PETG - это прочная, нетоксичная нить филамента, которую может быть трудно печатать. Узнайте, как найти наилучшие настройки / профиль PETG для вашего принннтера в соответствии с вашими потребностями!
#
3DMART студия - услуги 3D печати, изготовление запасных частей, заказ образцов, 3D моделирование, разработка корпусов РЭА, 3D формы для настенной плитки.
#
Полиэтилентерефталатгликоль, наиболее известный как PETG, представляет собой пригодную для 3D-печати версию широко используемого (например, в бутылках для воды) полиэтилентерефталатного материала. Это прочный, нетоксичный материал с низкой усадкой, который печатать почти так же легко, как PLA, но не все так просто.
Независимо от того, используете ли вы систему прямой экструзии или систему Bowden, алипание PETG - это мучительная проблема. Кроме того, экструдер может всасывать только определенное количество материала, прежде чем забьет горячий конец, поэтому переход на режим прямой экструзии, который обычно связан с меньшим количеством алипания, не сильно поможет устранить проблему. Чтобы бороться с алипанием, пользователи часто обращаются к своей программе 3D slicer, которая превращает 3D-модель в сценарий G-кода, интерпретируемый вашим 3D-принтером.
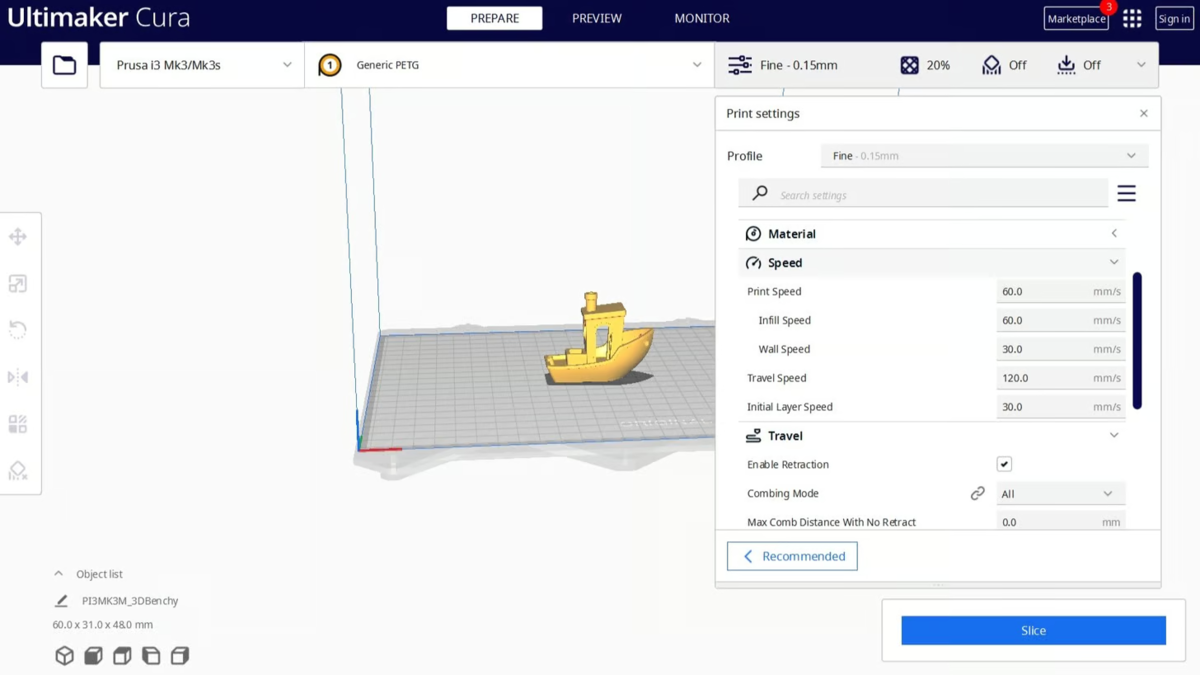
UltiMaker Cura - самый популярный 3D-слайсер с открытым исходным кодом для 3D-принтеров с моделированием методом плавленного осаждения (FDM). Настройка параметров печати в Cura - отличный способ устранить проблемы с качеством печати, если они не вызваны аппаратными неполадками (например, засорением горячего конца). Однако существует множество настроек. Важно знать, какие из них следует скорректировать, если вы не хотите решая одну проблему, вызвать другую.
В этой статье мы рассмотрим хороший профиль Cura slicer для печати PETG, включая индивидуальные настройки и причины их использования.
Профили PETG в Cura
Как и большинство слайсеров, Cura предлагает профиль слайсера по умолчанию для печати различных нитей. Вот как активировать его для PETG:
Откройте Cura и нажмите на раскрывающееся меню "Материал" на верхней панели инструментов.
Нажмите на выпадающее меню справа от “Материал”, наведите курсор на “Универсальный”, затем выберите “PETG”. В зависимости от используемого по умолчанию принтера вам также может быть предложено выбрать размер сопла.
Щелкните раскрывающееся меню "Настройки печати" (справа от раскрывающегося списка "Материал") и выберите профиль, соответствующий желаемой высоте слоя вашего печатного проекта.
Теперь вы должны увидеть настройки по умолчанию для этого профиля PETG в различных категориях, перечисленных на панели настроек печати. Важно отметить, что настройки по умолчанию в Cura варьируются в зависимости от предустановленного принтера. Настройки Cura по умолчанию для PETG, описанные ниже, настроены для принтера Creality Ender 3.
Идеальные настройки Cura PETG
Настройки, которые мы порекомендуем, немного отличаются от настроек PETG-профиля Cura. Если вы хотите пропустить чтение и сразу перейти к печати PETG, ниже приведен снимок идеального профиля слайсера Cura PETG:
Температура сопла: 235 °C
Температура стола: 70 °C
Скорость печати: 40-50 мм/с
Скорость печати начального слоя: 20 мм/с
Скорость перемещения: не менее 120 мм/с
Расстояние отката: 6 мм для установок Боудена, 2-3 мм для установок прямой экструзии
Скорость отката: 25 мм/с
Комбинг(расчесывание): “Не на коже” или “Внутри наполнителя”
Скорость охлаждающего вентилятора: 50%
Скорость охлаждения начального слоя: 0%
Build plate adhesion: края
Brim width: 5-6 мм
Температуры
Первыми и, возможно, наиболее важными параметрами, которые необходимо настроить при создании профиля для нарезки PETG, являются температуры.
В Cura, если для отображения настроек выбран режим “Все”, вы увидите несколько вариантов температуры горячей поверхности и слоя для настройки. Однако единственными значимыми параметрами являются “Температура печати” и “Температура стола”. Другие настройки могут быть изменены позже, если вы захотите.
Вы должны установить эти температуры на значения, рекомендованные производителем конкретной марки нити PETG, которую вы используете. Если они указывают вам диапазон температур, обычно лучше выбрать среднее значение (например, задано 220-240 °C, установите 230 °C).
На тот случай, если производитель не предоставил каких-либо рекомендаций по температуре, 235 ° C для горячего конца и 70 ° C для печатного стола подходят идеально.
Точная настройка
Даже если производитель заверяет вас, что рекомендуемые им параметры печати работают, вам все равно может потребоваться настроить температуру. Прежде чем печатать какие-либо реальные детали, вам следует начать с нескольких калибровочных отпечатков, включая температурую башенку для определения наилучшей температуры сопла.
Если вы видите капли или чрезмерное расслаивание, снизьте температуру до 10-15 °C по сравнению с рекомендованной средней температурой. С другой стороны, увеличьте температуру на 10-15 °C, если вы обнаружите недостаточную экструзию или зазоры между слоями.
Важно отметить, что на самом деле вам следует регулировать температуру только до 10-15 ° C, потому что, если это не устранит проблему, проблема, вероятно, не связана с температурой. Если это так, попробуйте изменить другие настройки или аппаратные настройки.
Резюме
Температура горячего конца: 235 °C
Температура стола: 70 °C
Скорость печати
Скорость печати - еще один важный параметр Cura, который необходимо регулировать при печати PETG, косвенно влияющий на экструзию и непосредственно влияющий на время печати. Очевидно, что вы не хотите создавать такой профиль , из-за которого ваш 3D принтер будет тратить пять часов на простую печать, но снижение скорости может повысить качество детали.
В стандартном профиле PETG от Cura скорость печати установлена на уровне 50 мм/с, что сокращает время печати при сохранении качества и позволяет избежать недостаточной экструзии. Однако меньшая скорость - около 40 мм/с - позволит получить отпечатки еще более высокого качества, поскольку у вашего принтера будет больше времени для правильной обработки деталей.
Точная настройка
Помимо основной скорости печати, существуют настройки скорости для других частей модели, и Cura снижает скорость для большинства из этих настроек. Например, “Скорость стенки” и “Скорость верха/низа” установлены на 25 мм/с.
Обнаружено, что вы можете увеличить эти скорости примерно до 30 мм / с (вместо стандартных 25 мм / с) без какой-либо существенной потери качества. Кроме того, вы немного сократите время печати. Таким образом, с этими настройками тоже можно поиграть.
Другой ключевой настройкой скорости является “Скорость начального слоя”, то есть скорость, с которой работает ваш принтер при печати первого слоя любого отпечатка. Для PETG требуется другое расстояние между соплом и столом, чем для большинства материалов, поскольку PETG предпочитает больше места для укладки при печати.
По этой причине мы рекомендуем использовать начальную скорость нанесения слоя 20 мм/с, поскольку это снижает вероятность того, что ваш первый слой испортится. Более низкая “начальная скорость нанесения слоя” также дает вам больше времени для регулировки выравнивания слоя, чтобы обеспечить правильное расстояние между соплом и слоем.
“Скорость перемещения” также важна для PETG. Чтобы избежать просачивания, перемещения должны быть как можно более быстрыми. Профиль Cura по умолчанию установлен на 150 мм/с, но мы видели значения в диапазоне от 120 мм/с до 200 мм/с. Если вы изменяете настройки для достижения лучших результатов, мы рекомендуем вам устанвливать скорость не ниже 120 мм/с.
Резюме
Скорость печати: 40-50 мм/с
Другие типы скоростей печати (например, “Верхняя/нижняя скорость”): 30 мм/с
Начальная скорость нанесения слоя: 20 мм/с
Скорость перемещения: не менее 120 мм/с
Откат
Откат относится к всасывающему движению экструдера при каждом перемещении печатающей головки, что предназначено для уменьшения образования нитей и вытекания из сопла. В Cura втягивание разделено на две настройки: “Расстояние втягивания” и “Скорость втягивания“.
Во-первых, убедитесь, что у вас включена функция “Включить втягивание”, так как в противном случае втягивание не произойдет. Теперь, когда включено втягивание, которое должно быть в стандартном профиле Cura, вы можете регулировать расстояние и скорость.
Расстояние втягивания - это длина нити филамента(в мм), которую необходимо вытягивать вверх каждый раз, когда экструдер выполняет втягивание. Для PETG вам потребуется использовать длину, немного большую, чем расстояние втягивания для PLA.
Расстояние втягивания также зависит от настройки экструдера вашего принтера. Если у вас установлен экструдер Боуден, расстояние будет больше, чем при установке прямого экструдера. Пользователи отметили, что для установки Bowden эффективно расстояние в 6 мм, в то время как для системы прямого выдавливания достаточно 2-3 мм. Если натяжение не прекращается, попробуйте использовать большее расстояние, но слишком большое может привести к замятию горячего конца, и в этом случае вам следует уменьшить расстояние.
Далее, скорость втягивания определяет скорость, с которой выполняется втягивание. Что касается PETG, то сообщество пользователей неоднозначно: одни выступают за скорость 25 мм/с, а другие - за 40-45 мм/с. Качество печати может ухудшиться, если скорость втягивания слишком низкая или слишком быстрая, и правильная настройка зависит от особенностей вашего 3D принтера и используемого материала.
Итак, мы рекомендуем вам начать со скорости 25 мм/ с и при необходимости увеличить ее. Возможно, вам придется сделать несколько пробных отпечатков, чтобы определить, что лучше всего подходит для вашей установки.
Combing/Расчесывание
Помимо втягивания, волоски можно зафиксировать и другим способом, используя настройку Cura ”Режим расчесывания". Комбинированный режим - это метод перемещения и позиционирования, которому следует печатающая головка, чтобы избежать определенных зон (например, пространств за пределами периметра детали).
В Cura режимы “Не в оболочке” и “Внутри заполнения” оба работают отлично и частично уменьшают количество волосков или, по крайней мере, их видимость. Первый вариант предотвращает расчесывание печатающей головкой верхнего слоя "кожи", что потенциально может привести к появлению следов перетаскивания или шрамов на поверхности отпечатка. Последний вариант гарантирует, что печатающая головка перемещается только по заполнителю детали, чтобы предотвратить появление какого-либо беспорядка за пределами заполнения.
