В статье - об DIW 3D-печати глиняным тестом заготовок керамических изделий для последующего обжига.
В предыдущей статье я описал основных производителей DIW 3D-принтеров для "керамической" печати глиной.
В этой статье – о том, что же все-таки печатают на DIW 3D-принтерах из глины.
Но вначале – о проблемах и особенностях 3D-печати глиной. Большинство проблем и особенностей связано не столько с 3D-печатью, сколько с глиной, как материалом и являются проблемами не только 3D-печати, но и гончарного дела, шликерного литья, лепки из глины.
Особенности 3D-печати глиной
Перечень проблем
Основными проблемами 3D-печати глиной являются:
- «расплывание» нижних слоев под весом верхних, неравномерное высыхание изделия при длительной печати
- провисание экструдированных «колбасок» глины под собственным весом
- отсутствие четкого понимания, какая должна быть глина для 3D-печати
- особенности 3D-печати – слоистость изделия, швы, и т.п.
- невозможность печати мостов и нависаний, отсутствие поддержек


Рассмотрим их поподробнее.
«Расплывание» нижних слоев под весом верхних, неравномерное высыхание изделия при длительной печати.
Данная проблема не является проблемой 3D-печати, а характерна для любого керамического изделия из глины – на гончарном круге так же искажаются низ изделия при формировании верха, при длительной лепке скульптуры происходит неравномерное высыхание.
В качестве решения иногда практикуют печать в маслянной ванне – масло разгружает нижние слои, разравнивает и мешает высыханию глины.
Но обычно это воспринимается, как неизбежный спутник керамического производства – DIW 3D-печать глиной не рассчитана на получение высокоточных изделий, а искажение формы художественных изделий некритично. Неравномерное высыхание решается традиционным для лепки способом – закрыванием уже напечатанной части изделия влажной тканью.
В случае необходимости получения геометрически точных изделий (например, строительных блоков) усадку при спекании и возможные изменения геометрии учитывают на стадии проектирования модели для печати.
Единственный способ – учитывать этот эффект при проектировании. Ну, или использовать его в качестве художественного решения - прмиеры приведены в галереи выше
Отсутствие четкого понимания, какая должна быть глина для 3D-печати
В керамическом производстве влажность глины зависит от методики работы – для лепки из жгутов используют более влажную глину, при формировании из листа – более сухую. Перед работай кусок глины обязательно вымешивается, или мнется на специальных глиномялках. Степень влажности и пластичности мастера-керамисты определяют «на глаз» - по поведению глины в руках. Примерно так же приходится определять степень пластичности и важности глины для 3D-печати – по поведению принтера и готовым отпечаткам. На "глазок", все зависит от опыта.
Традиционное керамическое производство возможно из любой глины – «обычной» гончарной, смесей для фарфора или фаянса, шамотных смесей (гончарная глина с крошкой обожжённой глины).
Опыт показывает, что для 3D-печати подходит большинство гончарных глин, но не все и не всегда, плохо подходят смеси для фарфора/фаянса, сложно печатаются шамотные смеси (изнашивают оборудование, расслаиваются при дозировании, забивают оборудование).
Слоистость изделия, швы
Есть несколько способов решить эту проблему:
- печатать исключительно в режиме вазы (чтобы исключить швы в месте перехода со слоя на слой – в режиме вазы слой формируется в один периметр «спиралькой» и швов нет)
- печать в один периметр, чтобы уменьшить видимость шва в месте перехода слоя на слой
- проектирование ваз таким образом, чтобы «баг превращался в фичу» - использование слоистости в качестве художественного приема,
- маскировка шов перехода слоя на слой глазурью
- постобработка изделия – ручное выглаживание, долепка, резьба, выравнивание ангобом и т.п.



Невозможность печати мостов и нависаний
Решается разделением изделия на части с последующей склейкой, установкой специально спроектированных «ручных» поддержек и пенопласта, пластика или дерева (например, под подбородок при печати бюстов).
Частично проблема нависаний решается при помощи многоосевой печати.
Еще один вариант – печать поддержек из глины с нанесением разделительного слоя между поддержкой и изделием вручную.
Практическое использование 3D-печати глиной
Для чего используется DIW 3D-печать глиной?
Основные направления:
Печать дизайнерской посуды
Дизайнерская посуда, напечатанная на 3D-принтере малопопулярна, но присуствует в интернет-магазинах и продается.
Она вполне функциональна, основные покупатели – мелкие предприятия общепита – кофейни, кафе и т.п. 3D-печать позволяет делать небольшие серии одинаковой посуды по индивидуальному дизайну, ниже – примеры такой посуды.
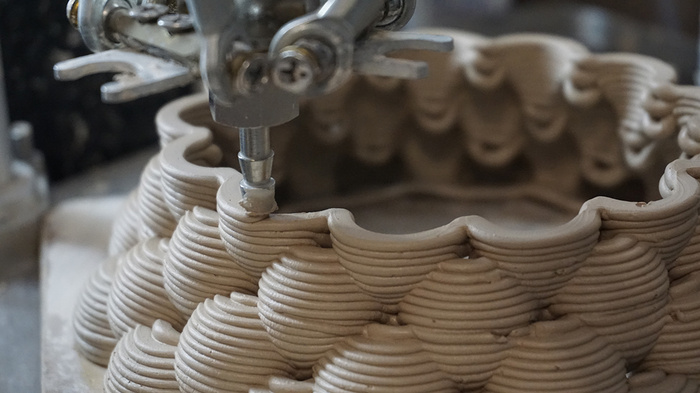
Печать ваз, вазонов
Очень популярное направления. В основном – из-за возможности печати вазы сложной формы, недоступной для ручной лепки из жгутиков или формирования на гончарном круге.
Ниже – примеры таких ваз
Печать дизайнерских вещей, скульптур, арт-объектов и интерьерных украшений, МАФ
Здесь простор для фантазии большой, но популярность маленькая…
Возможна печать вывесок, надписей
Печать МАФ (малях архитектурных форм) - малоперспективное направление, т.к. керамические МАФы оказываются намного дороже бетонных или стеклопластиковых, а напечатанные из бетона МАФы эстетически выглядят аналогично керамическим. Так же глиняные принтеры могут использоваться для печати МАФ из специальных «гидравлических» глин не требующих обжига – на основе цемента или гипса (фактически бетон).
Печать бюстов
При печати бюстов делается фотография человека и его 3D-скан. 3D-скан обрабатывается, по обработанной 3D-модели печатается заготовка бюста. После печати заготовки бюста профессиональный скульптор на основании фотографий дорабатывает бюст – прорабатывает мелкие детали, выглаживает и т.п.
Как вариант, возможна печать ваз или иных интерьерных украшений с портретами:
Печать строительных блоков
Обычно печатаются декоративные блоки для декорирования интерьера или фасада зданий
Строительные блоки из бетона намного дешевле керамики, и керамическая 3D-печать оправдана только для каких-либо дизайнерских изысков или концептуальных решений, ниже – несколько проектов:
Возможна так же печать керамических блоков для кровли, стен и опор:
Печать чашек для кальяна
При печати кальянных чашек – дно с мелкими отверстиями формируется отдельно из листа, и вставляется вручную во время печати чашки. До дна печать ведется в режиме вазы, после установки дна – в два периметра.
Особо отмечу, что 3D-печать кальянных чашек – чисто российская мода. Сделано в России, из принтера, доработанного в России, для российских кальянных. За рубежом дизайнерские кальяны не в моде…
Заключение
Несмотря на более, чем десятилетнюю историю DIW 3D-печать глиной так и осталась малоизвестным направлением 3D-печати.
На мой взгляд это связано с тем, что она особо не нужна – DIW 3D-печать может применяться только в «художественном творчестве», там, где точность не важна. А в художественных изделиях ручная работа ценится выше машинной. А напечатанная на 3D-принтере изделие – воспринимается именно как машинная работа. Поэтому единственная ниша – это интерьерный дизайн, 3D-печать заготовок бюстов (правильность пропорций головы при ручной лепке сложно соблюсти) и печать чего-то такого, что вручную или при помощи форм сложно или невозможно создать. Или – секретная, непубличная 3D-печать заготовок, которые потом, после доработки выдаются за ручную работу.
Но предприятия, выпускающие «глиняные» 3D-принтеры существуют, выпускают продукцию – значит спрос есть, и есть будущее у этого направления.
Предыдущие статьи по теме DIW 3D-печати ("робокастинга"):