Расточкой увеличивают диаметр имеющегося отверстия с помощью резца.
Растачивают отверстия по разному, и лучше всего подходят расточные станки. Потому что расточной станок позволит растачивать что угодно, и булавочную головку и коробку передач БелАЗа. Сегодня исключительно о расточке отверстий на станке токарном.
Зачем нужна расточка?
В целом расточка, мало производительная операция. Ибо задумано на все отверстия иметь сверла, зенковки и развертки.
Тогда отверстия получаются с одного прохода. Но как всегда все пошло не по плану.
Развёрток никогда не хватает. Я пару раз видел чтоб из под развертки размер получался с первого раза. Возможно кто-то растерял тонкое искусство заточки инструмента, и специалистов. Например нашего заточника считанные разы созерцать имел счастье, чтоб он что-то точил. Остальное время сам валялся у станка, за фрезами😂
Да и централизованное инструментоснабжение давно уже в прошлом.
К тому же не напасешься столько разверток на каждый размер. А если и наскребешь по сусекам, точить всякое это целом искусство. Особенно протяжки, плашки и зенкера. Резцы тоже надо уметь, но с резцами и дрессированный медведь справиться.
А ещё зачем растачивают отверстия:
Растачивание гораздо удобнее. Если отверстие имеет неправильную геометрическую форму. Обыкновенно в поковке или литой детали именно такое. Чтобы сделать отверстие параллельным и выставить в одну ось с наружной поверхностью, нет ничего лучше расточки
Растачивают когда отверстие больше размера любой из разверток. Почти невозможно встретить развертки диаметром 100 мм
Растачивают когда отверстие глухое или очень короткое. Потому что развернуть такое гораздо сложнее или вовсе невозможно.
Растачивать во время ремонта. Например чтобы вставить подшипник в гнездо подшипника который износился. Износ там чаще всего неравномерный и совершенно точно развертка в таком отверстии повторит поверхность износа. Тоесть уйдет налево.
Достаточно причин уметь растачивать отверстия. Кстати это должен уметь токарь второго разряда.
Как растачивают отверстия на токарном станке?
Чтобы расточить отверстие в токарном станке, надо установить деталь и расточить.
Сразу после того как найдете подходящий станок, надо выбрать резец, длинной больше глубины отверстия.
При этом вылет из патрона самой детали должен быть минимальным. Вылет резца из резцедержателя сделайте больше детали всего на пару миллиметров. Резец через это будет стоять жёстче. Служить дольше, а качество отверстия будет выше.
Диаметр резца выбирают из расчёта минимально необходимое: если резец влезает в отверстие и между резцом и стенками отверстия есть 1 мм этого достаточно.
Короче говоря: чем туже, тем лучше. Мелкий просвет между стенками также нужен для максимальной жесткости и минимальной вибрации.
Однако контролируйте как следует чтобы резец не тёрся ни одной из граней о поверхность отверстия. Потому что самое простое что может быть: жесткие ссадины в отверстии и плохая поверхность.
В худшем случае ваш резец затрется о стенки, углубиться в поверхность и вы мало того что провалите размер так ещё сломаете резец а может даже заготовка вылетит из патрона. Кому-нибудь в светлую голову. Страна останется без светлой головы а вы без светлого по пятницам и без светлого будущего.
Итак заготовка в патроне, у патрона резцодержатель, в нем резец. Хотя стоит на резец взглянуть внимательнее. Как он заточен?
Заточка расточного резца
Даже если вы не знаете углы резца, хотя я настоятельно рекомендую, просто делайте так: то что режет выше того что не режет. И резец будет резать. Или вот подробнее о заточке резцов.
Также важно:
Уделите внимание канавке. Канавка резца должна смотреть в сторону от режущей кромки. Чтобы стружка отделалась и сразу отдалялась от обрабатываемой поверхности. Это убережёт резец от поломки а поверхность от царапания.
Подрезать главную заднюю поверхность. Это та что под режущей кромкой. Именно она будет теряется о стенки отверстия, если установить резец слишком низко.
Имейте в виду, что подрезать поверхность надо ровно настолько, на сколько надо😄Если подрезать больше, резец станет хилым, слабым и будет входить в отверстия с дрожью. А это вам не нужно. Важно соблюсти тонкий баланс, между жесткостью и размером. Такая вот диалектика.
А ещё раньше чем резец точить, надо было выяснить какой резец нам нужен?
Резец расточной. Какой выбрать?
Многое мы уже знаем: резец надо выбирать не по длине, на которой многие зациклены. И по обхвату. Резец должен подходить для отверстия. Длинной не больше длинны детали. Но есть ещё форма..... форма отверстия в данном случае определяет форму резца.
Отверстия бывают:
Сквозными
Уступчатые
Глухие
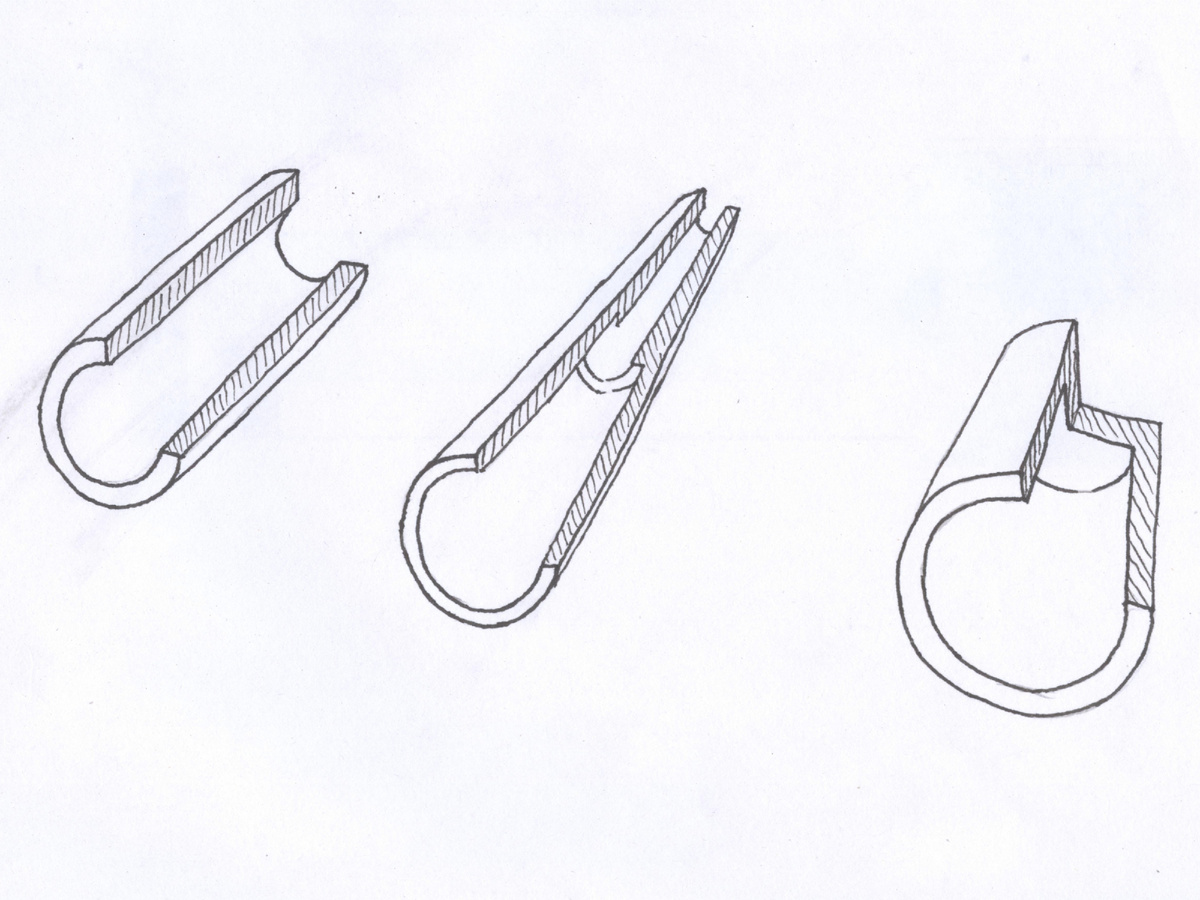
Сквозные значит в отверстие может пролететь насквозь. Для сквозных отверстий берет резец отогнутый.
Отверстия с уступами сначала можно точить отогнутым, но уступы в любом случае придется точить прямыми расточными.
Глухие, значит отверстия с окончанием. Для них подойдут только прямые расточные резцы.
Выбрали резец. Теперь выставим
Выставление резца
Расточной резец ставят ровно по центру, по центру высоты патрона. Когда снимают основной припуск. Основной, значит основную часть металла. Нетолерантно его зовут черновой.
Когда вы снимете основной припуск и останется припуск только для чистового прохода, чистовой припуск это 0,7-0,5 мм. Чистовой это значит сняв его отверстие будет уже готовым, чистым.
Так вот, чтобы чистовой проход получился отличным, надо ставить резец выше центра на 1 миллиметр или около того. Хотя в относительных значениях поднимать резец надо на 1 сотую от диаметра резца, по моему это слишком сложно. Ничего страшного если вы сразу поставите резец выше. Главное чтобы он убирался в отверстие и не тёрся о стенки.
Важно: при подрезке торца глухого отверстия резцом, резец надо устанавливать точно по центру.
Резец выставили теперь точим
Расточка отверстий
Вот вы придумали сколько снимать, включили обороты и режете металл: если резать слишком много, вы конечно захотите увеличить обороты, но так вы быстрее не сделаете.
Нужно сделать скорость резания меньше как минимум на 20%. Это в лучшем случае, потому что условия резания в отверстии отличаются. Чем отличается проточка отверстий?
- тонкий, относительно наружной проточки резец
- мелкое пространство для отвода стружки
- теплота со стружкой никуда не уходит.
- резец нагревается активнее.
Чтобы нивелировать последствия, берите резец толстый. Лучше всего как то наладить подачу СОЖ прямиком в зону резания. Для этого есть всякие шланги, канавки на оправке и резцах, у совсем крутых резцы с подачей жижи. Чтобы жидкость не брызгала, используют защитные щитки.
Важно: разные материалы тоже требует разного подхода. Просто по приколу не стоит снижать обороты. Например бронза, про нее подробнее тут, на расточку не используйте поправочный коэффициент. Напротив, стоит и подачи и оборотов втопить на +20%, особенно для алюминиевых бронз. Хотя лучше прибавляйте по 5% и действуйте по ситуации.
Точите чугун - охлаждение вообще ставит не обязательно, скорее даже противопоказано.
Нержавейка - надо быть особенно аккуратным и снизить обороты ещё на 20%. Стружка нержавейки особенно неприятна и ломает резцы.
Поковки, и на поверхности поковки ржавчина и жёсткая корка, ещё сильнее убавьте обороты. Я в таких случая делаю больше подачу и глубину резания. Если резец достаточно жёсткий. На мой взгляд так быстрее.
И вот вы уже подходите к чистовому размеру
Чистовая расточка
Почти самое сложное, касаемо расточки: то что резец не видно. Значит вы не можете контролировать как подавать резец на нужную глубину. Те кто живёт в 22 веке просто заказывают точные детали в Китае.
Всякие дикари используют нониус, и аккуратно стукают его палкой, чтобы подать резец на 0,02 мм.
Богатые ставят УЦИ. Это по моему лучшее что можно сделать с универсальным станком.
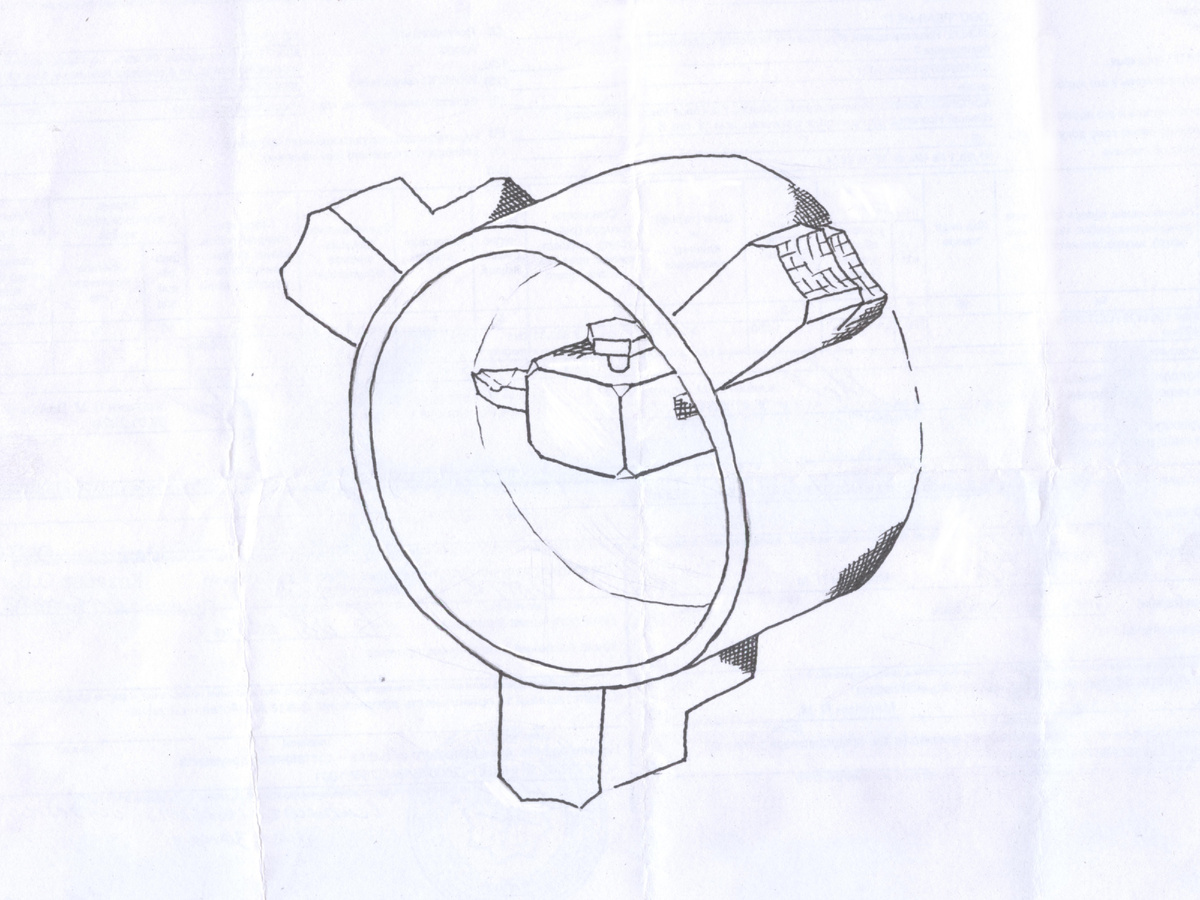
Простолюдины же используют индикатор.
Индикатором вы сможете подать на столько на сколько хотите. Индикатор ставят как на рисунке.
В разных справочниках пишут: под чистовую расточку надо оставлять припуск от 0,5 до 1 мм. Возможно, но все чуть сложнее. Перед чистовым проходом нужно убедиться что:
- ваша делать не разболталась, особенно если вы точите в люнете
- в отверстии нет конуса, особенно в сторону патрона
- какая шероховатость и какая вам нужна, стоит проверить
- на сколько горячая деталь, особенно бронза имеет крайне большое тепловое расширение.
Когда все проверили, если вам хватит шероховатости, и деталь комнатной температуры, конуса нет и не предвидится я бы оставлял 0,2 мм на чистовой проход. Потому что с таким припуском резец не отожмет и вы получите размер тот что и хотели.
Расточкой, без вредных помех точению можно получить шероховатость Ra1,6 из под резца и точность по 7-8 квалитету. Это минимум. Если мастерство ваше высоко - то лучше
Важные моменты:
При выходе резца при сквозном точении, особенно если точите прямым резцом, надо сбавить подачу. Иначе резец может сломаться. Потому что на выходе в момент прорезания, останется тонкая полоска металла, достаточная чтобы переломить режущую кромку. Это из недавнего опыта😄
Цельными резцами растачивают длину до 3х диаметров или от 30 мм. Хотя я бы сказал: как можно скорее используйте оправку. Особенно фирменную. Отправки делают из качественного материала, резцы преимущественно из стали. Потому оправки жестче а значит предпочтительнее.
Есть еще цельнометаллические резцы из твердого сплава. Выбирайте лучше их хотя они дорогие.
Итого: растачивать просто, следите за резцом, на чистовых проходах за температурой, конусностью и точно выставляйте глубину сьёма.
Спасибо за внимание. Пишите свой опыт. Подписывайтесь, чтобы я чаще создавал материалы для вас. Ставьте пальцы вверх, это радует.
И вот еще читайте про холодильщиков и как затачивают сверла.