линейке были принтеры как для полноцветной цветной, так и для «обычной» 3D-печати.
Пример принтеров Z Corporation/ Contex/ Projet (3D Systems):
Пример напечатанных изделий:
Самодельные устройства и конкуренты
Использование стандартных головок от принтеров HP (например, в Projet 660 Pro (Zprinter 650) используются печатающие головки HP11, в других принтерах серии x60 для цветной печати могут использоваться головки HP57) и простота конструкции, в принципе, позволяют повторить данные принтеры в домашних условиях, тем более, что цены на них негуманные (минимум 45 000 долларов для самой «бюджетной» модели).
Фотографии печатающих головок принтеров:
Из самодельных конструкций можно упомянуть Иво де Хааса, который в 2015 году разработал DIY-проект Plan B, в 2017 году – Focus с использованием головок HP C6602 с точностью 92 точки на дюйм, в следующем проекте Oasis он уже использовал головки HP45 с точностью печати 600 точек на дюйм.
Но популярности данные проекты не получили.
В 2017 году идея полноцветной цветной печати захватила умы руководства фирмы XYZprinting (Тайвань) и они вывели на рынок машину PartPro350 xBC. Качество цветной печати было, как минимум, не хуже, чем у «фирменных» принтеров ProJet от 3D Systems. Но популярности этот принтер не получил, и сейчас его производство и продажа тихо свернута, хотя поддержка проданных экземпляров остается.
Особенности 3D-печати гипсом
Но вернемся к ZCorporation и полноцветной печати гипсом.
Первое, что нужно помнить – обычный гипс не подойдет.
Порошок для 3D-печати, несмотря на гипсовую основу, должен иметь заданную текучесть, хорошую смачиваемость, белизну (иначе исказятся цвета), высокую прочность и нужную скорость схватывания и отсутствие усадки при схватывании. Теоретически можно использовать обычный строительный гипс, но результат будет непредсказуемым. На практике желающих экономить на сравнительно дешевом порошке на установке стоимостью от 45 000 долларов и выше – не находится. Порошок представляет собой особо белый прочный гипс определенного помола с добавками клея ПВА.
В любительских конструкциях используются обычные чернила HP, или смесь воды со спиртом, но для достижения качественного результата «чернила» (биндер) должны быть специальные – с добавлением ПАВ, чтобы обеспечить смачиваемость порошка. ZCorporation использует связующее, состоящее в основном, из воды, с добавлением ПАВ, гликоля и сульфата калия.
Внешне принтер (для примера взят Zprinter 650) выглядит так:
Используются головки HP11, с чернилами черного цвета. После установки 3D-принтер автоматически их опорожняет и заправляет уже своими расходниками.
Чернила в головки подаются через СНПЧ из картриджей, по 300мл для цветных чернил и 1л для черного цвета и прозрачного цвета.
При печати головки засоряются гипсовым порошком, поэтому каждые несколько слоев происходит очистка головок снаружи специальной жидкостью.
В результате получается «зеленая» деталь – слабая, с не полностью прореагировавшим гипсом. Это связано с тем, что количество связующего подается меньше, чем нужно для полного схватывания гипса – для улучшения качества печати и ускорения высыхания слоя.
Особенность печати – интенсивность подачи биндера и краски зависит от места в сечении деталей.
Поясняющий рисунок:
По периметру сечения выдается максимальное количество краски, внутри – деталь неокрашенная
По периметру выдается максимальное количество биндера, внутри сечения детали – количество биндера меньше.
По окончании печати детали необходимо очистить от гипса. Это делается либо специальным «пылесосом», встроенным в принтер, либо автоматическим удалением гипса через специальные отверстия в бункере построения.
Окончательно детали очищаются в специальной камере очистки при помощи обдува компрессором через специальные насадки.
«Зеленую» деталь необходимо «закрепить» - пропитать специальным закрепителем для материала zp130 или обычной водой (для zp140).
При этом деталь сильно разогревается.
Закрепленная деталь уже достаточно прочна, но пористая.
Её обычно подвергают постобработке:
покрывают специальным лаком (или обычным – тут тоже уже можно экономить)
пропитывают цианилакрилатом
пропитывают специальными восками (или обычным парафином)
пропитывают раствором «английской соли» (сернокислым магнием). В случае, если цвет не важен – возможно использование медного или железного купороса.
пропитывают специальной эпоксидной смолой (обязательно специальной! Бесцветной, чтобы не исказить цвета, и жидкой, чтобы она могла проникнуть в поры детали).
Основные направления использования 3D-печати гипсом – печать макетов, рельефных карт местности, фигурок. Одно время была попытка массово внедрить печать 3D-фигурок людей («3D-фотография»), но по ряду причин – услуга «не взлетела».
Тем не менее, прочность гипсовых деталей достаточна, чтобы их использовать в качестве формы для отливки деталей простой конфигурации из двух компонентных пластиков – полиуретана или силикона.
Теплостойкость таких форм достаточна для возможности горячей вулканизации резины или силикона горячей вулканизации.
Так же возможна изготовления форм для литься легкоплавких сплавов – олова, свинца. Для более «серьезных» металлов теплостойкость уже недостаточна, но есть фотографии отливок алюминиевого сплава в формы, напечатанные из гипсового порошка zp130:
Вероятнее всего, тут ошибки перевода или особенности терминологии – термостойкость гипса недостаточна для заливки алюминия, но вот заливку ЦАМа (цинково-алюминиевого сплава) гипс еще может выдержать. ЦАМ – фактически цинк, легированный алюминием для улучшения литейных свойств.
В России было закуплено достаточно много подобных принтеров, одно время HARZ Labs даже выпускал для них гипс и связующее.
Заключение
В свое время 3D-печать гипсом была очень распространена из-за доступности и дешевизны. Но времена меняются, теперь стоимость расходников для такой 3D-печати уже не кажется низкой, и 3D-печать гипсом уже дороже фотополимерной или FDM-печати.
Главная фишка – возможность получения полноцветной модели – почему-то оказалась маловостребованной. Уход в тень данной технологии несколько удивителен, т.к. в таких областях, как архитектурное макетирование, быстрое прототипирование для оценки внешнего дизайна, печать сувениров и фигурок полноцветная 3D-печать гипсом по цене и трудоемкости не имеет конкурентов даже сейчас…
Единственный конкурент - цветная струйная печать фотополимером - намного дороже, как по расходным материалам, так и по стоимости оборудования.
Остался неосвещенным еще очень интересный вопрос:
«А чем еще, кроме гипса, можно печатать на подобных принтерах, с термоголовками и связующим на основе воды?»
Различными порошками и смесями, которые могут склеиваться под действием воды – например порошком целлюлозы в смеси с водорастворимым клеем.
Но об этом – в следующей статье.
Вводная статья про группу технологий «Струйное нанесение связующего»
Статья про полноцветную 3D-печать: