В статье: о конструкции дозаторов для 2D и 3D-печати по технологии «прямого нанесения чернил» (DIW – direct ink writing) – применение, разновидности печатающих готовок. Альтернативное название технологии – робокастинг.
Введение
Технология «прямого нанесения чернил» возникла в конце 60-х/начале 70-х годов в радиоэлектронной промышленности как альтернатива нанесения через трафареты для единичного и мелкосерийного опытного производства. Слово «Ink» в данном случае означает не чернила/краску, а любой жидкий материал. По этой технологии наносили паяльные пасты, флюсы, проводящие дорожки, изоляцию, клей и т.п.
В «настоящем» производстве все это наносилось при помощи трафаретов (метод «шелкографии»), но изготовление трафаретов для мелкой серии (от 1 до 15…25 изделий) было нерентабельным, а ручное изготовление не всегда гарантировало качество и требовало высокой квалификации работников.
В отличии от струйной печати по этой технологии можно было наносить очень вязкие материалы.
В середине 90-х годов прошлого века появилась идея использовать наработанные технические решения DIW в 3D-печати, и метод назвали «robocasting» (робокастинг – «роботизированное литье» в дословном переводе). Робокастинг заключался в выдавливании небольших порций пастообразного материала по заданной траектории, формирую изделие. Материал после выдавливания должен затвердеть, чтобы получилась монолитная деталь. В качестве материала могли использоваться пасты с растворителем или на водной основе (отвердевали за счет испарения растворителя или воды), двухкомпонентные составы (перед нанесением происходило смешивание пасты с отвердителем так, чтобы в момент выдавливания материал был еще жидкий, а после выдавливания – достаточно быстро отвердевал), фотополимеры, которые засвечиваются после выдавливания.
В настоящее время термин «робокастинг» уходит из употребления, и термин DIW (direct ink writing) обозначает как 3D-печать, так и 2D-технологические методы, используемые в электронике и биотехе.
По международной классификации 3D-печать методом DIW относится к группе технологий ME (экструзия материала). Обычно термин DIW применяется для малогабаритного оборудования, для «серьезного» по размерам оборудования используются другие термины.
Конструкции экструдеров для DIW
Плунжерный экструдер
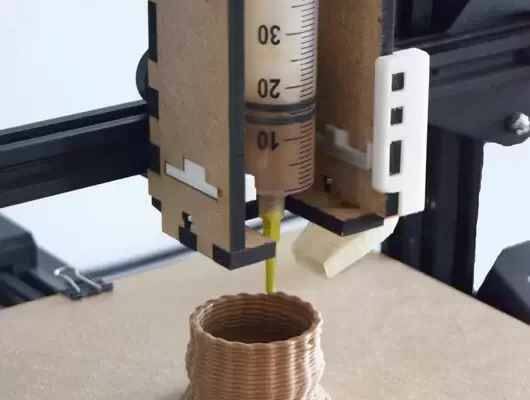
Самый простой экструдер для DIW представляет собой простой технический пластиковый шприц-дозатор с иглой с прямым срезом или с пластиковой насадкой-конусом. Могут использоваться и медицинские одноразовые шприцы с прямой иглой, но они менее удобны слабым креплением иголки (на технических шприцах иголка или носик накручиваются, на медицинских – удерживаются силой трения). Кроме 2D и 3D-печати такие экструдеры широко используются в быту для ручного дозирования.
Ярким примером такого решения являются специальные баллоны для строительных смесей (силиконы, клей, замазка) с подвижным дном-поршнем и носиком-соплом для выдавливания смеси для использования в специальных пистолетах-дозаторах.
Таким экструдером может оснащаться как «обычные, бытовые» FDM-принтеры после доработки, так и достаточно дорогое и профессиональное оборудование. Использование шприца в качестве экструдера является де-факто стандартом в медицине в биопечати.
Недостатки таких экструдеров очевидны – малый запас «чернил», невозможность ретрактов, возможность подтекания «чернил» при их малой вязкости, сложность выдавливания правильной «колбаски».
На последнем стоит остановится поподробнее – при перемещении поршня шприца вначале происходит сжатие «чернил» (небольшое, т.к. жидкости и пасты практически несжимаемые) и увеличение объема экструдера за счет недостаточно жесткости стенок (тоже небольшое), при этом чернила удерживаются в сопле силами трения и поверхностного натяжения. Потом, после некоторого сжатия «чернила» выдавливаются через сопло каплей, и только после этого происходит равномерное выдавливание чернил «колбаской» в соответствии с перемещением поршня, чернила при этом остаются в «сжатом» состоянии. После окончания перемещения поршня из-за того, что чернила были «сжаты» происходит вытекание небольшого количества чернил. Вместо ровно колбаски получается этакий «головастик» - пятно в начале выдавливания, ровная колбаска в установившемся режиме и тонкий хвостик по окончании выдавливания.
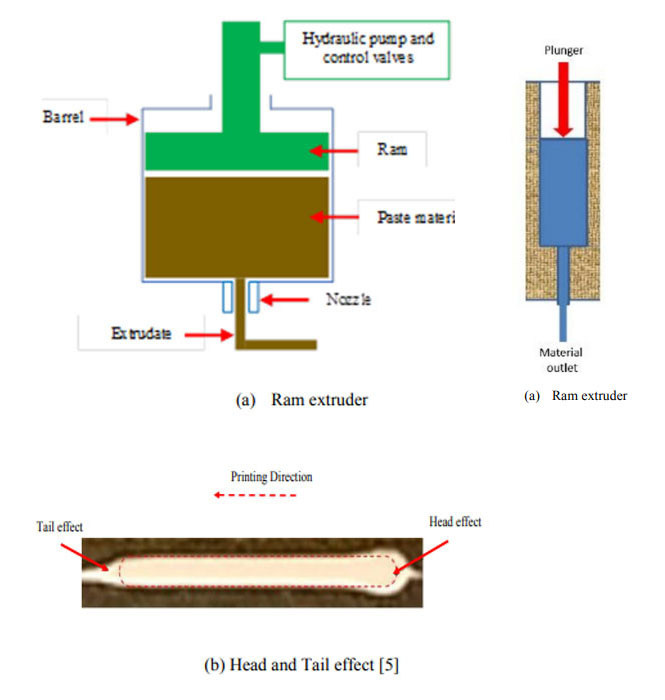

Такой экструдер называется шприцевым экструдером, поршневым экструдером, плунжерным экструдером, на западе иногда используется термин «Ram» - таранный (дословно – «баранный» или «штоссельный» экструдер). При дозировании больших объемов используются экструдеры большого объема в виде цилиндра из нержавейки.
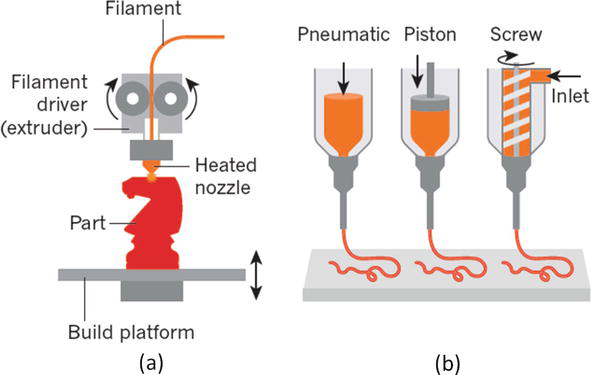
Пневматический экструдер
Пневматический экструдер возник как попытка исправить недостаток плунжерного экструдера в виде небольшого объема экструдируемого материала и невозможность «дозаправки» во время печати/дозирования.
Вместо поршня-плунжера в этом виде экструдера используются сжатый газ. Во время дозирования создается повышенное давление в экструдере и происходит выдавливание материала через сопло, для прекращения дозирования давление сбрасывается. Такой экструдер сохраняет все недостатки плунжерного экструдера, но позволяет периодически добавлять материал в емкость специальным насосом, во время перерывов в дозировании.
Этот вид экструдера часто используется в пищевых принтерах, в частности в «блиноботах».
Шнековый экструдер
Представляет собой шнек, который захватывает и выдавливает материал через сопло. Материал может подаваться без давления – «самотеком», но чаще используется пневматическая подача материала, когда сбоку от шнека располагается емкость с материалом, и в момент дозирования в емкости создается давления, а в перерывах – давление сбрасывается. Для очень вязких материалов (например, глиняное тесто) используется подача материала выдавливанием плунжером из цилиндрической емкости.
Для этой технологии иногда используются аббревиатура EOD (Extrusion-on-Demand – «экструзия по требованию»).
Насосные экструдеры
В этих экструдерах внутри размещается небольшой насос – например, перистальтический или шестеренный. Насос захватывает материал из емкости и продавливает его через сопло. Такие конструкции встречаются очень редко. Например, одно время выпускались экструдеры для шоколада с шестеренным насосом.
Заключение
За «робокастингом» - большое будущее. Печать двухкомпонентными пластиками и керамическими пастами и биопечать очень востребована на рынке – постоянные самопальные переделки «бытовых» FDM 3D-принтеров в «керамические», «силиконовые» свидетельство тому.
Плунжерные экструдеры, несмотря на свою простоту, скорее всего сдадут свои позиции везде, кроме биопечати, будущее – за шнековыми и насосными экструдерами. Тем более, что шнековый экструдер – фактически разновидность насосного.
Следующие статьи по теме: