В статье: все об изготовлении металлических и керамических изделий при помощи 3D-печати струйным нанесением связующего на металлический (керамический) порошок с последующим спеканием в единую металлическую (керамическую) деталь.
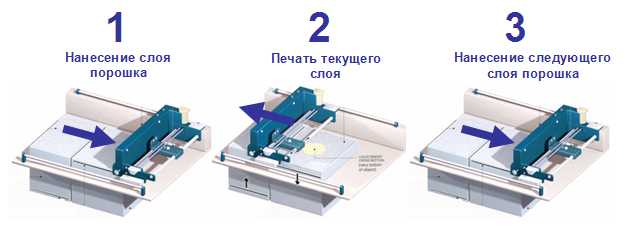
По технологии «Струйное нанесение связующего» (BJ – Binder Jetting) формируется слой порошка и на него при помощи струйных головок наносится связующее вещество. При необходимости используются инфракрасные лампы для ускорения высыхания.
Схематично это можно изобразить так:
Подробнее о этой группе технологий – здесь, способы формирования слоя порошка – здесь.
При изготовлении металлических деталей используется порошок метала/сплава, а в качестве связующего – органический клей (например, фурановая или фенольная смола). В случае производстве керамики, порошок – смесь керамических материалов (или перемолотая готовая керамика), связующее может быть, как на основе органических смол, так и на основе неорганических соединений, и даже может быть на водной основе.
При этом получается «зеленая» заготовка, из которой вначале надо выжечь связующее, а потом спечь в единую пористую или монолитную деталь
Подробнее о технологии спекания металлического порошка и о терминологии («зеленая», «коричневая» деталь) – здесь.
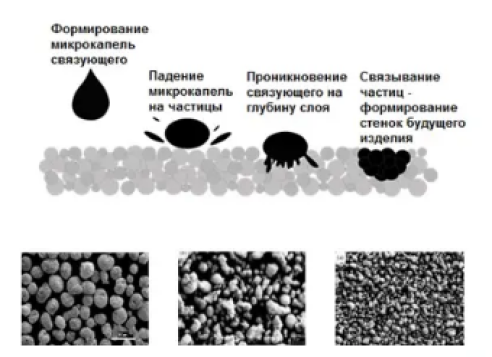
Этапы схематично можно представить так (третий этап может отсутствовать, окончательное спекание может проводиться не в один этап, как на схеме, а в два):


Исторически первыми в области металлической печати была фирма Extrude Hone ProMetal, основанная в 1995 году, и получившая в 1996 году патент на технологию от Массачусетского технологического института (MIT, США). В 1998 году была выпущена на рынок первый принтер для печати «зеленых» металлических заготовок для последующего спекания - ProMetal RTS-300.
Технология была несовершенна, детали получались слишком рыхлые, пористые. Усадка при спекании в единую, монолитную деталь превышала 20% и была разная по осям XY и оси Z (имеются ввиду оси ориентации детали при 3D-печати в принтере), при спекании часто происходило коробление детали из-за неравномерного распределения порошка.
Все это приводило к тому, что на практике детали до конца не спекали, оставляли их пористыми. Такие детали были востребованы в качестве фильтрующих элементов. В случае необходимости получения «плотных» деталей использовалась технология инфильтрации – пористая деталь пропитывалась («инфильтровывалась») более легкоплавким металлом/сплавом, в результате получалась своеобразный металлический «композит» из двух разных металлов/сплавов. Такие «композиты» принято называть термином «псевдосплавы».
Классическим было сочетание «нержавеющая сталь/бронза», но как варианты были возможны «малоуглеродистая сталь/чугун», «железо/латунь», «железо/бабит» и т.п..
Со временем технология совершенствовалась, нарабатывалась теоретическая база, улучшались способы нанесения порошка. Например, фирма Exone использует ультрзвук для облегчения дозирования порошка, и специальные валики для распределения и уплотнения порошка
Пример системы дозирования порошка от Exone:
Примерно с начала 10-х годов XXI века появилась возможность избегать коробление деталей из-за неравномерности нанесения порошка, математические модели для проектирования формы «зеленой» заготовки с учетом последующей усадки при спекании (которая в настоящее время составляет около 20%, причем по оси XY усадка немного меньше, чем по оси Z).
Как вариант – возможно использования специальных обмазок для снижения коробления
Все это привело к популярности такой технологии и таких 3D-принтеров у производителей. Вот перечень производителей такого оборудования:
ExOne – производит 3D-принтеры для печати металлическим порошком с 1997 года
GE Additive – вышел на рынок с принтером H1 в 2017 году, в настоящее время свернул работы по это технологии.
Desktop Metal, Inc. Так же первые принтеры вывела на рынок в 2107 году
Digital Metal, первый 3D-принтер по этой технологии выпустила в 2018 году
Знаменитая НР (Hewlett-Packard) проводила опыты над этой технологией с 2018 года и в 2022 году вывела на рынок свои модели принтеров
В нашей стране AM.TECH предлагает такие 3D-принтеры с 2022 года. Правда, неизвестно – реально ли они выпущены, либо просто имеются в каталогах.
Пример оборудования, выпускаемого этими фирмами:
Пример рекламных фото напечатанных и спеченных деталей:
Увеличение интереса к данной технологии привело к слияниям и поглощениям - Desktop Metal, Inc в 2021 году приобрела ExOne, в 2023 году завершена сделка по приобретению Markforged фирмы Digital Metal у концерна Höganäs Group.
Учитывая, что данная технология требует наличия специальных печей для спекания и персонала, обученного спеканию и обслуживанию печей – цена «входа» определяется в эту технологию для новичка может оказаться неподъемной. А вот для предприятий, уже осуществляющих изготовления деталей по PIM/MIM технологиям приобретение таких принтеров может быть очень выгодным с точки зрения диверсификации производства и возможности изготовления деталей в единичном экземпляре или мелкими партиями, а так же деталей со сложной геометрией.
Одно время предлагалась следующая бизнес-модель – предприятия покупают сравнительно дешевые 3D-принтеры, печатают детали, и отправляют их в специализированное предприятие для последующего спекания. Но такая модель «не взлетела». Предприятиям, имеющим оборудование для спекания – проще самим купить 3D-принтер и изготавливать детали «на заказ» по 3D_модели заказчика.
Насколько эта технология будет востребована в будущем – покажет время, но мне кажется, что она будет очень востребована, т.к. не изменяет традиционные технологические цепочки, а удачно встраивается в них, расширяя возможности традиционной MIM-технологии.
Предыдущие статьи по теме: