Процесс анофорезного нанесения первичной грунтовки для ГАЗа в семидесятые годы прошлого века время был новым. Названий у производственного участка грунтования "Волг" было множество — от официального «участок нанесения покрытий гальваническим способом» до максимально короткого - «форез». Можно было назвать и термином «бондеризация», происходящим от названия производителя материалов для фосфатирования.

Немного технической информации.
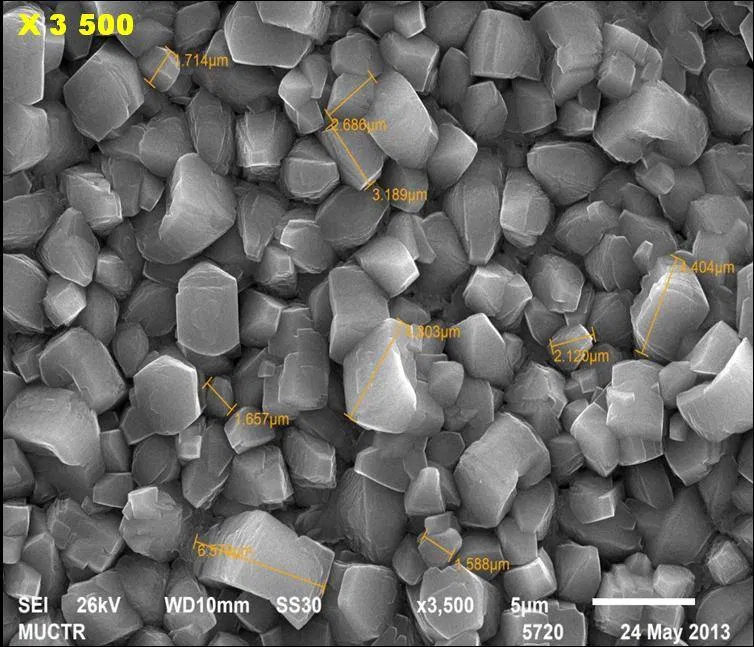
Фосфатирование перед началом окраски вообще то нужно для повышения защитных свойств ЛКП. У одной из ведущих мировых компаний в области производства материалов для окраски даже был слоган - «Мы красим не металл, мы красим фосфат!». Химический состав плёнки — цинковые соли , в основном, цинка. Естественно, в кислой среде и железо кузовной стали попадает в раствор с образованием фосфатов. Фосфатная пленка — ровненькая, светло-серая на вид. Под микроскопом видно, что она состоит из очень мелких плотно упакованных кристаллов. Чем мельче и плотнее упакованы кристаллы, тем выше защитные свойства.
Кузова из цеха сварки монтируются на подвесной конвейер электрофореза на специальных подвесках. Конвейер очень длинный, жёстко связан по всей цепочке обработки. На нём так называемые «чёрные» кузова ползут в агрегат подготовки поверхности под окраску. Все стадии агрегата, говоря иначе, все ванны имеют схожую конструкцию. Тоннель проходной, общий для всех стадий. Ванны с раствором, насосы, которые через фильтры подают эти растворы на кузов через систему трубопроводов на «контура с форсунками». Жёстко регламентируется при этом температура, состав растворов, давление на трубопроводах перед распылением.
Весь фокус и успех заключается в конструкции форсунок, обеспечивающей необходимую дисперсность при имеющемся давлении от насосов на распылении. При кажущейся простоте на вид, копировать у себя на заводе эти форсунки с полным сохранением распыляющих качеств было, помягче сказать, очень сложным.И это при наличии на ГАЗе очень мощного инструментального производства с оборудованием и специалистами.
Основные стадии обработки процесса фосфатирования
- обезжиривание щелочными растворами
- промывка проточной водой
- пассивирование — обработка раствором нитрита натрия
- Собственно фосфатирование
- обработка хроматами
- промывки, последняя — деминерализованной водой, другой термин — обессоленной водой
Далее идёт сушка фосфатного покрытия обдувкой тёплым воздухом.
В процессе работа на агрегате фосфатирования проводились постоянно улучшения и конструкции, и технологического процесса.
*Перед стадией фосфатирования была внедрена дополнительная обработка препаратом АФ1, это активатор фосфатирования. Его роль - создавать множество центров кристаллизации из раствора кристаллов фосфатов. Кристаллы становятся мельче, соответственно, плотнее становится их «упаковка» на поверхности металла. Тем самым возрастает плотность слоя, соответственно и возрастают защитные свойства покрытия.
* Обработка раствором хромпика после образования фосфатной плёнки периодически пропадала и появлялась. Ситуация тут и спустя 50 лет спорная. Обработка хроматами вроде как улучшает защитные свойства покрытия. Но - ловим при этом серьёзные проблемы с утилизацией растворов и промывочных стоков. И дополнительные проблемы в ванне грунтования — полностью отмыть хроматы с кузова невозможно даже теоретически. В последние годы появились составы бесхроматного заполнения пор. Но это очень позднее везде появилось.
* В самом начале агрегата была смонтирована дополнительная ванна, через которую кузов проходил в полупогруженном состоянии, для улучшения обезжиривания внутренних поверхностей .
* По мере освоения отечественной промышленностью комплексных химикатов для обезжиривания и фосфатирования в виде концентратов, они внедрялись в производство. При этом было намного проще производить дозировки, процесс становился стабильней.
Пошли дальше.
Непосредственно перед самой ванной электрофореза производился монтаж вспомогательных электродов. Длинные, до двух метров, хорошо изолированные электроды вставлялись по определённой схеме в пороги и другие закрытые поверхности кузова для улучшения проникания в них грунтовки.
Ванна огромная, кузов в ней находился определённое время, рассчитанное по скорости перемещения кузовов по конвейер. Кузов — анод, ванна — катод, напряжение измеряется сотнями вольт, токи — тысячами ампер. Оборудование сверхсерьёзное и сверхдорогое. И, повторюсь, вполне себе соответствующее передовым тенденциям в окраске того времени у мировых производителей. Раствор грунтовки сам по себе имеет склочный характер и требует поддержания в узких пределах очень большого количества параметров и ванны, и химического содержания.
Когда я появился в цехе, грунтовка уже выпускалась российскими, точнее говоря, отечественными заводами — Рижским ЛКЗ и Ярославской «Победой рабочих» под торговыми марками ФЛ-093 и, впоследствии, ВКЧ-0207. Промывки и сушка завершают технологический процесс.
Далее идут серьёзные промывки распылением обессоленной водой, обдув кузова горячим воздухом — и высокотемпературная сушка.
Можно встречать много разговоров в интернете , что
а) кузова не грунтуются в России совсем
б) все Мерседесы и БМВ «окунаются» в цинк
в) много ещё фантазий.
Первая же статья, которая попалась в эту тему, ниже цитата из неё.
- Электромеханический способ защиты кузова от ржавчины
После фосфатирования вся поверхность кузова в катафорезной ванне покрывается слоем защитного цинкосодержащего грунта, состоящего из фосфата цинка, полимеров и пигмента.
Понимающий что-то в окраске автомобилей, оценит уровень технической подготовки автора этой цитаты.
Попробую прокомментировать.
а) В реальном производстве ГАЗа, кузову после сварки обойти агрегат подготовки поверхности под окраску невозможно. Не потому, что все у нас такие хорошие, а просто пути другого нет. И не только на ГАЗе, но и в Тольятти, и на других заводах страны, где у меня были хорошие контакты на профессиональном уровне. Проще все пустить по потоку. Так что кузова всегда грунтуются.
б) Кузова нигде не «окунают» в цинк. Ни на каких заводах. Про Китай не знаю, поэтому не скажу. Металл для нужд автозаводов обрабатывается на металлургических комбинатах. Обработка кузовной стали у всех металлургов идёт комплексом материалов. Оцинковка — это просто собирательный термин. Для разных деталей кузова применяется и разный состав покрытия. Предприятия не очень любят делится его химсоставом.
На автозаводах же производится обработка кузовов по схеме, которую я попытался представить. Соответственно, вариаций процесса существует много. И какие новости появились при разработке новых процессов, я просто не знаю. Уже седьмой год на пенсии.
Почему я собрался описать реальные процессы окраски на автозаводе?
Во-первых, все у нас как то считают, что в окраске можно легко разобраться, как в футболе, Ковиде и политике. «Я тоже забор на даче красил», «эта краска нитра, а эта на сольвенте». Поверьте, я даже по верхушкам описания процесса подготовки поверхности под окраску не пробежался. Так, только немножко обозначил.
Во-вторых, литературы по промышленной окраске кузовов автомобилей я не встречал, хотя делал много попыток перерыть эту тему в интернете. Встречаются только или нормальные и грамотные, но очень старые описания процесса. Или реальные описания процесса, но очень уж схематично. По копанию в интернете видно, что потребность понять, что происходило и происходит сейчас в окраске на автозаводах есть. Но лично мне попадается чаще всего дремучий бред с фантазиями, скопированными друг у друга.
В-третьих, может кому и понадобятся наблюдения по делам окраски автомобилей со стороны человека, знающего не только оборудование и химические процессы, но и работающего длительное время внутри.
Буду обходится информацией только о том, что сам знаю и с чем работал. Без копирования интернета. Конкретных цифр, размеров, концентраций и прочей подобной информации не будет. Это всегда очень и очень скрыто внутри предприятий и является интеллектуальной собственностью владельцев процесса.
Не знаю, что у меня получится.
Посмотрим.