Все самые передовые сведения: как заточить резец. За 3 минуты.
Хотите сразу схему, перемотайте на абзац. А сначала:
Зачем точить резец?
Казалось бы....но нет. В целом резец с припаянной пластиной вполне можно не точить. Ведь пластина значительно тверже материала заготовки. И потому совершенно тупой уже будет резать.
Однако резать медленно, не будет давать качества, скорее всего будет излишне нагружать станок. Не позволит получить нужный профиль поверхности. Потому чтобы резать быстро и красиво, надо красиво заточить резец.
И еще: точить резцы, это скилл необходимый токарям всех разрядов, токарям-карусельщикам, скорее всего фрезеровщикам и многим другим. А потому
Что у резца надо заточить?
Для простоты: разноцветная схема главных чувствительных зон резца. В том числе, той самой точки Г.
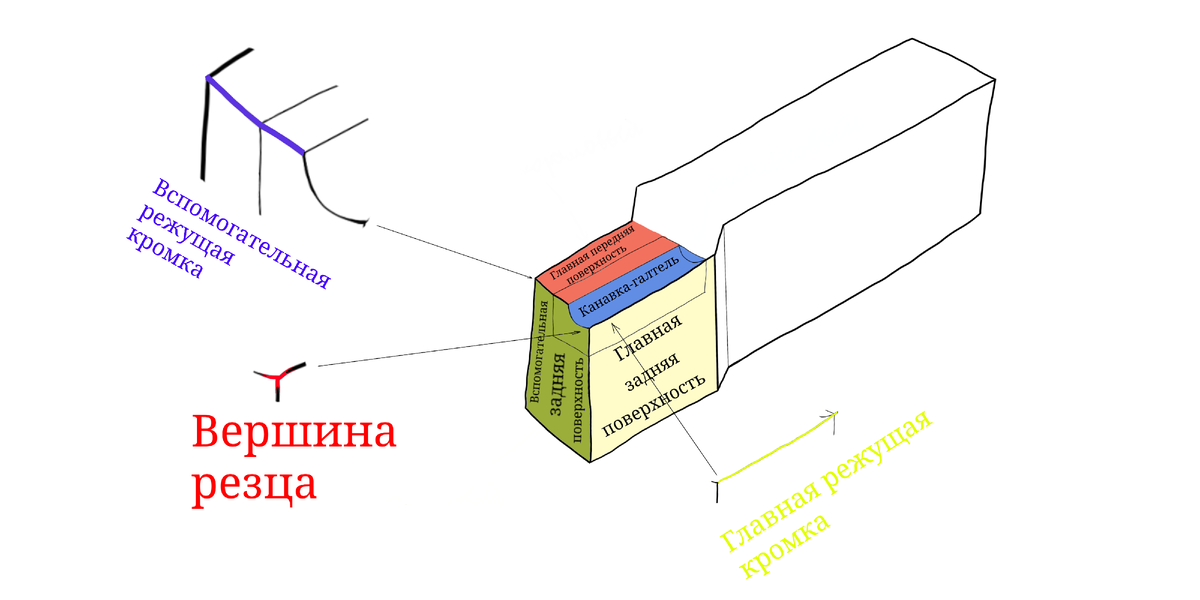
У резца есть:
Главная задняя поверхность
Находится ровно под главной режущей кромкой.
Задача главной задней поверхности - быть ниже главной режущей кромки.
Чтобы режущая кромка выступала вперед и врезалась в металл. Но при этом задняя поверхность не может задевать материал заготовки. Иначе резец будет терется о заготовку и грется.
Угол не должен быть слишком тупым, иначе резец станет во первых мягким. И уменьшит общую жесткость системы. Во вторых опирающаяся на него режущая кромка потеряет опору и разрушится раньше времени.
Угол отмеченный кремовым цветом от 1 и больше градуса. Но как можно меньше.
Вспомогательная задняя поверхность
Оливковый цвет, потому что. Служит как и предыдущая для поддержки режущей кромки. Но кроме этого режет деталь. Снимает лишнее, не срезанное главной режущей кромкой.
Если оливковый угол будет слишком острым, он может срезать слишком много. Если слишком тупой, стружка будет попадать в зазор между резцом и заготовкой, при этом резец будет отжиматься, отчего страдает точность обработки и качество поверхности.
Оливковый угол это от 3° и больше.
Главная передняя поверхность
Кораллового цвета. В память о ушедшем отпуске.
Главная передняя поверхность наверху и по ней прокатывается раскаленная стружка. Потому надо соблюсти условия. Первое, чтобы поверхость была гладкой, и стружка по ней скатывалась в сторону от сотрудка и от заготовки.
Второе, если стружки много и обработка черновая, угол может быть даже отрицательным, те же 3°. Тогда окалина и мощная стружка не сломает ни режущую кромку ни ваш резец в целом.
Главная режущая кромка
Часть в виде ястребиного когтя или бобрового зуба. Нужна чтобы вгрызаться в металл. Главная задача в заточке резца, сделать режущую кромку выше всех остальных поверхностей.
Режущую кромку специально точить нет необходимости, она образуется в процессе создания передней и двух задних поверхностей
Режущая кромка врезается в металл и образуется стружка. Очень много стржки, и чтобы стружка просто уходила прочь, не доставляя хлопот, создается ещё одна часть формирующая режущую кромку.
Канавка
Канавка васильковым цветом отмеченная, называется ещё галтелькой.
Канавка служит чтобы срезаемый материал в нее поступающий, сразу с режущей кромки, сворачивался в трубочку и удалялся за пределы зоны резания. Или, что еще предпочтительней, ударялся о удаленную поверхность канавки и стружка разламывалась и также удалялась из зоны резания.
Если канавка будет слишком мелкой, стружка не будет сворачиваться в трубочку.
Если слишком глубокой, стружка может в ней застревать, это называется пакетирование. И ломать резец.
Какая должна быть канавка?
Есть специальные нормативы и разные формулы. И есть пластины резцов ЧПУ у которых канавки созданы симпатичными. И я о них расскажу позже. Но в данный момент и чтобы не забивать голову:
1. Точите каначку глибиной 2 миллиметра и шириной в 3. Попробуйте как она справляется со стружкой. Если плохо - измените.
2. Чем тверже материал тем мельче и уже канавка. Чем мягче материал и чем больше глубина резания - тем канавка глубже и шире.
3. Сделайте канавку расширяющейся по мере удаленият от вершины резца. Это задает направление для удаления стружки
4. Канавка не обязательно радиусная.
Вершина резца
Это часть непосредственно врезается в поверхность заготовки и формирует поверхность вашей детали.
Потому вершина должна быть острой, но не слишком. Слишком острая во-первых не создает достаточной шероховатости. Во-вторых будет нагреваться и очень быстро сломается. Потому рекомендуется создать на вершине радиус, от 0,5 до 1,5 или фаску 45 градусов такой же длинны в миллиметрах.
Для чистового резца фаска должна быть как можно меньше, для чернового наоборот.
И последнее
Затупить. Затупить режущую кромку.
Дело в том что кромка после заточки на самом конце будет толщиной в сотни атомов твердого сплава. Тоесть очень хрупкая. Чтобы тонкая стенка не сломалась сразу, лучше ее затупить самостоятельно и тогда стойкость резца будет гораздо выше.
При этом, чем хуже поверхность заготовки, тем жестче должна быть режущая кромка. Если это корка заготовки после литья, верхняя плоскость режущейькромки пусть будет шириной от миллиметра
Итого: ничего сложного в заточке резцов нет. Главное сделайте режущуюю крому выше всех и проточите каначку для отвода стружки, да не забывайте затупить кромку, чтобы резец работал дольше и будет вам счастье.
Ставьте свои лайки, мне будет приятно😁Задавайте вопросы если непонятно. Предлагайте свои темы. И подписывайтесь.
А пока у меня есть мощный метериал про токарные резцы. Увлекательная статья о разрядах токарей. И о микрометрах тоже ничего.