По этой аддитивной технологии в вакууме при помощи электронной пушки наплавкой проволоки выращивается готовое изделие. В нашей стране используется аббревиатура ЭЛАТ – электронно-лучевая аддитивная технология для обозначения группы технологий и ЭЛПП – электронно-лучевое плавление с подачей проволоки. Так же используется аббревиатура ЭЛАП - электронно-лучевое аддитивное производство.
Аббревиатура ЭЛАТ – фактически калька с аббревиатуры EBAM (Electron Beam Additive Manufacturing) – электронно-лучевое аддитивное производство. Встречается и альтернативная аббревиатура – ЭЛАП (электронно-лучевое аддитивное производство).

За рубежом единой аббревиатуры нет – каждая фирма, выпускающая оборудование ЭЛАТ использует свое «фирменное», запатентованное название технологии – EBAM, EBF3.
В качестве единой аббревиатуры предлагалось использовать WEBM (Wire-based Eltctron Beam Manufacturing) – Электронно-лучевое производство на базе проволоки. Или , как вариант EBM-W
Принцип технологии показан на рисунке:
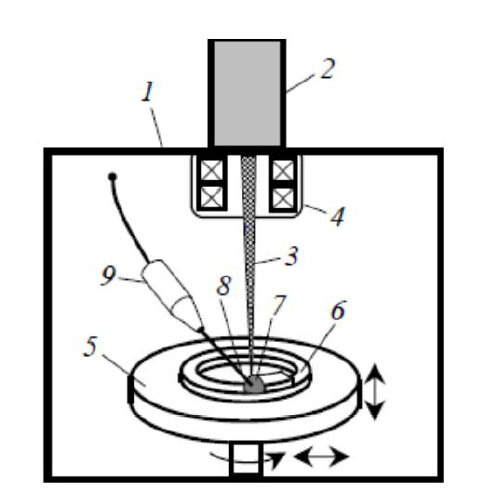
Цифрами обозначены:
1 – вакуумная камера
2 – электронная пушка
3 – электронный луч
4 – фокусирующая и отклоняющая система
5 – многоосевая поворотная платформа построения (от трех до пяти осей)
6 – выращиваемая деталь
7 – ванна расплава металла
8 – подаваемая на наплавку проволока
9 – механизм подачи проволоки
Электронно-лучевая пушка осуществляет наплавку проволоки, выращивая деталь, закрепленную на платформе.
Из-за большого веса электронной пушки подвижным делают и платформу и электронно-лучевую пушку (хотя могут быть и варианты только с подвижной платформой и жестко закрепленной электронно-лучевой пушкой). Электронная пушка аналогичная установкам электронно-лучевой сварки или электронно-лучевого плавления, и, но может и не иметь отклоняющей системы (но в большинстве современных серийных установок – имеет).
Подача проволоки может быть с одной, так и с двух противоположных сторон.
Наплавка должна проводится под глубоким вакуумом – 0,01…0,001 Па, процесс наплавки сопровождается тормозным рентгеновским излучением и прочими прелестями встречи электронного луча с металлом. Технология позволяет делать в том числе и комбинированные детали – из двух и более металлов.
Еще несколько рисунков, поясняющих технологию:
Сама технология электронно-лучевой сварки известна еще с 50-х годов XX века, а впервые эффект плавления металла электронным лучом был открыт в 1879 году.
Но одно дело – сварка двух деталей, а наплавка проволоки с целью получения заготовки или готовой детали – это несколько иное.
В опытах по получению деталей наплавкой проволоки электронным лучом, первым был Массачусетский технологический институт, где проводились опыты еще в середине 90-х годов, тогда эта технология именовалась EBSFF (Electron Beam Solid Freform Fabrication) – изготовление твердых тех свободной формы электронным лучом. (см. рисунк выше)
Следующими были НАСА в начале 2000-х – проводились опыты по разработке 3D-принтера и отработки технологии. Технология была названа EBF3 (Electron Beam Freeform Fabrication) – свободной формы изготовление электронным лучом.
Сама установка
Примеры печати
Кадры печати в невесомости
Но все это только опыты, которые так бы и остались опытами, если бы за дело не взялись профессионалы: компания Sciaky.
