В статье: о конструкции DIW-принтеров для 3D-печати глиной (принтеров для «робокастинга»).
Введение
Одно из малопопулярных (или малопубличных?) направлений 3D-печати – печать глиняным тестом для последующего обжига в керамическое изделие методом экструзии (DIW или робокастинг).
С одной стороны – первые «глиняные» 3D-принтеры появились более 10 лет назад, с другой – даже сейчас 3D-печать глиной воспринимается экзотикой, а количество фирм, выпускающих оборудование для DIW 3D-печати глиной – чуть более пяти на весь мир.
Основные конструктивные решения
В «любительских» конструкциях до недавнего времени лидировали плунжерные и пневматические экструдеры (подробнее – здесь), с появлением дешевых китайских экструдеров для доработки FDM-принтеров они стали не актуальны.

Основным типом экструдера для «глиняного» принтера на сегодняшний день является шнековый, хотя плунжерные экструдеры тоже находят свое применение даже в промышленных 3D-принтерах.

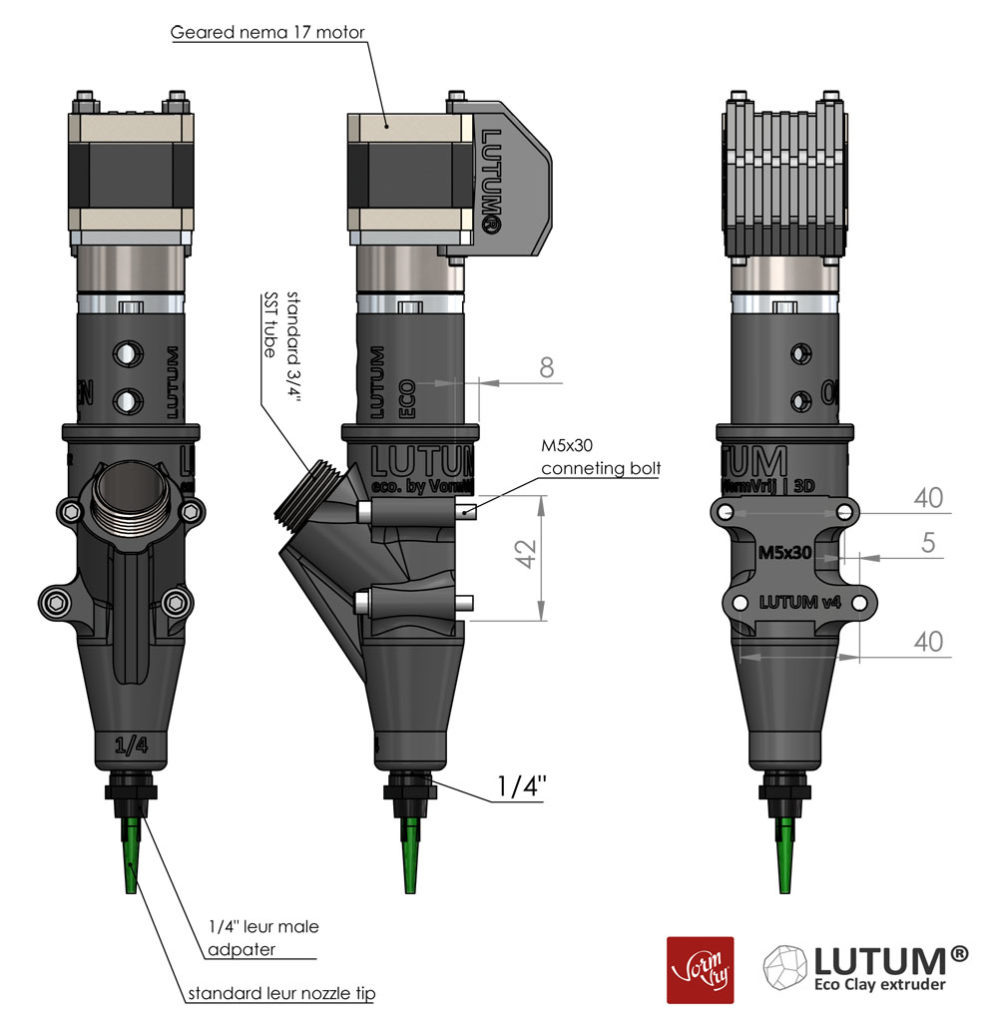

Т.к. глина в экструдер подается уже в готовом виде, без пузырьков, то шнек в экструдере – самой простой конструкции, в виде обычного архимедова винта, с постоянным шагом и диаметром. Злые языки говорят, что на самых первых конструкциях «Керамбот» использовал в качестве шнека саморезы по дереву подходящего диаметра. А вот ребята из StoneFlower и не скрывали, что начинали с саморезов и сантехнических фитингов (об этом – здесь).
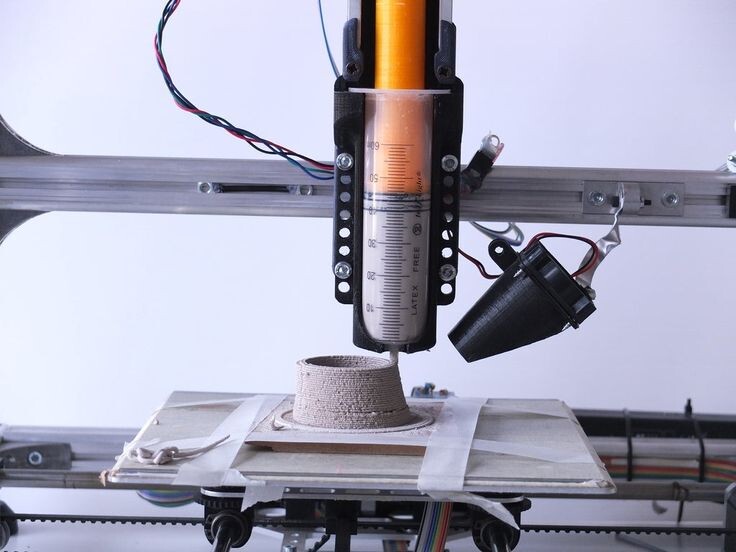
Подача материала в шнек – из цилиндрической емкости при помощи давления сжатого воздуха (от компрессора) или поршнем с винтовой подачей от шагового двигателя. Оба варианта имеют свои достоинства и недостатки, в при небольших производительностях для «бытовых» целей обычно используется поршневая подача, на крупных принтерах – пневмоподача, но могут быть и варианты.
При пневмоподаче для безопасности (для исключения разлета осколков в случае разрушения емкости с глиной), емкость с глиной часто помещают внутри металлического стакана.
Для бюджетных «настольных» систем используется кинематика «бытовых» FDM-принтеров – консольные или портальные «дрыгостолы», более того, часто такие принтеры конструируются путем переделки стандартного FDM-принтера – например в младших моделях серии Moor от Tronxy (Китай) явно угадываются бюджетные FDM-принтеры Tronxy серии Mini и XY.
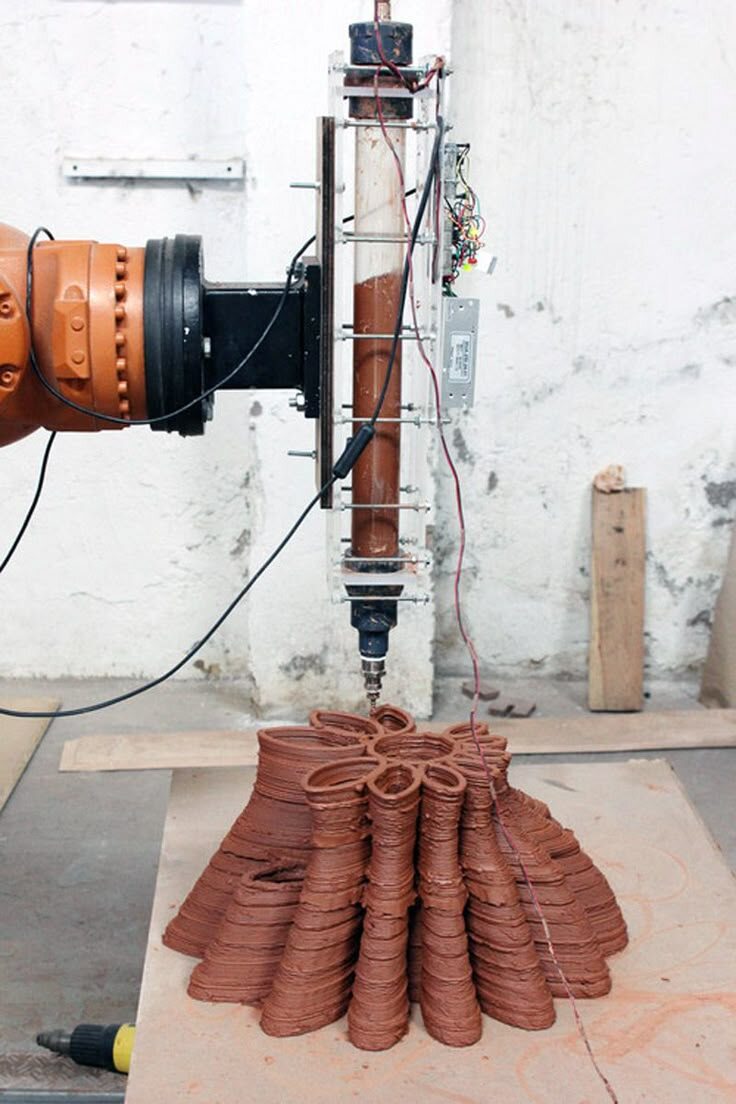
Для крупногабаритной печати «другостолы» не годятся и для них основной кинематикой является «дельта» и различные виды «кубиков».
Для крупногабаритной печати используют SCARA-кинематику, портальные решения или даже оснащают «глинянным» экструдером робо-руки.
При небольших объемах емкость для глины наполняют вручную, при больших объемах – используют специальные пресса или шнековые наполнители, типа такого:
Основными производителями «бюджетных» решений является Китай – фирмы Tronxy и Cerambot, китайская фирма Smart (Xiamen Smart Enterprise) выпускает как "любительские", так и вполне профессиональные "глинянные" принтеры. Более «серьезное» оборудование производится фирмами StoneFlower (Германия, выходцы из России), VormVrij (Нидерланды, бренды LUTUM и BRUTUM), WASP (Италия). У нас разработкой и поставкой 3D-принтеров для печати глиной занимаются КБ-78 (собственное единичное производство под заказчика) и ПНО Аванти (локализация китайской продукции в учебных заведениях).
Заключение
Из-за своей «непубличности» объемы 3D-печати глиной трудно оценить. Многие художественные и гончарные мастерские, имеющие 3D-принтеры, не раскрывают их использование, и судить о том насколько это направление, востребованное у гончаров и керамитов – очень трудно.
О том, что печатают на «глиняных» 3D-принтерах – в следующей статье.
А пока – несколько фотографий напечатанных изделий:
Следующая статья: