Определяя степень удаления коррозии, а также очистки поверхностей из стали перед покраской, необходимо учитывать следующие стандарты:
- отечественный ГОСТ 9.402-80 «Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием»;
- международные ISO 8501-01-1988 (или ISO 8501-1:2007 в редакции 2007 года, которая является последней) и ISO 8504-1992.
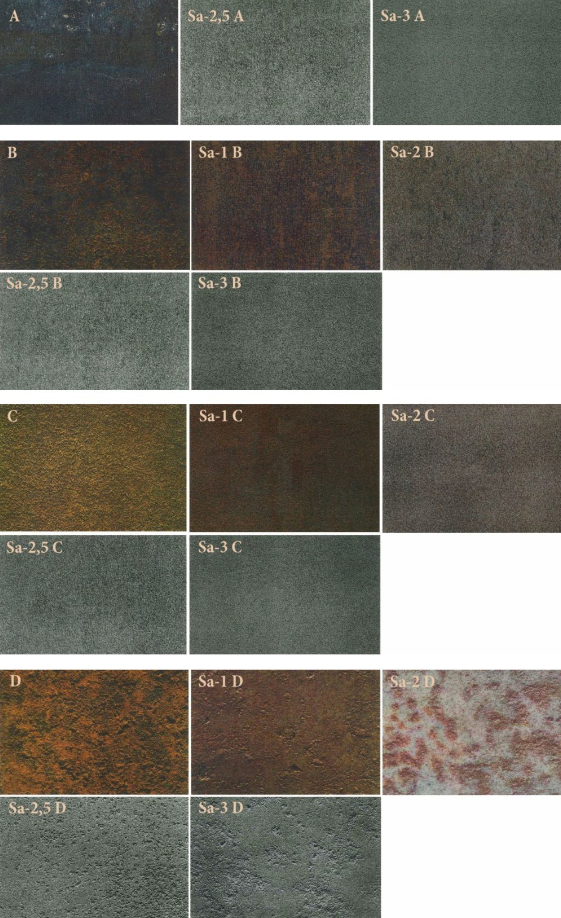
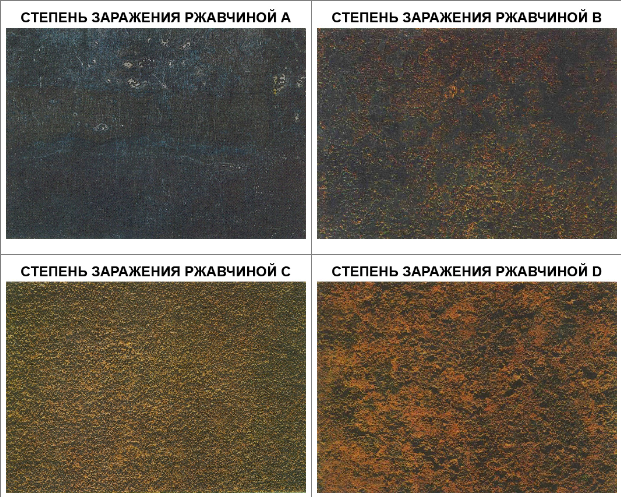
Выделяются следующие уровни заражения ржавчиной:
A. Стальная поверхность в значительной степени покрыта окалиной, но не затронута ржавчиной (или затронута незначительно);
B. Стальная поверхность, которая стала ржаветь и с которой начала осыпаться окалина;
C. Стальная поверхность, с которой осыпается окалина и откуда она может быть удалена с легким видимым питтингом;
D. Стальная поверхность, с которой отвалилась окалина, но с легким питтингом, который виден невооруженным глазом.
Подготовка поверхностей вручную либо при помощи электроинструментов. Под подготовкой понимаются скобление, зачистка проволочными щетками и механическими щётками, шлифовка (обозначается буквами «St»).
ISO-St Обработка вручную и электроинструментами
Обработка вручную и электроинструментами. Перед очисткой поверхностей вручную или посредством электроинструментов толстые слои ржавчины следует удалить методом обрубки. Видимые загрязнения (масло, жир, грязь) также удаляются. После очистки должна быть очищена от отслаивающейся краски, пыли.
ISO-St 2 Тщательная очистка вручную и электроинструментами
Тщательная очистка вручную и электроинструментами. При визуальном осмотре подложка должна быть чистой от видимых следов масла, жира, грязи, краски, плохо прилегающей окалины, ржавчины и посторонних веществ.
ISO-St 3 Очень тщательная очистка вручную и электроинструментами
Очень тщательная очистка вручную и электроинструментами. По сути то же самое, что и St 2, но подложка должна быть очищена намного более тщательно — до металлического блеска.
Подготовка поверхности способом пескоструйной обработки (обозначается буквами "Sa")
ISO-Sa Пескоструйная очистка
Перед тем, как приступить к пескоструйной очистке, толстые слои ржавчины должны удаляются методом обрубки. Видимые масляные и жировые загрязнения, грязь также удаляются. После пескоструйной обработки подложка должна быть очищена от пыли и мусора.
ISO-Sa 1 Лёгкая пескоструйная очистка
Осмотр невооруженным глазом должен показать, что поверхность чиста от видимых масляных, жировых пятен и грязи, а также от окалины с плохим прилеганием, ржавчины, краски и прочих посторонних веществ.
ISO-Sa 2 Тщательная пескоструйная очистка. Степень очистки составляет не менее 76% поверхности. Визуально поверхность выглядит чистой от масляных, жировых пятен и грязи, от большей части окалины, ржавчины, краски и других посторонних веществ. Остаточные загрязнения имеют плотное прилегание.
ISO-Sa 2,5 Очень тщательная пескоструйная очистка. Степень очистки — 96% чистой поверхности. Проверка невооруженным взглядом показывает, что поверхность зачищена от видимых масляных, жировых пятен и грязи, от большей части окалины, ржавчины, краски, иных посторонних веществ. Остаточные следы заражения могут присутствовать только в форме едва заметных полос и пятен.
ISO-Sa 3 Пескоструйная очистка до визуально чистой стали. Степень очистки составляет 99% чистой поверхности При исследовании невооруженным взглядом поверхность выглядит зачищенной от пятен жира, масла, грязи, от большей части окалины и ржавчины, краски и прочих посторонних веществ. Поверхность изделия должна иметь однородный металлический блеск.
ГОСТ 9.402-80 (Россия) "Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием"
Аналогом международного стандарта ISO в России является ГОСТ 9.402-80 "Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием", который определяет четыре степени очистки поверхности черных металлов от окалины и продуктов коррозии:
1 степень (03) - аналог Sa 3
При осмотре с 6-кратным увеличением окалина и ржавчина не обнаруживается.
2 степень (02) - аналог Sa 2 1/2
При осмотре невооруженным глазом не обнаруживается окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои
3 степень (01) - Аналог Sa 2
Не более чем на 5% поверхности имеются пятна и полосы плотно сцепленной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалиной занято не более 10 % площади пластины 25х25 мм
4 степень (01) - Аналог Sa 1
С поверхности удалены ржавчина и отслаивающаяся окалина
В скобках приведены обозначения степени очистки от окислов по СТ СЭВ 5732-86.