Компания Sciaky (Чикаго, Иллинойс, (США) (дочерняя компания Phillips Services Industries, Inc.) оснвоана в 1930 году и занимается производством сварочного оборудования, в 1957 году она создает свою первую систему электронно-лучевой сварки и к70-м годам становится достаточно известным производителем электронно-лучевого сварочного оборудования.
Понятно, что с таким багажом изготовить 3D-принтер – дело техники. Достаточно оснастить серийную систему электронно-лучевой сварки подвижным столом и изменить алгоритмы и режимы работы. В 2009 году была создана первая опытная установка, а с 2014 года 3D-принетры от Sciaky стали доступны на рынке.
Свою технологию они назвали EBAM (Electron Beam Additive Manufacturing) – электронно-лучевое аддитивное производство.
Основное достоинство подобных 4D-принтеров – возможность изготовления крупногабаритных заготовок из различных сплавов, прежде всего титановых и жаропрочных. Основное направление – аэрокосмическая промышленность. Визитная карточка принтеров – изготовление заготовок шар-балонов для реактивных двигателей и различного рода винтов и шнеков. Кстати, винты делаются наваркой лопастей на точеную ось.
Примеры печати:
Серия принтеров от Sciaky включает в себя 5 принтеров с областью построения от 0,7х0,63х1,6 м (младшая модель) до 5,8х1,2х1,2 м (старшая модель в линейке). Производительность составляет3…12 кг/час. В качестве примера крпуногабаритной печати – печать титанового лонжерона крыла самолета длиной 3,7 м, титановая переборка диаметром 2,6 м и титановый прототип для аэрокосмической промышленности массой 1360 кг, на создание которого ушло 120 часов.
Основными сложностями в процессе печати является демонтаж крупногабаритных деталей из принтера и отделение заготовки. Пример - на фотографиях:
Пример изготовления шар-баллона:
Пример принтеров:
Сам печатающий узел крупным планом:
До 2017 года фирма Sciaky была монополистом в производстве такого оборудования.
Но в 2017 году у неё появились два конкурента – в Китае и России.
В Китае компания Xi'an Zhirong Metal Printing System Ltd представила собственный 3D-принтер ZcompleX по технологии EBVF3 (Electron Beam Vector Freeform Fabrication) - свободной формы векторное изготовление электронным лучом.
Мощность электронной пушки – 15 кВт, ускоряющее напряжение – 60 кВ, максимальная область построения – 1х0,6х0,5 м
Платформа построения – пятиосевая.
Аналогично в 2017 году в Томске Компания «ТЭТА» начала опытно-промышленную эксплуатацию своей установки.
Внешний вид установки:
Размеры более, чем скромные – при размере вакуумной камеры 0,5х0,5х0,5м размер построения составлял примерно 0,1х0,1х0,1м
Вскоре была организован серийный выпуск уже промышленной модели 6Е250:
При том же размере камеры область построения увеличена до 0,25х0,25х0,25м. Мощность электронной пуки 6кВт, ускоряющее напряжение 60 кВ.
В настоящее время ТЭТА предлагает широкий спектр аддитивных установок с областью построения вплоть до 4х2,5х3м, мощностью пушки до 30 кВт.
Конкурентом НПК «ТЭТА» является корпорация Ростех, которая осилила в 2022 году изготовление монструозного принтера для печати крупногабаритных деталей.
Также в 2020 году Институт физики и прочности и материаловедения СО РАН (ИФПМ РФН) совместно с ЗАО «Сеспель» (Чебоксары) создали крупногабаритный принтер, который с 2021 года находится в эксплуатации и печатает опытные изделии для последующих испытаний для Роскосмоса и нефтяной и газовой промышленности (шар-баллоны, короткозамкнутые роторы).
Достаточно мощные перспективные исследования ведутся в Пермском политехе (ПНИПУ), которые, я надеюсь, выльются в лучшие в мире двухлучевые 3D-принтеры с осевой подачей проволоки.
Но о всех отечественных разработках в этой области - здесь:
Об достоинствах, недостатках, ограничениях:
Путеводитель по каналу:
Обзорная статья на группу технологий «прямой подвод материала и энергии»: