По этой технологии деталь выращивается при помощи различных видов наплавки металла.
Нормативные документы это трактуют так:
Процесс прямого подвода энергии и материала — процесс аддитивного производства, в котором тепловая энергия используется для соединения материалов путем сплавления по мере их нанесения
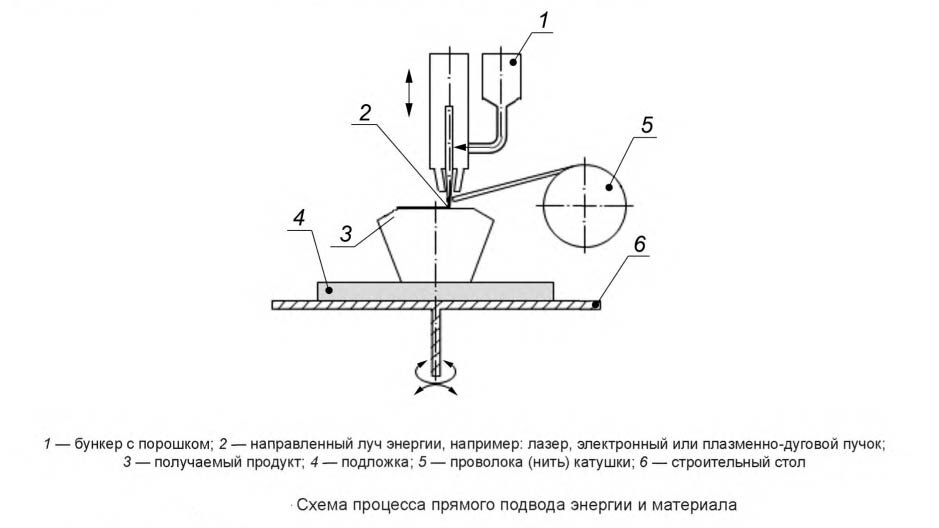
Сырье: порошок или проволока, как правило, из металла; для определенных применений к основному веществу могут быть добавлены керамические частицы.
Механизм связи: термическая реакция связывания — плавление и застывание.
Источник активации: лазер, электронный луч или плазма.
Вторичная обработка: улучшение состояния поверхности, например: механическая обработка, микровзрывные работы, лазерное оплавление, шлифовка или полировка и улучшение свойств материала (например, термообработка).
Данную технологию можно разделить на две группы – подача материала в виде проволоки и прутка и подача материала в виде порошка - см. диаграмму
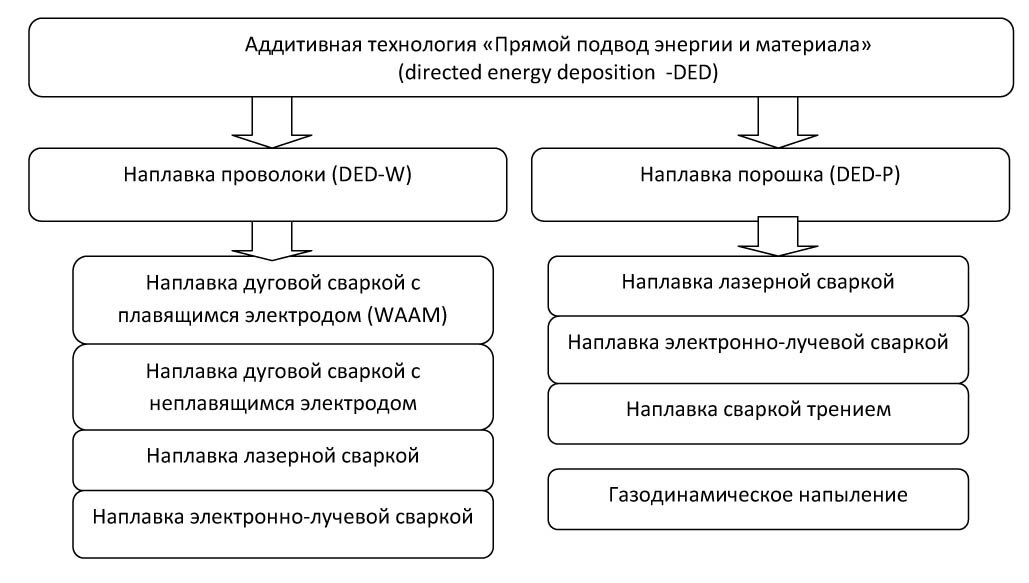
По видам сварки можно выделить:
-наплавку проволоки плавящимся электродом (WAAM – самая простая и перспективная технология)
- наплавку проволоки неплавящимся электродом (в основном на базе аргонно-дуговой сварки)
- наплавка порошка или проволоки лазерной сваркой
- наплавка порошка или проволоки электронно-лучевой сваркой
- наплавка порошка ротационной сваркой трением с использованием вращающегося сопла.
Отдельно следует выделить газодинамическое напыление – при его использовании деталь выращивается за счет напыления порока материала в струе с высокой скоростью.
Особенность этих технологий в том, что они могут использоваться как для восстановления и ремонта изношенных деталей, так и для 3D-печати новых деталей/заготовок с нуля.
Построение всегда ведется от металлического предмета, при печати возникают сильные напряжения, что требует мощных опорных структур и, как следствие, более простую геометрию печатаемых деталей.
Так же следует помнить, что электронно-лучевая плавка возможна только в вакууме.
Данное направление аддитивных технологий бурно развивается и у него большое будущее.
Самой перспективной для широкого использования является технологии WAAM – наплавка материала дуговой сваркой. Фактически для этой технологии ничего изобретать не надо – берется робо-рука или портальная конструкция ЧПУ-станка и оснащается головкой сварочного полуавтомата. Стоимость данного оборудования получается сравнительно небольшой для 3D-принтеров для печати металлом. Правда выбор материала для выращивания деталей на таком оборудовании ограничен в основном сталью различных марок.
Вторым по перспективности может стать технология, использующая аргонно-дуговую сварку («плазменная» наплавка в зарубежной терминологии) с неплавящимся электродом. Оборудование несколько сложнее, зато есть возможность выращивать детали из алюминия или титана.
Третьем по перспективности может быть технология газодинамического напыления. Данное оборудование не может быть дешевым, но зато на нем можно достить высоких скоростей выращивания, недоступных при наплавке металла, и меньше напряжения при выращивании детали.
Оборудование с лазерной наплавкой и электронно-лучевой наплавкой, безусловно, тоже будет развиваться, но вряд ли получит широкое распространение из-за высокой стоимости оборудования.
Подборка статей о разновидности технологий DED:
Статьи про электроно-лучевую наплавку проволоки:
Статьи про прямое лазерное выращивание:
Статьи про наплавку сваркой трением