На протяжении многих последних лет среди моделистов периодически всплывает и вновь начинает обсуждаться тема изготовления решеток разного вида и назначения для целей стендового судомоделизма. И это при том, что в целом вопросы технологии для изготовления наиболее применяемых их разновидностей довольно хорошо разработаны. Сегодня при наличии даже среднего уровня оснащенности моделистам, как правило, в типичных ситуациях удается получать вполне приемлемые результаты. Предметом же для обсуждения, обычно, становятся вопросы изготовления решеток “сложной” конструкции или обычных, но с ячейками очень маленьких размеров (0,3 – 0,7 мм). Актуальность поиска новых решений для изготовления решеток с небольшими размерами ячеек в какой-то степени обусловлена снижением преимуществ станочных способов их изготовления перед ручными приемами работы. Использование торцовых фрез сечением около 0,5 мм значительно замедляет процесс изготовления матрицы за счет вынужденного ограничения скорости подачи и глубины фрезерования за один проход. Кроме того начинает проявляться влияние неоднородности в структуре материала (его свилеватость, и неоднородность плотности) на геометрию и качество фрезеруемой матрицы. Чаще появляется брак в виде разрушения элементов формируемой структуры. К тому же немаловажное значение приобретает доступность инструментария необходимых размеров. Все это побудило меня заняться разработкой ручных способов изготовления подобных изделий.
Сегодня в рубрике “голь на выдумки хитра” я хочу предложить вашему вниманию один из множества разработанных в свое время способов изготовления подобных деталей. Способ прост в реализации и не требует наличия дорогостоящего оборудования. Ориентирован на изготовление решеток 0,4 – 0,5 мм, но может быть применен и для изготовления изделий с более крупными ячейками. Несмотря на малые размеры гребней “гребенок”, вероятность их повреждения на этапе окончательной сборки детали сведена к минимуму.
Предлагаемый способ, можно сказать, объединяет две основные идеи изготовления рустерных решеток. На первом этапе, с помощью инструмента для формирования миниатюрного шипового соединения, из реек делаются гребенки с “обушком”. Затем из этих гребенок собирается матрица. Последовательность действий отражена в картинках.
Сначала из обычных реек с толщиной равной по величине стороне будущей ячейки собирается на клею широкая рейка.

Из нее с помощью специального инструмента (о его устройстве я не раз писал в предыдущих публикациях) формируются рейки с обушком. В качестве обушка подклеивается рейка той же толщины.
Далее из готовых гребенок формируется трехмерное пространство по конфигурации аналогичное результату, получаемому после завершения процесса фрезерования матрицы для сборки рустерных решеток.
И наконец, в готовые пазы аккуратно вклеиваются рейки замыкающие стороны ячеек.
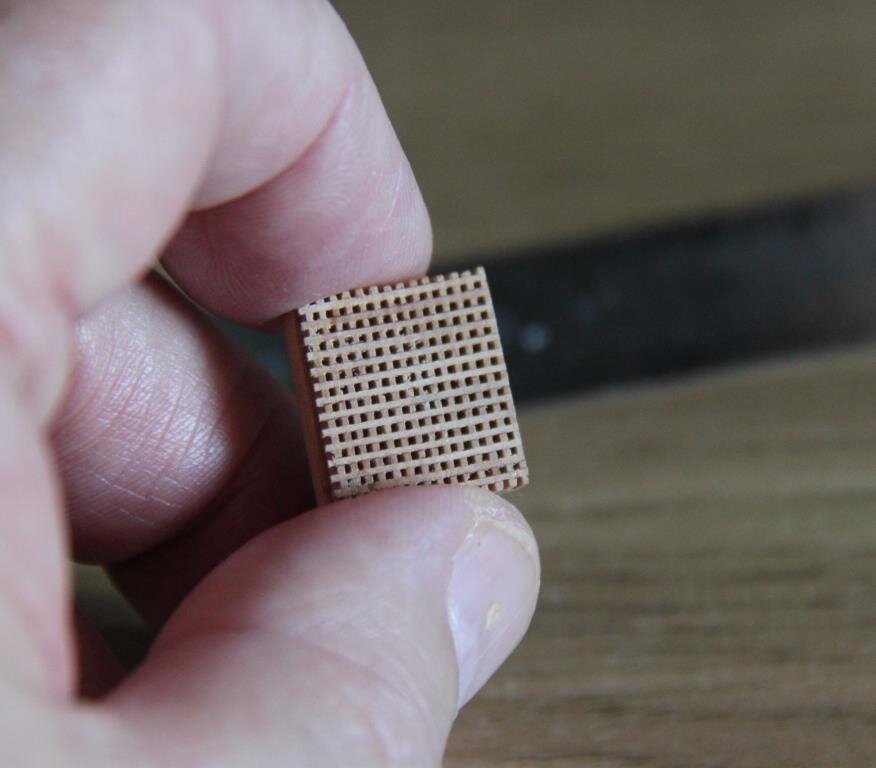
На следующей картинке для наглядности показано как может выглядеть гребенка для решеток с ячейками 0,4 и 0,5 мм.
На картинке видно, что в данном случае оси отдельных гребней совпадают в них с расположением волокон древесины, что и обеспечивает им высокую механическую прочность даже при очень малых размерах.
На этом на сегодня все. До встречи на канале.