Резюме
Расстояние втягивания: 6 мм для установок Боудена, 2-3 мм для установок прямой экструзии
Скорость втягивания: 25 мм/с
Расчесывание: “Не в оболочке” или “Внутри заполнителя”
Охлаждающий вентилятор
Охлаждение - еще один важный параметр для печати нитью PETG, поскольку охлаждающие свойства PETG представляют собой смесь PLA, который любит интенсивное охлаждение, и ABS, который не любит никакого охлаждения. В Cura скорость вращения охлаждающего вентилятора задается в процентах и регулирует скорость вращения вентилятора частичного охлаждения вашего принтера во время печати.
Сначала убедитесь, что включено охлаждение детали, установив флажок “Включить охлаждение печати”, затем установите скорость вращения вентилятора на 40-60%. Значение Cura по умолчанию 50% отлично подходит для многих пользователей, но может зависеть от конкретной марки используемой вами нити PETG.
Точная настройка
Хороший способ протестировать охлаждение - это использовать тест на выступ, который вы можете найти в хранилищах 3D-моделей.
Если ваша машина испытывает трудности с основными выступами под относительно небольшими углами (например, 45 или 50 градусов), вам следует увеличить скорость вентилятора охлаждения с шагом в 5%. Если вы столкнулись с деформацией или дефектами качества, связанными с охлаждением, возможно, вам захочется снижать скорость вращения вентилятора с теми же интервалами, пока проблема не исчезнет.
Скорость охлаждения в 50% отлично подходит для обычной скорости охлаждения, но первые несколько слоев не следует использовать вентилятор (работает четыре слоя). Это связано с тем, что первые несколько слоев отпечатка обычно получаются лучше всего, когда ничто не нарушает их адгезию или не приводит к деформации, что может сделать активный охлаждающий вентилятор.
Кроме того, некоторые пользователи, обнаружили, что меньшее охлаждение отпечатков или его полное отсутствие приводит к получению более прочных моделей за счет улучшенной адгезии слой за слоем. Несмотря на то, что это преимущество обеспечивается меньшим охлаждением, печатать выступы сложнее, а мелкие детали обычно более низкого качества.
Резюме
Процент скорости охлаждения: 50%
Скорость охлаждения начального слоя: 0%
Build Plate Adhesion
PETG печально известен тем, что является материалом для супер-наклеек, и при снятии со стеклянной подложки он может буквально уносить с собой куски стекла. Несмотря на это, вспомогательные средства для адгезии, такие как клей или лак для волос, на самом деле обеспечивают хороший разделительный слой между основой и первым слоем отпечатка.
Компания Cura предлагает три средства для приклеивания печатных форм в категории “Build Plate Adhesion”: плотик, кромка и юбка. Плот - самый материалоемкий и трудоемкий способ, в то время как юбка - наименее затратный.
Для печати PETG обычно лучше всего подходит кромка, при условии, что вы также используете тонкий слой клея. Это связано с тем, что плот означает, что большая площадь поверхности соединяется с основанием, что усугубляет проблему, а юбка никак не способствует адгезии или облегчению процесса удаления деталей.
Края закрепляют отпечаток на подложке и позволяют просунуть под него лезвие или шпатель, чтобы высвободить деталь. Таким образом, вы получаете как хорошую адгезию первого слоя, так и возможность безопасного удаления вашей детали из PETG. Соблюдая баланс между использованием материала и функциональностью, рекомендуется использовать кромку шириной 5-6 мм.
Резюме
Build Plate Adhesion: кромка
Ширина кромки: 5-6 мм
ПОСТAВЬ ЛAЙК И ПОДПИШИCЬ, ЕCЛИ ТEБЕ ИНТEPEСНА ТEМА 3D ПЕЧАТИ!
еще интересные статьи по теме:
3DMART студия услуги 3D печати и 3D моделирование
Новый прорыв позволяет осуществлять низкотемпературную 3D-печать наноразмерного оптического стекла
REV 3RD о своих решениях для устойчивой широкоформатной 3D-печати
3D–печать роботизированной рукой - полное руководство
Шов по оси Z (Cura): Как его скрыть
Сглаживание PLA: как сгладить 3D-отпечатки из популярного пластика
Solidscape запускает небольшой, доступный по цене восковой 3D-принтер для ювелиров