После того как ГБЦ побывала в гостях у плоско-шлифовального станка, появилась новая проблема. После двух шлифовок ГБЦ, с нее было снято около 0,21 мм, при допуске завода -не более 0,15 мм. Разница вроде небольшая. Стал разбираться, почему в руководстве такие цифры и чем грозит пренебрежение данным требованиям.
В руководстве указана величина утопания клапанов и тоже допуск 0,15 мм, при этом разность утопания по одному ряду не более 0,07 мм-разница в утопании клапанов ведет к разной степени сжатия по цилиндрам. Итого в сумме 0,22 мм, в принципе с учетом снятие в моем случае 0,21 мм, вроде все в пределах нормы . При том, при установке новых седел и последующей притирке клапанов допуск уже 0,01 мм.

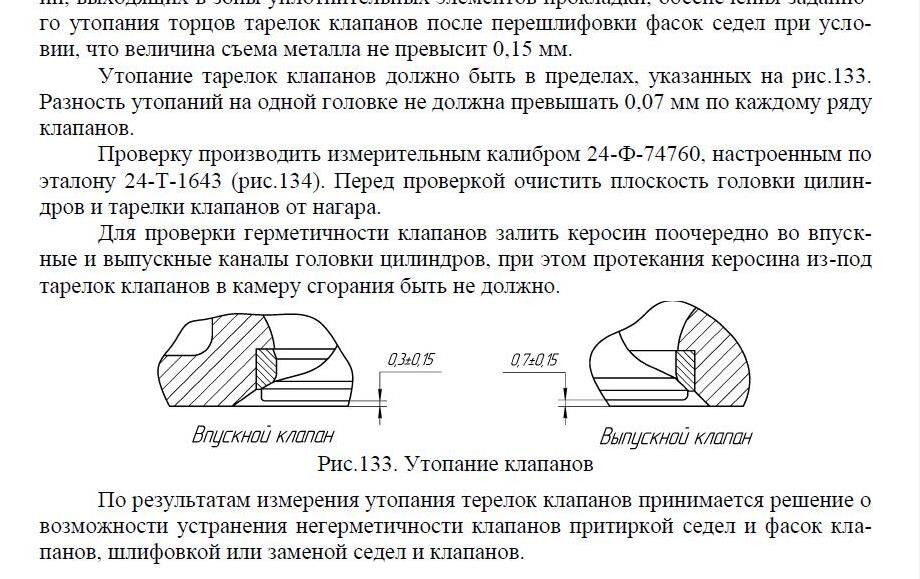
Замеряю щупами фактические значения утопания клапанов. На впуске- 0,1мм, при норме 0,3 мм.
На выпуске 0,25 мм (на станке разбег у индикатора был 0,22-0,27 мм), при норме - 0,7 мм. Могу предположить, что при сборке мотора на заводе, возможно, что то пошло не так:), т.к. фактическая разница между рядами 0,15 мм, вместо 0,4 мм по руководству. Плюс по факту, утопание выпускных клапанов на 0,45мм меньше нормы, а впускных на 0,2 мм, но это уже результат шлифовок. Также можно предположить, что за время эксплуатации клапана просели в седлах.
Эти цифры уже приличные, учитывая, что поршень в ВМТ выступает над плоскостью блока на 0,5мм, а толщина прокладки ГБЦ 1,06 мм. Итого от впускного клапана до поршня всего 0,66 мм.
Отталкиваюсь от того, что до второй шлифовки мотор работал нормально, а цифра в 0,11 мм достоверная, т.к. плоско-шлифовальный станок обрабатывает с высокой точностью. Надо заменить, что до шлифовок, на моторе дважды выходили из строя натяжители цепи и все обходилось, при том, что ездил, довольно продолжительное время, в этот раз, мотор заглох почти моментально и в итоге погнуло все рокера.
Решением в данном случае видится обработка (прирезка) седел клапанов, как минимум на 0,11 мм-величину последней шлифовки. В руководстве указаны рабочие углы фаски седел, но не указаны вспомогательные, при том, что на рисунке как минимум есть верхний, вспомогательный угол. Притиркой в таком случае, наверное вопрос не решить.
Шарошек для седел ЗМЗ 51432 в продаже нет, нашел похожие по параметрам для мотора от мерседес. Если допустить, что шаг между фасками 15 градусов, то нужны фрезы 15, 30,45, 60, 75 градусов и
направляющая 6 мм. В данном наборе фрезы 75 градусов нет, да и сами шарошки, чуть не совпадают по диаметру и возможно их придется доводить на токарном станке.
Есть еще наборы регулируемых фрез Neway и аналогов, но для разового ремонта покупка их думаю не целесообразна.
Идея была прирезать седла шарошками, сначала на угол рабочей фаски. При этом контролировать величину утопания клапана глубиномером, для чего был заказан прибор, с заявленной точностью в 0,02 мм. Потом выполнить вспомогательные верхний и нижний углы, затем итоговую притирку клапанов. Но открытый вопрос -состояние направляющих втулок клапанов и в итоге центровка шарошек. Стал дальше изучать тему и пришел пока к выводу, что в продолжение обработки на плоскошлифовальном станке, теперь нужен высокоточный станок для правки седел и такие станки есть, например SERDI.
Кстати, как мне ответили, станок тоже центруется по втулкам и если они в плохом состоянии их придется заменить. Читал, что после обработки седел на станке, притирка вроде не потребуется. Риск притирки в шаржировании-внедрении абразива на поверхностях клапана, седла и втулки, с последующим быстрым выходом их из строя.
Величины углов рабочей и вспомогательных фасок влияют на работу мотора, с учетом обработки впускного и выпускного коллектора ГБЦ, можно попытаться увеличить например тягу мотора на низах или работу мотора на высоких оборотах, положительный опыт вроде в этой теме есть.
В общем пока в поиске подрядчика на работы по ремонту ГБЦ. Прибор пригодится проверить результат. Также куплены новые пружины клапанов (их замена рекомендуется после 200к. пробега) и маслосъемные колпачки. Возможно понадобится торцевание клапанов на величину прирезки, т.к хода гидроопор может не хватить и пр.пр., о чем при любом результате, постараюсь рассказать. С надеждой на положительный результат.
Будьте здоровы!
Полезные видео на тему: