Любой начинающий сварщик обращал внимание на таблицу с рекомендуемыми значениями сварочного тока, которая расположена на каждой пачке с электродами. В не зависимости какое покрытие электродов или марка, на каждой пачке указаны эти значения.
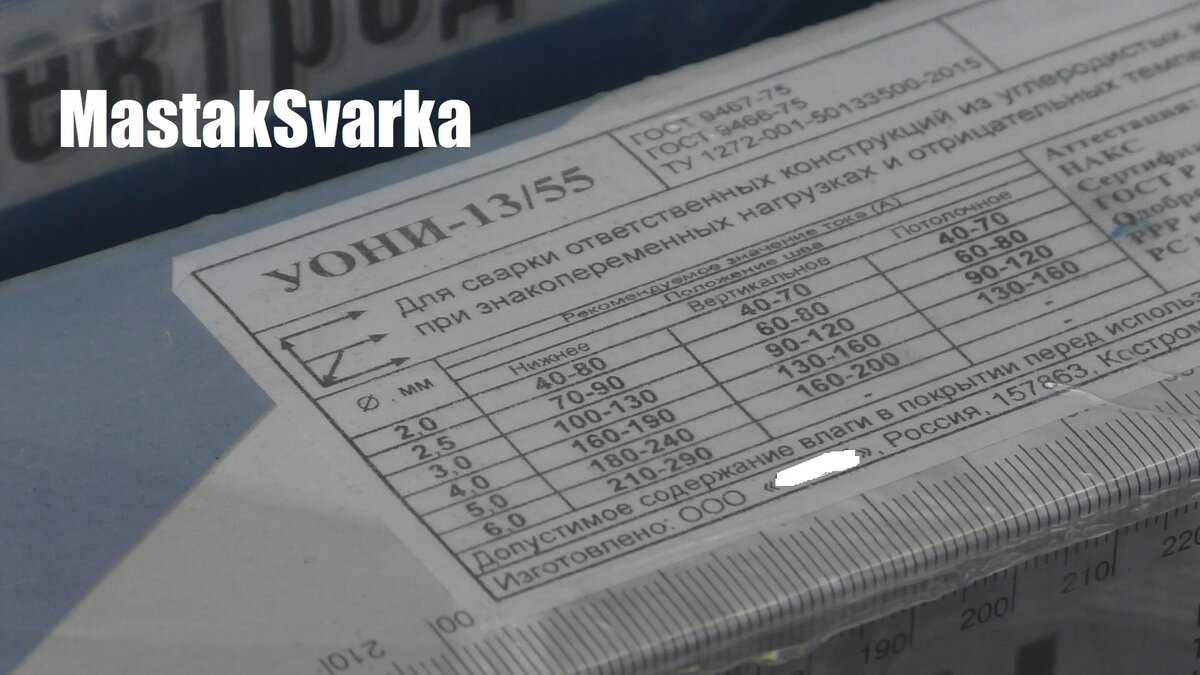
Я решил представить себя на месте начинающего сварщика и проварить несколько сварных швов на тех значениях, которые представлены на одной из таблиц. За пример я взял электроды марки УОНИ 13/55 диаметром 3 мм. В таблице указаны следующие значения; нижнее положение 100-130 А, вертикальное 90-120 А.
На отдельной детали я проварил два сварных шва в нижнем положении на токе 100 и 130 А. Разницы на внешний вид сварных швов не было никакой. Единственное, что отличало сварные швы, это увеличенное разбрызгивание при большем токе.

Как вы могли заметить, я сваривал на металле толщиной 10 мм, это достаточно большая толщина. А что, если на том же сварочном токе попробовать проварить профильную трубу. На трубе 40*40 мм мгновенно образовался прожог. Сварочный ток 100 А для тонкой профильной трубы оказался слишком велик. Отсюда мы можем сделать вывод, что сварочный ток указанный в таблице на пачке с электродами указан верно лишь для металла большой толщины.
Тот же эксперимент я провел и для вертикальных сварных швов. Согласно таблице я проварил два шва на токе 90 А и 120 А. В результате образовывается наплыв сварного шва, вы можете видеть его на фото ниже.
Мы можем подвести небольшой итог из данного эксперимента, что сварочный ток указанный на пачке электродов всего лишь рекомендуемое значение, на которое нет смысла обращать внимание. Качественно настроить сварочный ток можно только методом ручной настройки, на отдельной тренировочной детали для каждой толщины металла в отдельности.