Технологии 3D-печати селективное лазерное плавление и электронно-лучевое плавление очень похожи – выборочное плавление металлического порошка, и отличаются только источником энергии для сплавления – луч лазера или поток электронов (электронный луч).
Подробнее об этих технологиях можно почитать здесь:
Но разница в источники энергии тянет за собой существенные различия:
Лазерное плавление ведется в среде защитного/инертного газа, электронно-лучевое – в глубоком вакууме или в контролируемом вакууме (в сильноразряженной атмосфере неона)
Лазерный луч легче отклонить и сфокусировать – SLM установка может иметь большее поле построения.
Лазер большой мощности сложнее изготовить, электронные пушки могут достигать значительных мощностей – в несколько киловатт. В целом электронная пушка имеет больших кпд и большую энергоэффективность. В лазере лишь небольшая доля затраченной энергии переходит в оптическое излучение.
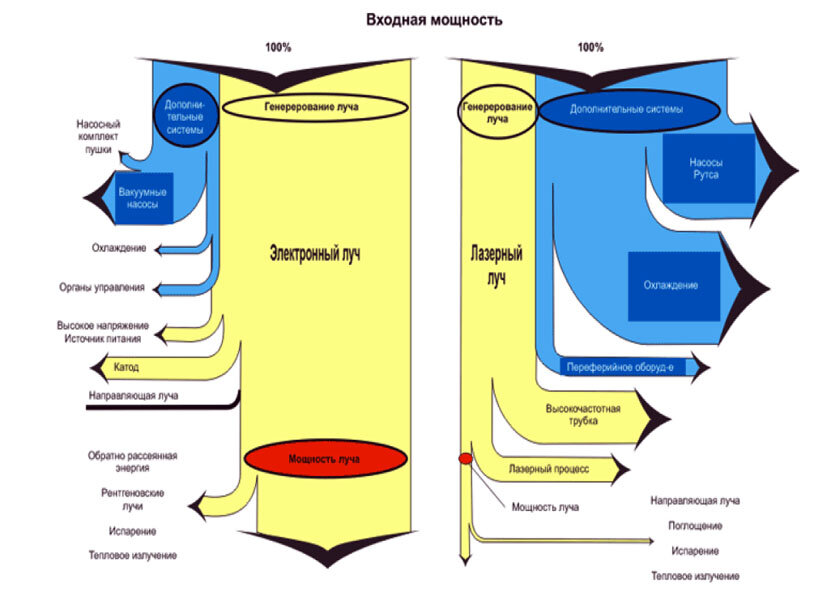
Лазерный луч осуществляет нагрев только верхнего слоя порошка, частично отражаясь от него. Поток электронов проникает внутрь слоя порошка, поглощение электронов сопровождается рядом физических эффектов – см рис.
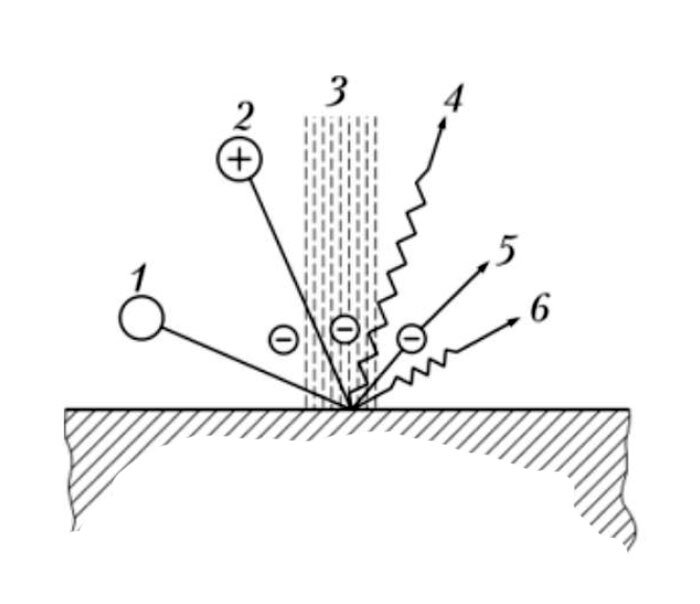
Поток электронов 3 при поглощении выбивает из материала отдельные атомы 1 и ионы 2, рентгеновские лучи 4 и создает вторичную эмиссию «тепловых» электронов 5, за счет нагрева поверхность металла излучает инфракрасное излучение 6.
Лазерный луч по-разному отражается от разных металлов. В зависимости от длины волны лазера некоторые металлы могут быть недоступны для сплавления. Например, большинство SLM-принтеров не в состоянии работать с медными порошками, и порошками медных сплавов красного цвета.
Электронный луч поглощается всеми металлами примерно одинаково, что позволяет EBM-принтерам работать с порошками любых металлов.
При плавлении порошка происходит его усадка (за счет заполнения пустого пространства между зернами порошка).
Последующий слой порошка над местом плавления оказывается более толстым, лазерный луч расплавляет порошок с поверхности и не всегда в состоянии обеспечить проплавление более толстого слоя порошка, что приводит к ограничениям по длине мостов (длина мостов не более 3 мм) и углам нависания.
Электронный луч проникает внутрь порошка, нагревая его на всю глубину на толщину 2…3 слоя печати и обеспечивает надежное сплавление новой порции металла со старой. Мосты и нависания менее 45 градусов пропечатываются с дефектами с «нижней» стороны, но пропечатываются. Следует избегать длинных мостов и нависаний, но критических ограничений по геометрии (как в случае SLM-принтеров) нет.
При печати в вакууме охлаждение расплава и порошка в бункере построения происходит более медленно (за счет отсутствия конвекции), что приводит к минимальным термическим напряжениям. Нагрев на большую глубину так же снижает термические напряжения.
Пари печати в среде защитного/инертного газа охлаждение происходит более интенсивное за счет конвекции, что вызывает значительные термические напряжения, а нагрев поверхности порошка только усиливает термические напряжения.
Все это приводит к тому, что при EBM-печати поддержки нужны для отвода тепла и фиксации начала построения модели, а при SLM-печати поддержки нужны для фиксации модели, чтобы её не «порвало» в процессе печати.
Электронный луч хуже фокусируется, по сравнению с лазерным лучом, в совокупности с плавлением порошка на несколько слоев печати это приводит к большей шероховатости напечатанных моделей.
На этом снимке показана одна и та же тестовая модель, напечатанная на EBM‑принтере и SLM-принтере:
Хорошо видно, что качество поверхности при EBM-печати намного хуже, геометрическая форма может искажаться, но термических напряжений нет – тестовая модель осталась «ровной», а тестовую модель, напечатанную на SLM-принтере буквально изогнуло дугой.
Следующее фото:
Показан волновод, напечатанный на EBM-принтере с отверстием с горизонтальным верхним краем (печатался в режиме моста) и для сравнения допустимые сечения отверстий в деталях, печатаемых на SLM-принтере.
Еще одно фото:
Детали на платформе SLM-машины, которые буквально оторвало от платформы, и для сравнения крыльчатка, напечатанная на EBM-принтере без поддержек (в качестве единственной поддержки использован вал крыльчатки).
Благодаря большой мощности и возможности плавить порошок на большую глубину EBM-принтеры имеют большую скорость печати, по сравнению с SLM и способны работать с тугоплавкими металлами и сплавами.
Детали, напечатанные на EBM-принтерах имеют меньшую пористость по сравнению с деталями, напечатанными на SLM-принтерах.
В целом SLM-принтеры, имеют большую распространенность, чем EBM-принтеры. EBM-принтеры в основном используются в медицине для печати титановыми сплавами, в электронной промышленности для печати медных волноводов, в аэрокосмической промышленности для печати деталей из жаропрочных сплавов.
До недавнего времени SLM-принтеры, в отличии от EBM-принтеров, не позволяли печатать из медного порошка и из вольфрама, но в последнее время ситуация изменилась - подробнее здесь
Обзорная статья про группу технологий «Синтез на подложке»:
Путеводитель по каналу: