
Для более легких беспилотных летательных аппаратов, более быстрых печатных форм и множества новых применений 3D-печать с использованием вспенивающихся материалов открывает новые возможности для профессионального применения и хобби.
От высокоэффективного спортивного снаряжения до прототипов самолетов и механических птиц - легкие нити появились на сцене 3D-печати и останутся здесь навсегда. Благодаря большему количеству брендов по доступным ценам инженеры и поклонники авиамоделирования теперь могут воплотить некоторые надежды в реальность, когда дело доходит до 3D-печати сверхлегких деталей.
Здесь мы рассмотрим, как новые вспенивающиеся и сверхлегкие материалы являются ключом к оптимизации веса ваших конструкций, улучшению механических свойств ваших изделий и, возможно, вдохнут новую жизнь в старые проекты, которые просто не сработали.
Вспенивающиеся нити, вспенивающиеся гранулы и сверхлегкие нити являются более легкими альтернативами PLA или PETG. Если вес вашего проекта является проблемой (а редизайн - не вариант), вы будете рады узнать, что новые альтернативы открывают новые возможности для профессионалов и любителей. Давайте посмотрим, как это сделать.
#
3DMART студия - услуги 3D печати, изготовление запасных частей, заказ образцов, 3D моделирование, разработка корпусов РЭА, 3D формы для настенной плитки.
#
Пена и нить филамента
Когда я решил использовать свою первую FDM–машину вместо 3D–принтера на полимерной основе, который я уже профессионально использовал для создания прототипов, это было связано с тем, что большинство моих проектов были связаны с печатью летающих предметов, и, следовательно, вес был проблемой. Независимо от того, являетесь ли вы профессионалом, печатающим прототипы беспилотных летательных аппаратов, или любителем создавать свои собственные самолеты с дистанционным управлением, все зависит от правильного материала.
Одной из моих ближайших целей в области 3D-печати было напечатать маленькие самолетики для моих детей и самолетики с дистанционным управлением для меня.
Вес всегда является проблемой для всего, что летает. Требования к прочности могут быть достигнуты с помощью трубчатых усилителей из углеродного волокна или любого другого элемента, обеспечивающего жесткость или прочность (в основном на тяговых и изгибаемых деталях).
Поначалу наиболее логичным вариантом была нить ABS легче PLA (акрилонитрилбутадиенстирол). Однако известно, что при 3D-печати с использованием ABS получаются термочувствительные детали, склонные к деформации. Некоторые люди описывают его как “стойкий” материал, и он не рекомендуется для использования в жилых помещениях из-за потенциальной токсичности газов при расплавлении или сгорании. Конечно, без подогрева подложки на моем принтере (для ABS требуется температура подложки 110 °C) печать на ABS была неудачной.
Затем я открыл для себя легкий PLA. Как только я попробовал его, я взял его за основу в качестве стандартного материала для печати с воздуха. С тех пор как я начал 3D-печать с помощью LWPLA, легкие нити стали моей навязчивой идеей и стремлением стать еще легче.
Это привело меня к новейшим LW и пенообразующим нитям. Недавно я протестировал их и получил несколько удивительных результатов.
Что такое пенящаяся нить?
Когда вы думаете о чем-то пенящемся, на ум приходит крем для бритья, но вспенивающиеся материалы для 3D-печати гораздо более контролируемы и предсказуемы.
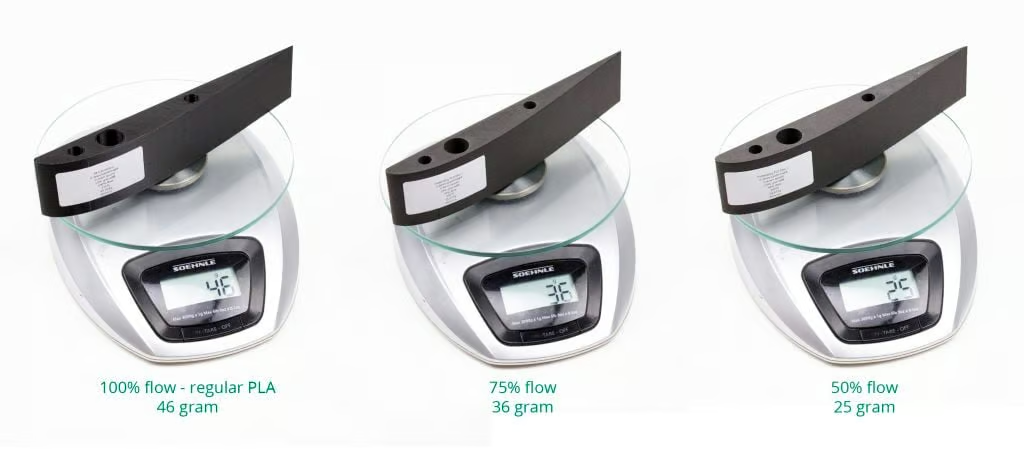
В двух словах, плотность вспенивающейся нити определяется температурой, при которой она печатается, а также скоростью потока нити через сопло. Это удобный способ добиться уменьшения веса печатаемой детали по сравнению с другими пластмассами, но, конечно, существуют ограничения и за это приходится платить.
Существуют активные вспенивающиеся нити (более пригодные для использования с точки зрения механических свойств) и неактивные вспенивающиеся нити, в которых вы не можете контролировать вес печатаемой детали с помощью температуры экструзии, поскольку обычно перед использованием нить достигает более низкой плотности.
Одним из отличий является новая полипропиленовая нить от Infinite Material Solutions под названием Caverna PP, разработанная для печати равномерно пористых изделий, напоминающих пенопласт. Он проходит водорастворимую стадию последующей обработки, так что может частично растворяться и, надеюсь, однородно становиться более губчатым и легким, что делает его пригодным для конкретных применений.
С профессиональной точки зрения пенообразующие материалы обладают огромным потенциалом. Вспененные конструкции, как правило, имеют меньшую усадку и лучшую стабильность размеров из-за меньшего расхода материала. Они также обладают значительными тепло- и звукоизоляционными свойствами.
Неудивительно, что такие компании, как Boeing, Airbus и многие другие в автомобильной и морской промышленности, имеют специализированные научно-исследовательские группы, занятые разработкой прочных и легких материалов. Исследования в области производства пенопластовых добавок многообещающи для ускорения производства крупномасштабных изделий, таких как формы для корпусов лодок, ранее изготавливавшиеся методом литья под давлением из пенопласта, что требует дорогостоящей оснастки.
Доступные варианты пенообразующих материалов
Еще в апреле 2019 года ColorFabb запустила свою технологию активного вспенивания LW-PLA, расширив свой каталог термопластичных материалов этой новой революционной нитью филамента. С тех пор другие производители, а именно 3DLabPrint и eSUN, внедрили этот новый способ печати.
ColorFabb LW-PLA увеличит свой объем почти в 3 раза, что означает, что пользователи могут уменьшить расход на 65% для получения более легких деталей или использовать расширяющиеся свойства для ускорения печати за счет использования больших высот слоев или отдельных особо толстых периметров. Если вы хотите напечатать легкие детали с точными размерами, важно сначала определить возможное расширение материала. Это можно сделать, напечатав тестовые кубики с одним периметром без верхнего и нижнего слоев. У ColorFabb есть хороший учебник на их веб-сайте.
В дополнение к легкому PLA ColorFabb предлагает LW-ASA, плотность нити которого составляет около 1,07 г /см3, но при вспенивании на максимальной мощности вы можете получить плотность детали, близкую к 0,43 г /см3. Вспенивающийся ТПУ ColorFabb под названием VarioShore TPU отличается переменной твердостью по шору, уменьшенным весом и плотностью, а также мягкостью на ощупь и гибкостью. VarioShore TPU - это еще один продукт с регулируемыми по температуре свойствами. При температурах от 200ºC до 250ºC материалы начнут расширяться примерно в 1,5 раза по сравнению с первоначальным объемом. Это означает, что материал можно печатать при низких скоростях потока (60-70%), чтобы компенсировать активное вспенивание, что, в свою очередь, обеспечивает очень мягкую печать деталей. При температуре от 190ºC до 200ºC материал можно печатать без вспенивания, что приводит к различным тактильным ощущениям и более твердым отпечаткам по сравнению с образцами из вспененного материала.
ePLA-LW (легкий PLA) от eSUN - это материал, специально разработанный для моделей самолетов, беспилотных летательных аппаратов и костюмов для косплея. Как и материал ColorFabb, скорость вспенивания и прочность ePLA-LW регулируются путем регулировки температуры печати. Объемный коэффициент вспенивания составляет 220%, и при печати модели того же объема один рулон ePL LAW можно использовать как 2,2 рулона обычного PLA. Вспенивание делает многослойный рисунок практически невидимым. При температуре примерно от 210°C до 270° C этот материал начинает вспениваться во время печати, увеличивая свой объем почти в 1,2 раза, а скорость выдавливания при печати может быть снижена до 45% для печати деталей меньшего веса.
Третьей пенообразующей нитью, представленной на рынке на данный момент, является PolyLight 1.0 от 3DLabPrint. Этот легкий материал LW-PLA с активным вспениванием увеличивает свой объем более чем в 2 раза во время экструзии в зависимости от температуры хотенда. Выпущенный только в светло-сером цвете, поскольку это самый универсальный базовый цвет для покраски, PolyLight теперь выпускается в 9 цветах.
Легкий вес имеет свою цену. Нити LW не только стоят дороже за рулон нити (или килограмм), но и требуют больше времени, и, что более важно, их механические свойства, такие как прочность на растяжение, ниже. Тем не менее, хотя цена за килограмм (или рулон нити) может показаться относительно высокой по сравнению со стандартными нитями (например, PLA), производительность обычно удваивается, поскольку расход уменьшается до 50-65%, так что 1 кг вспенивающейся нити позволит вам напечатать то же количество деталей, что и при использовании обычной нити. распечатайте с помощью 2 кг обычных катушек.
Пенообразующий материал для профессионального применения
В дополнение к описанным выше вариантам ColorFabb сотрудничала с производителем 3D-принтеров Colossus в разработке вспенивающегося материала для своего широкоформатного экструзионного 3D-принтера, который использует материал в виде гранул. Компаунд varioShore Pellets - это компаунд на основе ТПУ, включающий пенообразователь. Гранулы при нагревании поглощают огромное количество энергии и могут образовывать слой высотой 1 см с помощью насадки диаметром 8 мм. Некоторые компании уже использовали этот материал для производства некоторых удивительных продуктов, таких как таблицы, напечатанные на 3D-принтере, приведенные выше.
Хотя в основном пеноматериалы, напечатанные на 3D-принтере, все еще находятся на стадии исследований, они могут сыграть важную роль в строительной промышленности при применении изоляции и даже в конструкционных элементах из пенобетона.
Один стартап с метким названием PrintFoam специализируется на печати пенопластом в промышленных масштабах. Основанная выпускниками Массачусетского технологического института, компания заявляет, что стремится открыть аддитивное производство отверждаемых УФ-излучением смол низкой плотности, а не нитей филамента, для производства легких конструкций. Эта технология может быть использована для снижения веса до 75% при сохранении долговечности, упругости и прочности традиционного аддитивного производства за четверть цены.
PrintFoam предлагает фоторезины, которые могут изменять размер пористости пены, но их можно печатать только на оборудовании компании, которое в настоящее время не продается и вместо этого предлагается в качестве услуги печати. Компания также работает над экологически чистым пенопластом, предназначенным для разрушения в окружающей среде.
В прошлом году Desktop Metal представила семейство фотополимерных смол под названием FreeFoam. По словам компании, этот материал может быть использован для создания “прочных и точных по размерам деталей из пенопласта с закрытыми порами без использования оснастки”, которые имеют широкие возможности применения в автомобилестроении, обуви и здравоохранении.
Не содержащая пенопласта смола содержит термоактивируемые пенообразователи, которые при печати с помощью цифровой световой обработки и затем кратковременном помещении в духовку увеличиваются в размере от 2 до 7 раз по сравнению с первоначальным размером отпечатка. Таким образом, детали можно печатать в одном месте, а затем раздувать в другом. Desktop Metal сообщает, что первоначально FreeFoam будет доступен для 3D-печати исключительно на 3D-принтере компании ETEC Xtreme 8K.
Саудовский стартап Elastium только что запустил то, что он называет первой в мире обувью из пенопласта, полностью напечатанной на 3D-принтере. Если вы поклонник кроксов, то это может быть для вас. Пока компания не раскрывает свои технологии и материалы, но следите за обновлениями.
Пенящаяся нить, подвергнутая испытанию
Мой опыт 3D-печати с использованием этих нитей LW с самого начала был очень полезным, особенно с ColorFabb и 3DLabPrint, поскольку с ними обоими было легко и быстро добиться отличных качественных результатов.
В моем случае eSUN LW-PLA был хорош также с точки зрения веса и прочности, но немного уступал по внешнему виду. Желтоватый цвет после печати не очень убедителен для неокрашенных и гибридных отпечатков. Его склонность к образованию пятен подгорания нити филамента при выключенном вентиляторе охлаждения поначалу вызывала разочарование.
Однако эти дефекты было легко устранить, как только мы включили охлаждающий вентилятор. Просто при использовании очень низкой настройки (например, скорости вентилятора 5-10%) эти пригоревшие пятна, как правило, исчезают почти полностью. Итак, если цвет не является проблемой, то более низкая цена этого LW-PLA от eSUN может стать веской причиной для его выбора.
Поскольку у меня уже был опыт работы с этими материалами, я пригласил друга из моего местного радиоуправляемого аэроклуба поучаствовать в небольшом эксперименте. Я попросил его просто следовать рекомендациям производителя, и после нескольких тестов он заработал как профессионал.
В будущем мы ожидаем появления на рынке еще нескольких брендов нитей филамента, которые займут нишу легких материалов. В то же время нам повезло, что у нас есть по крайней мере три солидных бренда, которые уже предлагают качественную продукцию по разумным и, надеюсь, снижающимся ценам.
Пенящаяся нить, подвергнутая испытанию
Если мы возьмем за основу наиболее часто используемую нить филамента PLA, которая имеет плотность около 1,25 г/см3, то все, что ниже этого значения, можно считать сверхлегким, поскольку PLA уже считается легким материалом по сравнению с другими промышленными материалами.
Исторически сложилось так, что когда речь заходит о легких нитях, ПП (полипропилен) занимал первое место в списке с типичной плотностью 0,9 г/см3 или даже ниже.
Нейлон 12 - очень прочный материал с плотностью 1,08 г/см3. Он выдерживает высокие механические нагрузки, устойчив к усталости, истиранию, коррозии и нагреву. К сожалению, нейлон обладает высокой гигроскопичностью (впитывает воду), поэтому его предпочитают использовать для облегчения веса в более профессиональных и промышленных условиях.
Насколько легкий вес является сверхлегким?
Как правило, эти вспенивающиеся материалы печатаются при более высокой температуре, чем обычный PLA, в противном случае пенообразователь не достигнет энергетического барьера, необходимого для реакции, и, таким образом, образуются микропузырьки, которые придают матовую и пористую отделку и снижают плотность. Таким образом, если температура нагрева вашего принтера не достигает примерно 200 ºC, вы не сможете воспользоваться преимуществами этих материалов.
Рекомендации по подготовке к печати:
Поскольку адгезия слоя может стать еще более критичной при использовании вспенивающейся нити, необходимо правильное выравнивание слоя.
Убедитесь, что нить филамента не подвергалась воздействию влаги. При необходимости высушите ее.
Вы можете снизить расход до 50% (коэффициент экструдера равен 0,5 в некоторых программах для нарезки), не слишком жертвуя основными механическими свойствами. При снижении расхода ниже определенных значений деталь может стать недостаточно прочной, и потребуется переделка конструкции, чтобы вернуть ее в функциональное состояние, поскольку, к сожалению, соотношение прочности и веса не соответствует линейной пропорции.
Основные настройки печати
Как правило, не включайте вентилятор и уменьшайте скорость печати до половины от значения PLA.
В дополнение к более популярному стандартному диаметру 1,75 мм ColorFabb предлагает размер 2,85 мм, который можно легко напечатать с помощью сопла диаметром 0,6 мм, 0,8 мм или даже 1,0 мм. Этот более широкий диаметр позволяет наносить большие слои, что также приводит к повышению производительности печати (объемной скорости).
Мой лучший совет - следовать рекомендациям производителей, и хотя разные принтеры и экструдеры могут вести себя по-разному, предлагаемые производителем настройки должны быть хорошей отправной точкой. Если технический паспорт недоступен (как это произошло с eSUN LW-PLA) или если результат не соответствует ожиданиям, попробуйте “Правило 5” и изменяйте только один параметр за раз.
Правило 5:
Расход: 50% (или множитель экструдера: 0,5).
Сопло: 250 градусов Цельсия
Стол: 55 градусов по Цельсию
Скорость: 50% от обычной PLA (на всякий случай).
Скорость вращения вентилятора: 0 % (выкл.)
Кроме того, установите значение втягивания менее 2,5 мм (в идеале “Без втягивания”).
(3DPrintLab предлагает этот справочный лист для печати своего PolyLight.)
Легкий материал в сравнении с облегченным дизайном
Ни одно обсуждение вопроса об уменьшении веса при 3D-печати не будет полным без небольшого разговора о роли дизайна в уменьшении веса части изделия. Как и в любом другом аспекте жизни, нам необходимо найти баланс, при котором синергия достигается за счет оптимизированного дизайна и широкого выбора материалов.
Обычно говорят: “злейший враг хорошего дизайна - это лучший дизайн”, и я согласен. Тем не менее, есть момент, когда дизайн достаточно хорош с учетом многих факторов, таких как бюджет, время и тесты.
В настоящее время список доступных программ CAE (computer aided engineering), способных выполнять легкую работу инженера и проектировщика, огромен, и существует соблазн положиться на эту технологию. Генеративное проектирование и оптимизация топологии являются ценными подходами, которые оптимизируют рабочий процесс и перепроектируют итерации с использованием параметров, законов и правил. Кроме того, традиционные и простые определения заполнения, такие как Honeycomb или более сложные алгоритмы решетки, могут сочетаться с хорошо продуманным и интеллектуальным дизайном для создания дизайна “более чем достаточно хорошего”.
Однако в какой-то момент нам необходимо внести человеческий вклад и пойти на компромисс, когда мы достигнем баланса между улучшениями и затраченным временем.
Вспенивающиеся и легкие материалы для 3D-печати, возможно, находятся в зачаточном состоянии, несмотря на то, насколько хорошо работают современные продукты. Представьте себе возможности оптимизации эксплуатационных характеристик и дизайна изделий по мере того, как ученые-материаловеды улучшают механические характеристики этих изделий.
ПОСТAВЬ ЛAЙК И ПОДПИШИCЬ, ЕCЛИ ТEБЕ ИНТEPEСНА ТEМА 3D ПЕЧАТИ!
еще интересные статьи по теме:
3DMART студия услуги 3D печати и 3D моделирование
Гальванизация 3D–принтов - все, что вам нужно знать
Лучшие настройки / профиль Cura PETG
Prusa Research выпускает обновление 2.6 для многофункционального PrusaSlicer
Шов по оси Z (Cura): Как его скрыть
Сглаживание PLA: как сгладить 3D-отпечатки из популярного пластика
Лучшие программы просмотра файлов STEP в 2023 году (онлайн и оффлайн)