Окраска на заводах в начале 60-х годов прошлого века была связана с несовершенством штампов и технологии сварки автомобильного железа до поступления на участок окраски. Дефекты кузовных панелей выравнивались путем напайки олова или напыления пластмассы. Далее процесс происходит практически так же, как и на современном производстве, но материалы, применяемые в то время, отличаются от тех, которые создала мировая химическая промышленность к сегодняшнему дню.
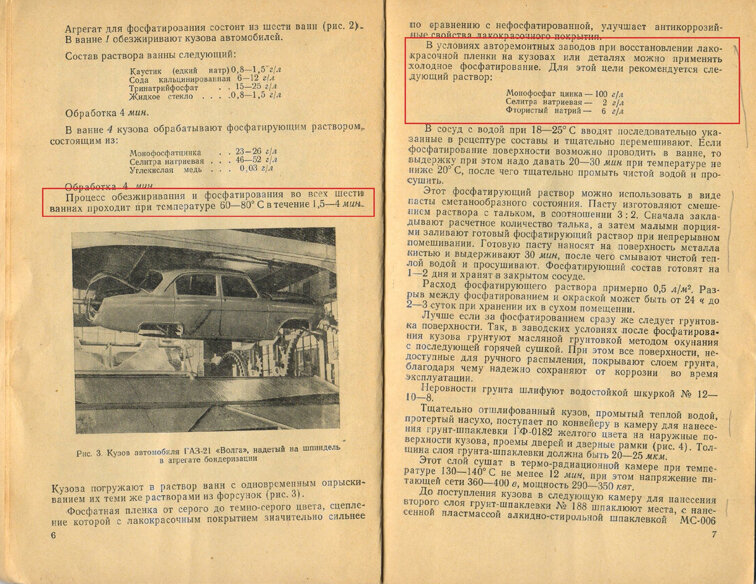
Кузова проходят ступенчатую подготовку метала к окраске в 6-ти ваннах. Это включает очистку, активацию, фосфатирование и пассивацию. Металл улучшает характеристики адгезии к последующим наносимым слоям и получает защиту от коррозии. Обратите внимание, что температура растворов составляет 60-80 °C – это практически кипяток, но только в таких условиях возможно качественно осуществить процессы. Обработка фосфатирующим грунтом в условиях СТО не может сравниться по эффективности с промышленным горячим фосфатированием.