В предыдущей статье я рассказал о конструкции экструдеров/дозаторов для 3D/2D-печати по технологии печати по технологии «прямого нанесения чернил» (DIW – direct ink writing) – применение, разновидности печатающих готовок. Альтернативное название технологии – робокастинг.
Эта группа технологий формирует изделие путем в выдавливании небольших порций («колбасок») пастообразного материала по заданной траектории. В большинстве случаев материал должен затвердевать после выдавливания. Исключение – биопринтинг и пищевая печать съедобными пастами.
Материалы и области применения для DIW 3D-печати
По этой технологии возможна 3D-печать следующими материалами:
1. Культурами живых клеток в виде гелей (биопринтинг)

2. Съедобными пастами на водной основе (пищевая печать). Такие пасты должны иметь тиксотропные свойства и содержать загустители, которые бы обеспечивали желирование смеси после экструдирования.
3. Тестом для последующей выпечки
4. Легкоплавкими материалами – шоколадом, воском

5. Керамическими пастами на водной основе для последующего спекания
6. Пастами на основе воды или летучих растворителей
7. Двухкомпонентными материалами
8. Фотополимерами
9. Материалами, полимеризующимися при незначительном нагреве
10. Материалами, полимеризующимися в определенной среде
Достоинствами DIW 3D-печати является возможность использования наработок из "масс-сегмента" FDM 3D-печати - многие DIW 3D-принетры делаются путем переделки "бюджетных" FDM-принтеров, но есть и системы, разработанные и выпускаемые специально для DIW-печати:
В настоящее время DIW применяется в биопринтинге, пищевой 3D-печати, 3D-печати двухкомпонентными силиконами,в керамическом производстве (печать «зеленых» заготовок для последующего спекания), печать фотополимерным гелем. На уровне «почти в серию» – «металлическая» печать (печать «зеленых» заготовок для последующего спекания в металлическую деталь). Не «взлетела» технология 3D-печати двухкомпонентными полиуретанами, ходя была доведена до промышленного использования. Остальные разновидности 3D-печати находятся на уровне опытов и единичных образцов.
DIW 3D-печать двухкомпонентными силиконами
3D-печать силиконом имеет следующие особенности:
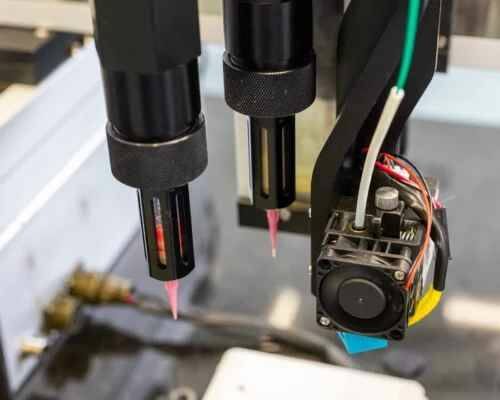
1. Компоненты должны храниться отдельно друг от друга. В случае плунжерного или пневматического экструдера должно быть раздельно дозирование компонентов, в случае шнекового экструдера – возможно использование одного шнека с подачей компонентов через два несоприкасающихся окна
2. Перед соплом должна быть промежуточная емкость в виде длинного цилиндра или конуса, в котором происходит смешивание компонентов. Для улучшение смешивания используются специальные внутренние спиральные направляющие различной конструкции. Такие насадки с «спиральками» выпускаются серийно для ручных дозаторов
Силиконовый гель после выдавливания слабо «держит форму» и может расползтись под действием силы тяжести следующего слоя. Эту проблему решают различными способами:
1. Использование быстротвердеющих силиконов, нанесение следующего слоя только после набора прочности предыдущим
2. Использование поддерживающего геля, который не дает «расползтись» печатаемой детали. При этом деталь печатается в ванне, заполненной гелем.
3. Ускорение затвердевание силикона при помощи зонального нагрева в зоне экструдирования ИК-лампами.
В зависимости от особенностей технологии могут применяться следующие аббревиатуры:
RDM (Resin Deposition Modeling – моделирование нанесением смолы). Аббревиатура используется фирмой «Новые Аддитивные Технологии» (бренд EpoxyPrint) из Санкт-Петербурга.
RLM (Rapid Liquid Printing – быстрая жидкостная печать), GFM (Gravity Free Manufacturing – производство свободное от гравитации) – для варианта печати с использованием поддерживающих структур.
