Автор: Александр ГУДКО, медиаэксперт, главный редактор журнала СОК
Компания «РОСТерм» продолжает уверенно удерживать позиции лидера на рынке полимерных труб и фитингов. Запуск новых производственных линий позволил компании значительно увеличить объёмы выпуска продукции, что укрепило её первенство в сегменте труб PE‑Xа в России. В ходе визита главного редактора журнала СОК Александра Гудко на производственную площадку компании в Санкт-Петербурге генеральный директор ООО «РТСЗ» Александр Дядин и технический директор предприятия Константин Ковшар рассказали о достижениях «РОСТерм», его производстве и планах на будущее.
Завод «РОСТерм» — ведущий российский производитель труб и фитингов из полимерных материалов — неуклонно движется вперёд, закрепляя своё лидерство на рынке. Одним из ключевых событий 2023 года стало введение в эксплуатацию двух новых немецких производственных линий.
«С запуском новых линий мы выходим на объём производства 50 миллионов метров трубы PE-Xа в год, — отмечает директор завода Александр Дядин. — Это позволяет компании обеспечить продукцией до 20 миллионов квадратных метров строящегося жилья, что свидетельствует о значительном вкладе предприятия в развитие отечественной строительной отрасли».
«РОСТерм» расширяет своё присутствие в регионах России, а также осваивает рынки Казахстана, Киргизии и Беларуси. В связи с этим в планах компании — строительство нового цеха площадью 2500 м2 для установки термопласт-автоматов.
Если говорить о рынке в целом, то сегодня мы наблюдаем ощутимый рост спроса на трубы PE-Xа, который обусловлен увеличением доли строительства домов с горизонтальной разводкой и уходом с рынка крупных европейских производителей. Это создало благоприятные условия для роста продаж продукции «РОСТерм».
«Рынок растущий, и сейчас мы с этим объёмом серьёзно закрепляемся на первом месте», — подчёркивает топ-менеджер.
Современные станки и контроль качества
Одним из главных преимуществ компании является применение самого передового оборудования. Для производства полипропиленовых труб используются итальянские станки, а для труб PE-Xа — немецкие.
«Китайское оборудование для экструзии мы не используем вообще. Оно менее производительно, не очень стабильно в работе и требует больше внимания к качеству производимой продукции», — поясняет директор завода.
Контроль качества продукции на заводе «РОСТерм» поставлен во главу угла и осуществляется на трёх уровнях: входящий контроль сырья, контроль при производстве и контроль готовой продукции. Такой подход является гарантией того, что клиенты компании получат безупречные с точки зрения параметров и надёжности трубы и фитинги.
«Каждая партия нашей продукции имеет свой паспорт качества», — подтверждает Александр Дядин.
На фоне роста конкуренции со стороны китайских производителей компания «РОСТерм» сохраняет акцент на надёжности и долговечности своей продукции. На волне увеличения спроса некоторые российские торговые компании стали продавать произведённые на китайских предприятиях трубы, которые как товарная позиция ранее вообще не входили в их ассортимент.
В отличие от этих фирм «РОСТерм» свою продукцию производит сам и контролирует каждый этап производства.
«Мы предлагаем рынку в целом и крупным застройщикам в частности трубы из термостабилизированного полипропилена с увеличенным на 30–40 процентов запасом прочности по отношению к рандом-сополимеру», — добавляет директор предприятия.
Инновационность
Компания активно развивает новые направления и ныне продвигает на рынке систему «РОСТерм ЛАЙТ».
«Это другая технология, которая использует полиэтиленовые кольца вместо гильз из ПВДФ, — рассказывает Александр Дядин. — Являясь инновационной системой фитингов и труб, “ЛАЙТ” позволяет значительно снизить стоимость продукции без ущерба для её качества».
Фитинги системы «ЛАЙТ» предназначены для соединения полимерных труб РЕ-Хa и PE-Xa EVOH серии SDR 7,4. Данные фитинги находят широкое применение в системах холодного и горячего водоснабжения, водяного отопления, включая системы поверхностного отопления и снеготаяния.
Чем же специфична данная система? Особенности монтажа системы «ЛАЙТ» заключаются в следующем: сначала кольцо надевается на трубу, затем кольцо и трубу расширяют и надевают на штуцер фитинга. После этого для ввода соединения в эксплуатацию требуется некоторое время, чтобы кольцо естественным образом, в процессе сжатия, обжало соединение, обеспечивая герметизацию.

Важное преимущество системы «ЛАЙТ» — устойчивость к коррозии и минеральным отложениям, что делает её идеальной для использования в системах питьевого водоснабжения и отопления
Система «ЛАЙТ», помимо сниженной стоимости, имеет множество преимуществ. Во-первых, она демонстрирует высокую устойчивость к ударным механическим нагрузкам. Соединения, выполненные с использованием этих фитингов, являются неразъёмными, что позволяет замоноличивать их в строительных конструкциях. Монтаж системы «ЛАЙТ» отличается простотой и скоростью. Фитинги не содержат резиновых уплотнительных колец, что исключает риск их износа или повреждения.
Ещё одно важное преимущество системы «ЛАЙТ» — устойчивость к коррозии и минеральным отложениям, что делает её идеальной для использования в системах питьевого водоснабжения и отопления. Благодаря своим отличным характеристикам фитинги обеспечивают долгий срок службы и надёжность в эксплуатации.
Открытость предприятия
Компания «РОСТерм» стремится к максимальной открытости, с тем чтобы минимизировать потребительские мифы, связанные с продукцией компании. Одно время на рынке бытовало мнение, что трубы и фитинги «РОСТерм» имеют китайское происхождение. В настоящее время эти слухи постепенно сходят на нет.
«Мы приглашаем на экскурсии представителей профессионального сообщества, блогеров и торговых партнёров, чтобы они могли лично убедиться в высоком качестве и настоящем российском происхождении нашей основной продукции», — говорит топ-менеджер.
Вместе с тем «РОСТерм» не делает никакой тайны из того, что сотрудничает с китайскими производителями. Сотрудничество это не выходит за рамки поставок некоторых компонентов, таких как, например, латунные фитинги и редукторы давления. Это позволяет предприятию предлагать клиентам самый широкий ассортимент продукции, не затрачивая ресурсы на изготовление пока непрофильной для предприятия продукции. Кстати, данные виды товаров уже включены руководством компании в планы по расширению ассортимента производства на ближайшие годы.
Заводская лаборатория
Компанией «РОСТерм» внедрены высокие стандарты качества на каждом этапе производства продукции. Важным элементом этого процесса является лаборатория предприятия, оснащённая новейшим оборудованием. Здесь сырьё и готовые изделия проходят тщательные испытания, что обеспечивает надёжность и долговечность производимых труб и фитингов.
На заводе «РОСТерм» каждый этап производства полипропиленовых труб начинается с тщательного входного контроля сырья. Константин Ковшар, технический директор компании, поясняет:
«Приходящее сырьё проходит обязательный отбор проб и маркировку. Мы проверяем влажность, показатель текучести расплава и наличие дополнительных примесей. Для этого используется специальное оборудование, которое позволяет определить все необходимые параметры с высокой точностью».
Если сырьё не соответствует стандартам, оно отправляется в резервную зону, и начинаются переговоры с поставщиками о возврате.
«У нас долгосрочные отношения с партнёрами, и практика показывает, что такие случаи редки», — уточняет специалист.
Контроль готовой продукции также ведётся без перерыва.
«Наши контролёры ОТК работают круглосуточно, проверяя каждую партию труб. Мы работаем по нормам ГОСТ 32415–2013 и ГОСТ Р 53630– 2015, и вся продукция проверяется на соответствие этим стандартам», — говорит технический директор.
В лаборатории проводятся годовые испытания труб на термостабильность. Это длительный процесс, при котором труба подвергается воздействию высоких температур и давления в течение 8760 часов. Такое испытание позволяет симулировать преждевременное старение трубы.
Важным аспектом контроля качества является проверка степени сшивки полимеров. Для PE-Xb она должна составлять не менее 65%, а для PE-Xа — не менее 70%. На заводе используется специальное оборудование для точного определения этого параметра.
На заводе «РОСТерм» каждый этап производства полипропиленовых труб начинается с тща- тельного входного контроля сырья. Всё приходящее сырьё проходит обязательный отбор проб и маркировку. Проверяется влажность, показатель текуче- сти расплава и наличие допол- нительных примесей
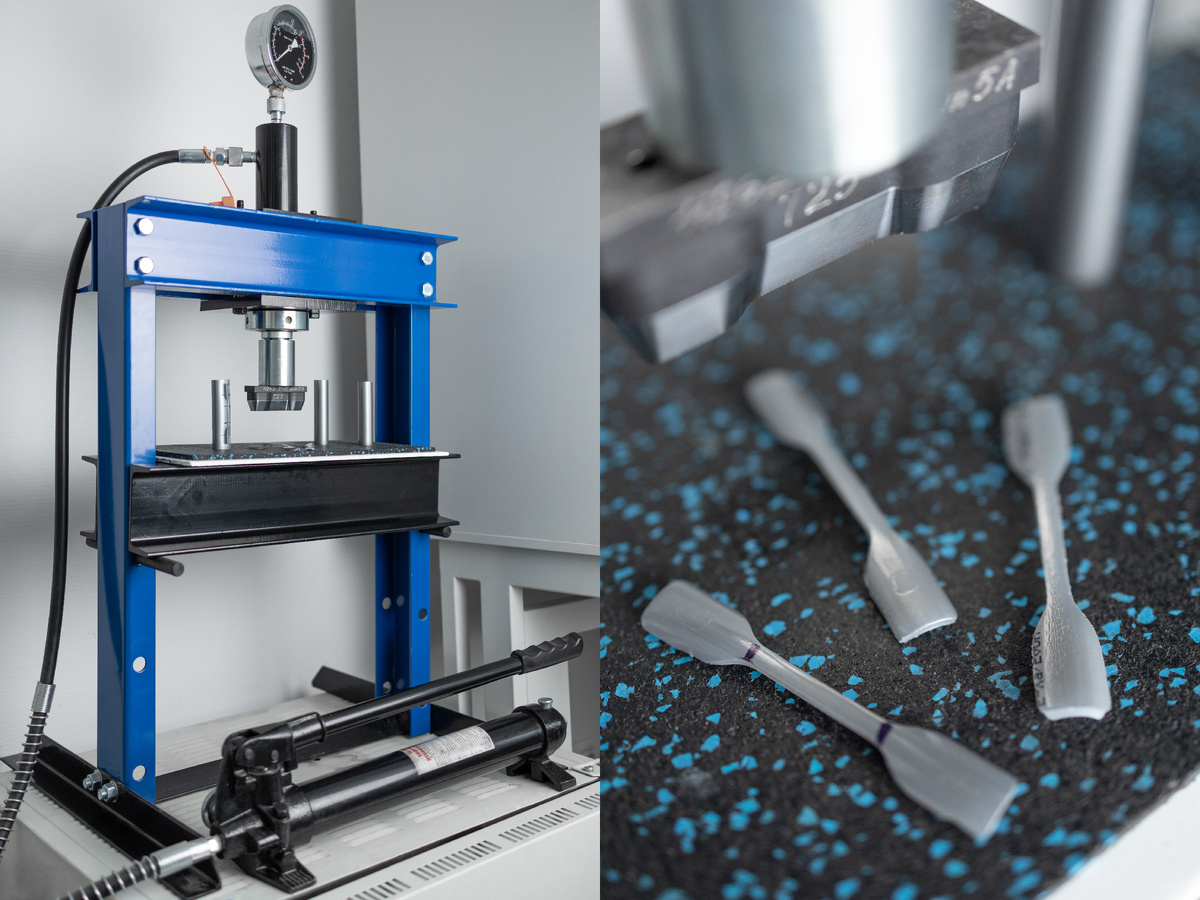
Ещё одно значимое испытание — проверка относительного удлинения труб.
