Горячая объёмная штамповка ГОШ — это процесс объемной деформации нагретой до высоких температур заготовки в штампе. Данный метод позволяет изменять форму и размеры металлической заготовки благодаря комбинации температуры и силы удара или давления, что обеспечивает высокую точность и хорошие механические свойства. Заготовки, полученные методом ГОШ, называются штампованными поковками.
Этапы процесса ГОШ:
1) Нагрев заготовки до температуры, необходимой для деформации, но не приводящей к плавлению металла.
2) Затем заготовка помещается в штамп, где под действием пресса она приобретает необходимую форму.
Горячая штамповка применяется для производства сложных компонентов, таких как детали автомобилей, самолетов и другого оборудования, где требуется особая прочность и точность.
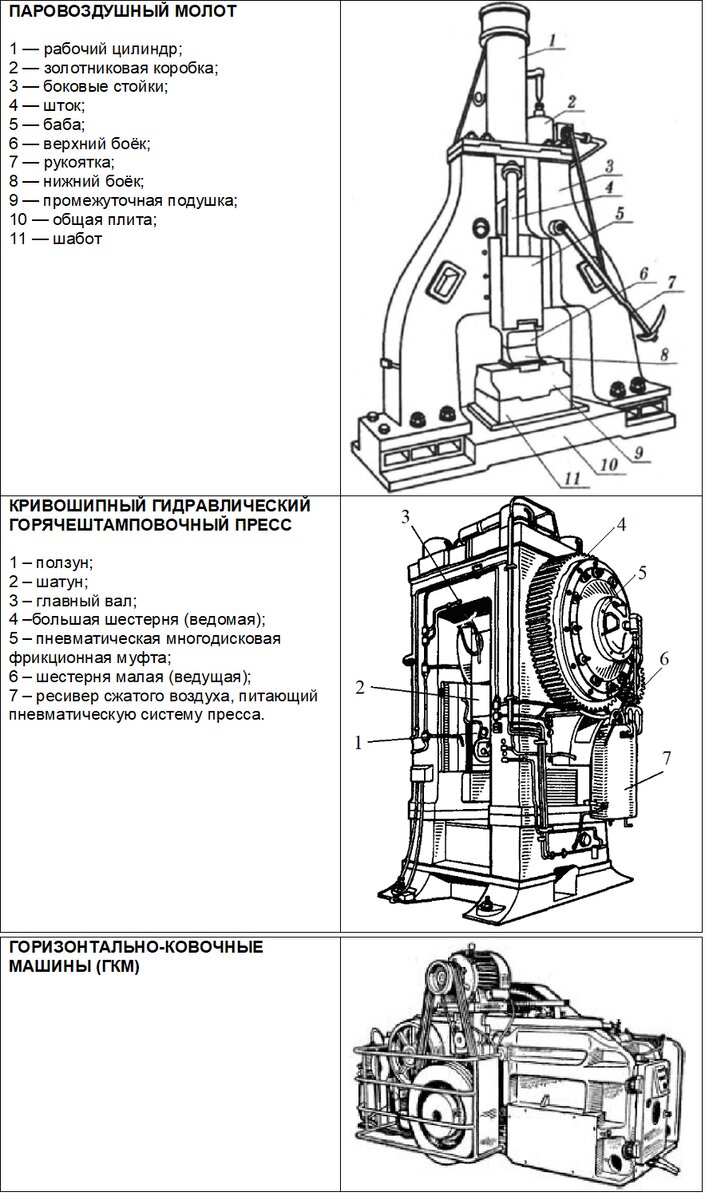
ГОШ выполняется на следующем оборудовании:
Штамповая оснастка определяет качественные характеристики штамповки и может составлять до 30% от стоимости.
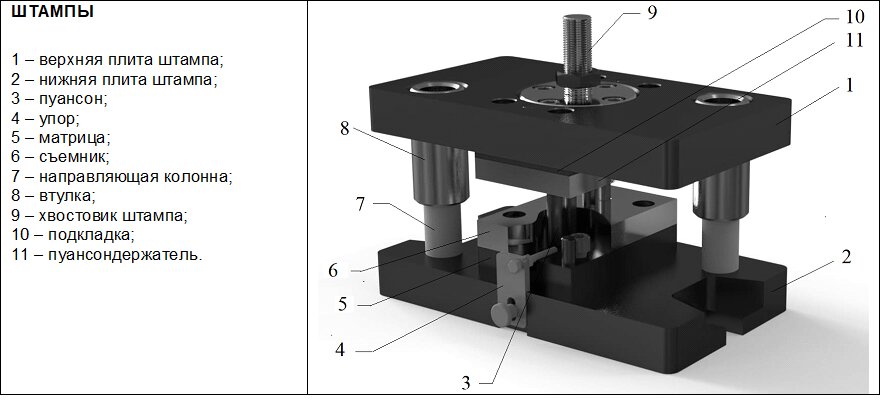
Штамповая оснастка содержит:
Деформация нагретого металла осуществляется в ручье штампа, внутренняя полость которого имеет профиль конечного изделия.
Штампы бывают различных видов:
· Открытые — позволяют изготавливать изделия разнообразной формы;
· Закрытые — предназначены для изготовления деталей, имеющих форму тел вращения;
· Одноручьевые и многоручьевые.
1) Штамповка в одноручьевых открытых штампах
В таких штампах зазор между его неподвижной и неподвижной частями переменный, в него выдавливается заусенец (облой), перекрывающий выход из полости штампа и способствующий его полному заполнению металлом. В последствии заусенец удаляется.
Данный метод позволяет получать заготовки всех типов.
Главный недостаток данного метода:
· Потери металла на заусенец.
· При обрезании облоя, волокна стали разрываются, что ухудшает качественные характеристики штамповки.
1) Штамповка в одноручьевых закрытых штампах
Отличие штамповки в одноручьевых закрытых штампах от предыдущего заключается в том, что процесс деформации проходит в полностью закрытой полости штампа. Размер зазора между движущимися и статическими частями штампа маленький и неизменен, что исключает возможность образования облоя. Конструкция закрытых штампов варьируется в зависимости от типа используемого оборудования: например, на прессах нижняя часть штампа может быть выполнена с полостью, а верхняя — с выступом, в то время как на молотах наоборот. Также закрытый штамп может содержать разъемы, расположенные под прямым углом друг к другу.
Использование закрытых штампов предоставляет несколько значимых преимуществ по сравнению с открытыми:
· Повышается качество поковок и точность их размеров;
· Отсутствие заусенца приводит к снижению расхода металла, что увеличивает коэффициент его использования до 0,75-0,8;
· Уменьшается трудоемкость процесса и сокращается время технологического цикла, так как не требуются операции по обрезке заусенцев.
Однако у штамповки в закрытых штампах есть и определенные недостатки:
· Высокие давления, действующие во время процесса, снижают стойкость штампов.
· Точность габаритов штамповки зависит от точности размеров используемых заготовок: если объем заготовки меньше необходимого, получить нужную конфигурацию поковки не удастся, а при избыточном объеме поковка окажется слишком толстой. Поэтому закрытая штамповка чаще всего применяется для изготовления поковок простой формы и наиболее эффективна в условиях массового или крупносерийного производства.
Этот метод широко используется в автомобильной и тракторной промышленности, где требуется высокая степень стандартизации процессов.
Классификация поковок, изготовленных на кривошипных горячештамповочных прессах (КГШП)
Штамповки (КГШП), классифицируют в зависимости от:
- характера течения и формоизменения металла на:
- штамповки, изготовленные преимущественно осадкой;
- штамповки, полученные выдавливанием;
- конфигурации и трудности изготовления:
Преимущества и недостатки ГОШ по сравнению с ковкой:
Преимущества:
· Горячая объемная штамповка (ГОШ) обладает значительно большей производительностью по сравнению с ковкой;
· Обеспечение высокой воспроизводимости формы и точности размеров штамповок, что снижает расход металла и уменьшает стоимость готовых изделий;
· Качество поверхности штампованных деталей выше, что уменьшает затраты на последующую мех.обработку;
· Позволяет производить заготовки сложной конфигурации, которые невозможно изготовить методом ковки без напусков.
Недостатки:
· Существует ограничение на вес получаемых штамповок до 3,5 тонн;
· Штамповка требует применения значительно больших деформирующих усилий чем ковка, что влечет за собой необходимость использования более мощного оборудования;
· Штамп для ГОШ обладает более сложной конструкцией (чем ковочное оборудование) и изготавливается индивидуально для каждой партии продукции, что делает их стоимость высокой. ГОШ экономически оправдана в условиях многосерийного производства.
Выбор производителя стальных штамповок
Основные критерии, на которые стоит обратить внимание при выборе производителя стальных штамповок ГОШ:
· Качество продукции:
o Сертификация и соответствие стандартам качества (например, ISO 9001).
o Наличие современного оборудования и технологий.
o История поставок качественных изделий и положительные отзывы клиентов.
· Квалификация:
o Опыт работы в отрасли и специализация на определенных типах штамповок.
o Наличие квалифицированных инженеров и технических специалистов.
o Способность разрабатывать и модифицировать дизайн штамповок по спецификации заказчика.
o Возможность поставщика проектировать и изготовлять штамповую оснастку самостоятельно.
· Производственные мощности:
o Объемы производства в соответствии с потребностями заказчика.
o Время выполнения заказа и соблюдение сроков поставки.
· Ценовая политика:
o Конкурентоспособные цены и гибкость ценообразования.
o Политика скидок при больших объемах заказов или долгосрочном сотрудничестве.
· Надежность и стабильность:
o Финансовая стабильность и репутация компании на рынке.
o Гарантии и условия послепродажного обслуживания.
o Поддержка клиентов и доступность технической поддержки.
Выбирая производителя стальных штамповок, важно тщательно оценить все эти аспекты, чтобы обеспечить оптимальное соотношение цены, качества и условий поставки.