PEM (Paste Extrusion Modeling) – моделирование экструдированием пасты
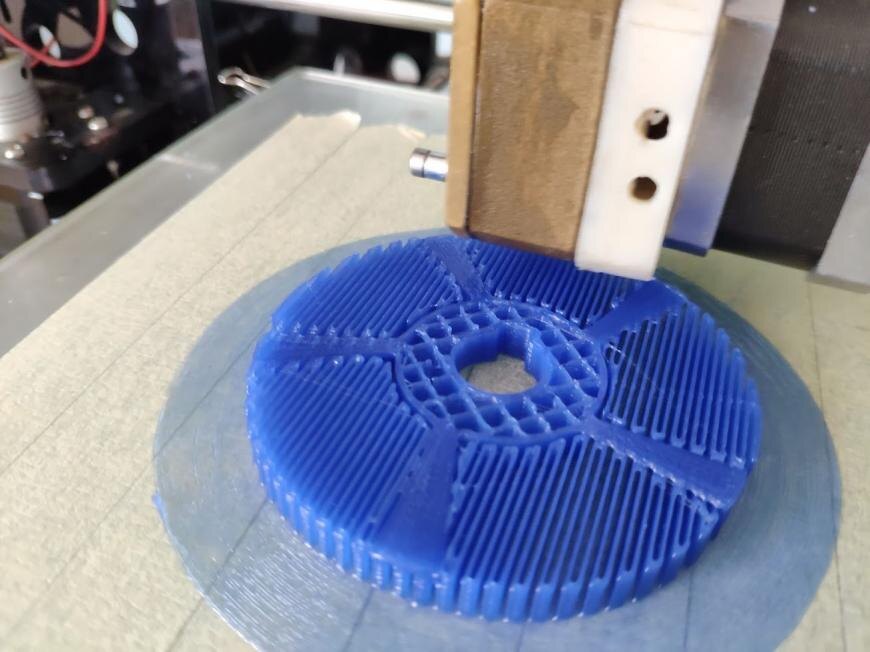
Особенности печати керамическими пастами
При использовании DIW для печати «зеленых» заготовок для последующего спекания самым сложным является обеспечение равномерного высыхания, т.к. в процессе высыхания возможно коробление заготовки. При длительной печати керамической заготовки возможно высыхание с усадкой нижних слоев, что приведёт к искажению формы детали. Так же проблемой могут быть расползание нижних слоев под весом верхних.
При печати «вазочек», «горшочков для цветов» и аналогичных предметов на эти проблемы не обращают внимание. Но вот при печати деталей технического назначения иногда могут применятся следующие приемы:
1. Печать в ванне с подогретым маслом. Масло несколько разгружает конструкцию, и способствует равномерному распределению влаги внутри детали
2. Печать при отрицательных температурах. При этом нанесенный слой замерзает, что исключает его высыхание и расползание под весом верхних слоев. Такая технология имеет аббревиатуру FFEF(Freeze-Form Extrusion Fabrication – производство экструдированием с замораживание фазы)
Для керамической DIW 3D-печати может использоваться аббревиатура CODE (Сeramic On-Demand Extrusion – керамическая экструзия по требованию)
Печать фотополимерным гелем
Особых особенностей нет, единственный производитель таких принтеров – израильская фирма Massivit, которая использует аббревиатуру GDP (Gel Dispensed Printing – печать распределением геля). Об этом я писал здесь.
Пищевая DIW 3D-печать
Про пищевую печать я писал здесь.
Печать тестом для последующей выпечки – достаточно обширная тема, блиноботам я посвятил несколько статей - первая, вторая, третья.
Особенностей нет. При печати съедобными пастами необходимо, чтобы пасты имели высокую тиксотропность – способность держать форму после экструзии. Для этого в них добавляются различные загустители – камедь, желатин, агар-агар, модифицированный крахмал.
При печати тестом – тесто должно быть достаточно жидкое, иначе его невозможно будет экструдирвоать, и достаточно «твердое», чтобы держать форму. В реальности тесто либо расплывается, как в блинах, либо не экструдируется. Единственный тип теста, из которого можно что-то напечатать по этой технологии – это песочное тесто.
Шоколад
Печать шоколадом требует обязательного темперирования шоколада и четкой выдержки температурного режима в помещении. В последнее время появились специальные принтеры для шоколада с закрытой охлаждаемой камерой. Все эти трудности заставляют вместо в «шоколадной 3D-печати» вместо шоколада использовать шоколадную глазурь (подробнее – здесь).
Названия и аббревиатуры
Для этой технологии раньше использовалось название «робокастинг», сейчас в основном используется термин DIW (Direct Ink Writing – прямое нанесение чернил), но можно встретить и другие аббревиатуры:
EFF (Extrusion Freeform Fabrication – экструзионное свободное производства)
LAM (Liquid Additive Manufacturing – аддитивное производство из жидкой фазы)
LDM (Low-temperature Deposition Manufacturing – производство низкотемпературной наплавкой (осаждением)).
LDM (Liquid Deposition Modeling – моделирование нанесением жидкости)
PDM (Paste Deposite Modeling – моделирование нанесением пасты)
Заключение
Несмотря на кажущуюся простоту и примитивность у технологи DIW 3D-печати большие перспективы, связанные с возможностью использования наработок из FDM/FFF 3D-печати и возможности доработок серийных FDM-принтеров.
Наиболее перспективными направлениями, на мой взгляд, являются:
- 3D-печать двухкомпонентными смолами, прежде всего силиконами
- 3D-печать керамических бытовых предметов сложной формы
- 3D-печать термоотверждаемыми пастами на основе ПВХ
- 3D-печать воском
Предыдущая статья по теме:
Следующие статьи по теме: