Сварочная техника уже давно перестала быть чем-то фантастическим и превратилась в обычное необходимое средство для изготовления различных конструкций из металла. Всё чаще она является элементом must have в наборе бытовых инструментов для дома, для семьи, который используется в строительных или ремонтных работах на даче или в гараже.
Наиболее востребованными являются аппараты ручной дуговой сварки (РДС или ММА в английском варианте). Ручная дуговая сварка – самый древний и самый простой способ соединения металлов. Здесь используются стержневые электроды, покрытые обмазкой, плюс источник сварочного тока. Электрод зажимается в электрододержателе, который подключается к одному выходному разъему аппарата, а деталь, с помощью силового кабеля, подключается к другому выходному разъему.
При соприкосновении электрода и детали возбуждается электрическая дуга, под воздействием которой металл электрода и изделия расплавляется, образуя общую сварочную ванну. Далее сварочная ванна застывает и превращается в соединительный шов. Данный способ отлично подходит для соединения толстостенных деталей (более 3 мм), для заварки трещин или для создания защитных покрытий (наплавки). Однако, из-за большого и плохо контролируемого количества расплавленного металла, а также из-за высокого уровня разбрызгивания, он не совсем подходит для сварки тонких деталей и конструкций, к которым предъявляются повышенные требования к внешнему виду, так как после сварки обязательно понадобится трудоемкая мехобработка поверхности – удаление брызг и лишнего наплавленного материала.
Всех этих проблем позволяет избежать аргоно-дуговая сварка (АДС или TIG в английском варианте). В этом процессе дуга горит между вольфрамовым электродом и изделием, куда дополнительно подается защитный инертный газ – аргон, который предотвращает окисление металла шва и разрушение электрода. Соединительный шов здесь образуется либо только за счет расплавления самого изделия (сварка "своим телом"), либо за счет дополнительно подаваемого в сварочную ванну металла – присадочного прутка.
Отличительной особенностью данного способа сварки является легкий контроль за формированием сварочной ванны и количества наплавки, за счет чего получаются качественные и эстетически правильные швы, которые практически не требуют последующей обработки. Особенно сильно это заметно при сварке нержавеющих сталей.
В аргоно-дуговой сварке существует два способа возбуждения дуги:
1) Поджиг дуги касанием (TIG LIFT).
2) И наиболее часто используемый - высокочастотный (HF TIG), который применяется в современных ТИГ-аппаратах, так называемых аргонниках.
Второй способ требует наличия в аппарате специального блока – разрядника, который за счет подачи на электрод импульсов мощного напряжения (15-20 кВ) с высокой частотой пробивает воздушный промежуток между электродом и деталью, создавая там область повышенной ионизации, благодаря которой формируется стабильная электрическая дуга.
Наличие дополнительного оборудования и поддержка более широкого функционала приводит к тому, что полноценные аргоники на порядок дороже аппаратов РДС. Из недостатков способа HF TIG можно выделить только создание сильных электромагнитных помех в сети питания, к которой будет подключен аппарат, что может вызвать выход из строя чувствительной процессорной техники, подключенной в эту же сеть.
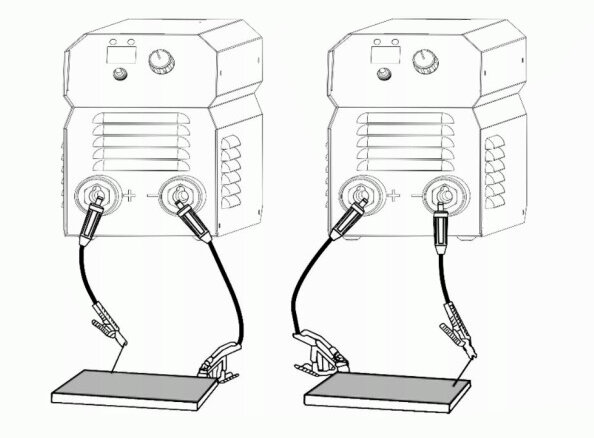
TIG LIFT же не требует наличия в аппарате каких-то дополнительных блоков, достаточно лишь иметь возможность переключения с режима ММА (РДС) на режим ТIG (АДС). Для начала процесса необходимо сначала поднести сопло к детали, затем коснуться электродом поверхности, а затем слегка его приподнять для получения нужной длины дуги.
Это самый простой и дешевый способ осуществления аргоно-дуговой сварки. Он, конечно же, имеет ряд существенных недостатков:
- риск возникновения дефектов шва из-за попадания в него при поджиге дуги частиц вольфрама;
- малый срок службы вольфрамового электрода из-за необходимости часто подтачивать его, так как в процессе контакта с деталью он теряет нужную геометрическую форму;
- отсутствие в ММА аппаратах с функцией TIG LIFT параметров тонкой настройки процесса, что может сказаться на качестве работ в целом;
- слишком большой расход дорогостоящего аргона.
В общем, перед покупкой сварочного аппарата следует тщательно взвесить все "за" и "против".
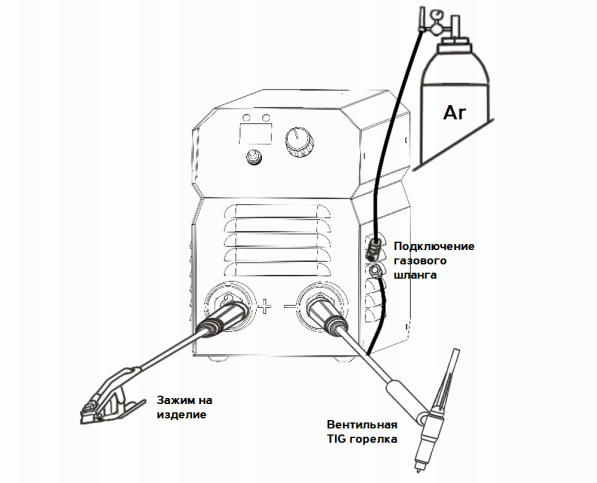
В качестве электродержателя в процессе АДС применяется сварочная горелка, шланг-пакет которой обеспечивает подвод энергии и защитного газа в зону сварки. Стандартные сварочные горелки, используемые с аргонниками имеют существенные отличия в конструкции от тех, которые предназначены для работы с ММА аппаратами TIG LIFT.
TIG LIFT горелка, как правило, не имеет кнопки включения. Вместо нее она оснащается регулировочным вентилем подачи защитного газа, который поступает в зону сварки напрямую от баллонного редуктора.
А теперь, похоже, самая главная тема – что по ценам?
Итак, подведем итоги. Функция TIG LIFT:
1. Существенно расширяет область применения аппаратов ручной дуговой сварки.
2. Позволяет оптимизировать расходы на сварочное оборудование, так как приобретая сварочник с TIG LIFT мы получаем 2 аппарата в 1 практически за ту же цену.
3. Обеспечивает лучшее качество сварки по сравнению со сваркой штучными электродами.
Подробнее ознакомиться с аппаратами КЕДР можно здесь: https://kedrweld.ru/products/svarochnye_apparaty/seriya_kedr_prime/mma_arc/