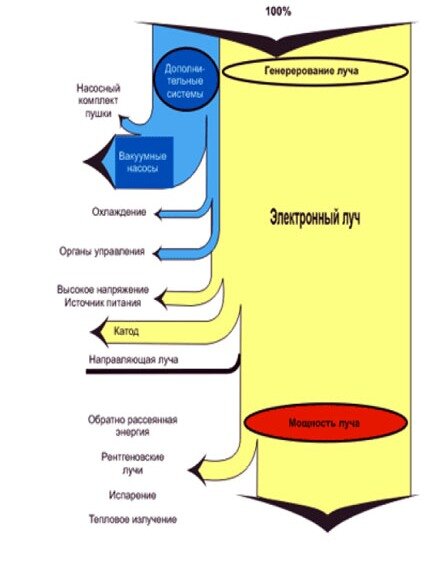
Изготовление заготовок деталей наплавкой проволоки методом электронно-лучевой сварки (ЭЛАП. ЭЛАТ, ЭЛПП, EBAM) имеет много достоинств:
1. Высокая скорость изготовления деталей
2. Высокие механические свойства деталей – выше, чем у традиционных технологий изготовления. Отсутствие пористости и шлаковых включений. Возможность работы с тугоплавкими металлами.
3. Отсутствие традиционных проблем с неподготовленностью кадров
Остановимся поподробнее:
1. Высокая скорость изготовления деталей связана с возможностью изготовления электронно-лучевых пушек большой мощности. Единственная технология, сопоставимая по скорости выращивания деталей – электронно-дуговая наплавка (WAAM).
В целом электронно-лучевая наплавка очень экономична и намного эффективнее лазерной, плазменной наплавки.
2. Насчет механических свойств деталей. Тут вопрос несколько сложнее.
Обычно любая аддитивная технология дает механические свойства деталей хуже, чем традиционные технологии.
Правда, есть нюансы – механические свойства – это комплекс свойств. Например, детали из легированных инструментальных сталей, напечатанные на SLM 3D-принтерах более хрупкие и менее пластичные, чем полученные традиционными методами. Зато более прочные и твердые. Поэтому пресс-формы для литья пластмасс под давлением получаются более стойкими и долговечными. А режущий инструмент приходится долго термообрабатывать, но он все равно уступает «традиционному». А штампы для штамповки металлических изделий вообще на SLM 3D-принтерах никто не изготавливает.
И в случае с ЭЛАП общее правило, в общем, работает – детали, выращенные на ЭЛАП по механическим свойствам, безусловно, хуже деталей, изготовленных традиционным способом из заготовок, полученных методом электронно-лучевого переплава.
Но это если сравнивать с электронно-лучевым переплавом. А если сравнивать с «обычным» производством – обычными поковками, литьем, прокатом – то качество металла намного лучше.
При электронно-лучевой наплавки проволоки нет пор. Практически нет шлаковых включений. Нет растворенных газов.
Напомню, что при электронно-лучевом сплавлении порошка есть поры – из-за неполного сплавление порошка. И возможны шлаковые включения – из-за загрязнения и окисления поверхности порошка.
Еще одна причина высоких механических свойств – более низкие термические напряжения, по сравнению с другими видами наплавки.
Наплавка осуществляется в вакууме, охлаждение конвекцией отсутствует, что обеспечивает более плавное охлаждение зоны сварного шва и самой заготовки и снижает термические напряжения.
Эта технология позволяет делать заготовки из тугоплавких металлов – вплоть до вольфрама.
3. Несмотря на сложность оборудования, традиционных для аддитивной отрасли проблем с отсутствием грамотного персонала нет. Это связано с «Традиционностью» технологии.
Например, в случае с FDM или mSLA 3D-принтерами, несмотря на их простоту, подготовленных кадров просто нет. Никто не знает, чему и как учить, все специалисты – в сущности, самоучки.
Никто не знает, как правильно обслуживать принтеры – какие смазки использовать для рельсовых направляющих, какие адгезивы лучше, как правильно дозасвечивать детали и т.п.
В случае ЭЛАП обслуживание ЭЛАП установки принципиально не отличается от обслуживания других электронно-лучевых установок – например установок электронно-лучевой сварки.
Недостатки технологии ЭЛАП:
1. Опасность оборудование
2. Сложность и дороговизна оборудования
3. Ограничение на геометрию изделия
4. Невозможность изготовления конечных деталей – только заготовок
5. Сложность подготовки управляющих программ.
Рассмотри их поподробнее:
1) Опасность оборудования.
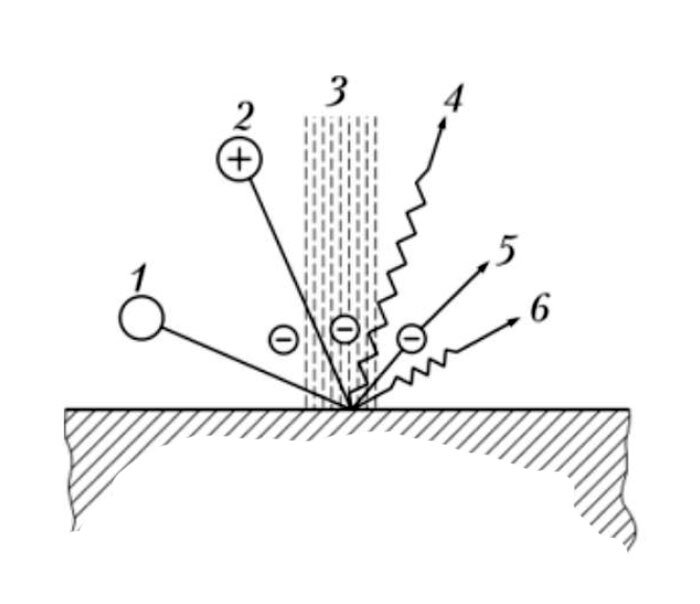
Процесс встречи электронного луча с металлом сопровождается целым рядом явлений, из которых самое опасное – тормозное рентгеновское излучение, которое может быть опасно для персонала.
Вторая опасность – высокое напряжение (порядка 60 кВ), подающееся на электронную пушку. Учитывая высокие мощности (не менее 3 кВт) такое напряжение, в случае нарушения изоляции, способно убить персонал.
2) Сложность и дороговизна.
Для обеспечения работы необходимы вакуумные насосы, герметичная камера, многоосевые манипуляторы.
Все это не может стоить дешево и все это достаточно сложно. Как в проектировании, так и в эксплуатации.
3) Ограничения на геометрию.
Минимальная толщина стенки – 5 мм.
Припуски для последующей мехобработки – 1,2..1,5 мм
Точность – 0,5..0,8 мм
Опорные структуры – нежелательны, т.к. их минимальная толщина будет 5мм, а прочность – как у основного металла, что влечет за собой большие затраты на их удаление.
Мосты – недопустимы. Нависания – нежелательны, максимальный угол нависания 45 градусов к вертикали, желательно не более 25…30 градусов.
Полые детали недопустимы в связи с невозможностью механической обработки.
Именно поэтому шар-баллоны свариваются из двух напечатанных заготовок после мехобработки.
При допустимости отсутствия мехобработки возможно печать полых внутри изделий.
Все эти ограничения требуют для возможности печати более-менее сложных объектов многоосевые манипуляторы. Минимально требуется двухосевой манипулятор на платформе построения (вращение в двух плоскостях) и двухосевое перемещение (по осям Z и Y) печатающего узла. Это минимум, без которого невозможно печатать более-менее сложные заготовки.
4) Поверхность наплавки металла проволокой, как ей не управляй – волнистая. Точность границ наплавки, вне зависимости от точности и дискретности позиционирования проволоки – не лучше 0,5…0,8мм. На крупногабаритных принтерах может накладываться ошибки дискретизации и особенности «нарезки» слоев в слайсере. В большинстве случаев такое качество поверхности недостаточно, и требуется мехобработка.
В некоторых случаях качество поверхности достаточно для конечного изделия.
5) Сложность подготовки управляющей программы.
Затраты на подготовку управляющей программы могут занимать до недели и больше.
В основном это связано с дорогостоящей и длительной печатью – у технолога нет «права на ошибку».
В целом подготовка управляющих программ состоит из следующих этапов:
Шаг 1. На основе чертежей или трехмерной модели готового изделия проектируется CAD-модель заготовки – задаётся припуски на механическую обработку, проверяются ограничения по минимальной толщине стенки и на геометрию, при необходимости модель разбивается на части.
При необходимости - осуществляется экспорт в stl-формат, напрмиер в случае установок производства ТЕТА.
Шаг 2. В CAM-программе (или специализированном слайсере - например TetaCEW длу установок ТЕТА) составляется управляющая программа для наплавки, запускается эмуляция. Если все нормально – переход к следующему шагу, если нет – возврат на шаг 1 и изменение геометрии заготовки.
Шаг 3. В CAM-программе делается управляющая программа для станков с ЧПУ на мехобработку заготовки. Запускается эмуляция. Если все нормально – управляющие программы готовы. Если нет – возврат на шаг 1 и изменение геометрии заготовки.
В случае простой геометрии все это можно выполнить за несколько часов в пределах рабочего дня.
В случае сложных по геометрии деталей – процесс может занимать несколько рабочих дней – неделю и больше.
Справедливости ради следует отметить, что все детали, демонстрируемые как у нас, так и зарубежом – относительно простой геометрии, в основном тела вращения или что-то подобное. Вряд ли разработка управляющих программ для таких изделии заняла более рабочего дня.
В целом, несмотря на недостатки данная технология имеет большие перспективы для применения в аэрокосмической отрасли, атомной промышленности, химическом, энергетической и нефтяном машиностроении, газовой промышленности – там, где крутятся большие деньги, серийные изделия выпускаются объемами 1…100 штук в год, и где высокие требования к качеству.
В другие области вряд ли она когда-нибудь проникнет из-за высокой стоимости оборудования и сложности обслуживания.
Хотя, в Турции один судостроительный холдинг приобрел такой принтер для использования в гражданском судостроении.
Предыдущие статьи по теме:
Обзорная статья по группе технологий «Прямой подвод энергии и материала»
Путеводитель по каналу