«Из трубы изготавливается лопатка, которая должна удлиняться в три с половиной раза, — рассказывает Константин Ковшар. — В лаборатории также тестируются соединения труб и фитингов. Они проходят испытания в гидротанке при постоянном давлении, что гарантирует их надёжность в реальных условиях эксплуатации».
Все фитинги PPSU проверяются на устойчивость к метилэтилкетону, что имитирует преждевременное старение. Если фитинг не проходит тест, он не попадает в готовую партию.
Лаборатория «РОСТерм» имеет аттестат, позволяющий как проводить внутренние испытания, так и предоставлять услуги сторонним организациям. Лаборатория ежегодно проходит инспекционный контроль, чтобы подтвердить соответствие высоким стандартам предприятия.
Для обеспечения полной прозрачности производства компания хранит референсные образцы всех партий труб.
«Это необходимо для возможных рекламационных проверок. Мы всегда готовы предоставить образец для независимой экспертизы и дополнительных исследований», — отмечает технический директор «РОСТерм».
Организация производства
Цех по выпуску полипропиленовых труб оборудован четырьмя линиями для производства не армированных и армированных стекловолокном труб. Завод использует исключительно итальянские и немецкие производственные линии, чтобы обеспечить высокую надёжность и скорость выпуска продукции.
На производстве полипропиленовых труб каждая линия оснащена несколькими важными элементами, обеспечивающими эффективность и качество продукции.Основной подающий экструдер поддерживает постоянную температуру и давление, что является критически важным для стабильности производственного процесса. Автоматическая система дозирования сырья гарантирует точное соблюдение технологической карты, позволяя контролировать количество поступающего материала и минимизировать вероятность брака. Вспомогательный экструдер используется для подачи стеклонаполненного компаунда, с помощью которого минимизируется линейное расширение изготовленной трубы в процессе её эксплуатации.
Процесс производства начинается с экструзии, когда сырьё подаётся в основной экструдер, где оно плавится и приобретает однородную консистенцию. Затем расплавленный материал проходит через формующую головку, придающую трубе необходимую геометрию. После этого труба попадает в калибратор, где она обретает окончательные параметры, такие как, например, внешний диаметр, соответствующие требованиям ГОСТа. Далее следует процесс охлаждения, при котором труба проходит через ванны с циркулирующей водой, чтобы обеспечить необходимую температуру и избежать деформаций.
На завершающем этапе производится маркировка труб лазерным принтером для долговечности и простоты идентификации, а затем трубы разрезаются на заданные длины и проходят контроль качества, где каждый метр проверяется на соответствие стандартам.
«Такой комплексный подход к производству позволяет обеспечить высокое качество и надёжность продукции, удовлетворяя потребности даже самых требовательных клиентов», — говорит Константин Ковшар.
Контроль в реальном режиме времени
Оперативный контроль выходных параметров трубы осуществляется с помощью высокочувствительных сенсоров, установленных на различных участках производственной линии. Эти сенсоры измеряют наружный диаметр и геометрию изготовленной трубы с высокой точностью. Если происходит отклонение от заданных параметров, система моментально фиксирует это и активирует светозвуковую сигнализацию, оповещая оператора о необходимости вмешательства.
Благодаря такой системе контроля любые неполадки или несоответствия параметров процесса производства быстро обнаруживаются и устраняются. Оператор может оперативно внести необходимые корректировки в процесс, что значительно снижает вероятность брака. Это не только повышает качество конечного продукта, но и оптимизирует производственный процесс, минимизируя потери времени и материалов.
Охлаждение и окрашивание труб
Охлаждение труб на производстве компании «РОСТерм» осуществляется в специализированных ваннах, где используется циркулирующая вода, охлаждаемая чиллером. Этот процесс начинается сразу после экструзии, когда материал ещё горячий и нуждается в быстром охлаждении для стабилизации размеров и придания окончательной формы. Вода циркулирует через систему ванн, поддерживая постоянную температуру, необходимую для равномерного и эффективного охлаждения труб.
Система охлаждения с чиллером играет ключевую роль в производственном процессе. Чиллер обеспечивает подачу холодной воды в ванны, поддерживая её температуру на оптимальном уровне. Это позволяет избежать перегрева труб и гарантирует их равномерное охлаждение.
Процесс окрашивания труб также важен и включает использование различных красителей. Красители добавляются в материал на стадии экструзии, обеспечивая равномерное окрашивание всей массы. Красный цвет используется для армированных слоёв труб, что помогает визуально отличать эти слои и указывает на их особые свойства и усиленные характеристики. Чёрный и белый цвета применяются для основных слоёв труб, что придаёт им эстетический вид и позволяет соответствовать высоким требованиям стандартов качества.
Использование различных красителей не только улучшает внешний вид труб, но и выполняет важные функциональные задачи. Например, красный цвет армированных слоёв помогает легко идентифицировать их в случае необходимости ремонта или обслуживания. Чёрный и белый цвета основных слоёв труб способствуют улучшению их видимости и идентификации на строительных площадках и в системах водоснабжения и отопления.
«Благодаря такому подходу продукция компании “РОСТерм” отвечает высоким стандартам качества и эстетическим требованиям. Цветовая кодировка труб помогает облегчить их идентификацию и применение, что особенно важно для строителей и монтажников», — поясняет Константин Ковшар.
Маркировка и резка
Процесс маркировки и резки труб организован с учётом современных технологий и требований к качеству. Сразу после выхода трубы из охлаждающей ванны на её поверхность наносится лазерная маркировка. Она обеспечивает чёткость и долговечность информации, которая остаётся видимой и читаемой на протяжении всего срока эксплуатации трубы. Эта маркировка содержит важные данные, такие как наименование производителя, дата изготовления, технические характеристики трубы и серийный номер. Всё это позволяет легко идентифицировать каждую трубу, что важно для контроля качества и отслеживания продукции.
После этапа маркировки труба поступает в тянущее устройство, которое отвечает за поддержание постоянной скорости движения трубы, что критично для последующих операций. Оно обеспечивает равномерное натяжение и стабильность процесса, предотвращая деформации и повреждения трубы.
Следующий этап — резка труб. Здесь труба проходит через отрезное устройство, где она нарезается на нужные длины в соответствии с требованиями заказчика. Процесс резки осуществляется с высокой точностью благодаря автоматизированной системе управления, которая программируется для достижения необходимых параметров. Точное соблюдение длины труб важно для их дальнейшей транспортировки, монтажа и использования.
Лазерная маркировка изделия обеспечивает чёткость и долговечность информации, которая остаётся видимой и читаемой на протяжении всего срока эксплуатации трубы. Эта маркировка содержит важные данные, такие как наименование производителя, дата изготовления, технические характеристики трубы и серийный номер
Отрезное устройство оснащено современными ножами и системами контроля, что позволяет достигать чистого и ровного среза без заусенцев и других дефектов. Это облегчает последующую обработку труб и улучшает их внешний вид.
«Вся информация о процессе резки и маркировки фиксируется в автоматизированной системе контроля, что позволяет отслеживать каждую произведённую партию и оперативно реагировать на любые отклонения», — уточняет технический директор «РОСТерм».
Производство композитных материалов
На заводе «РОСТерм» используется собственная технология изготовления стеклонаполненного компаунда. Процесс начинается с тщательного отбора и подготовки сырья. Основным компонентом компаунда является стекловолоконная нить, которая обладает высокими прочностными характеристиками и термостойкостью.
Первым этапом изготовления стеклонаполненного компаунда является резка стекловолоконной нити. Этот процесс осуществляется в специальном отсеке линии, после чего материал попадает в ванну с полипропиленом. Полипропилен обеспечивает необходимую гибкость и устойчивость к воздействию различных факторов, что делает компаунд идеальным для использования в производстве труб и других изделий.
После этого происходит процесс формирования полипропиленовых нитей с содержанием стекловолоконной нити, и далее происходит процесс охлаждения для стабилизации структуры компаунда. Данный процесс контролируется с высокой точностью, что позволяет предотвратить деформации и получить правильную по геометрии гранулу. Охлаждение проводится в специализированных установках, где поддерживается оптимальная температура и скорость охлаждения.
Следующий этап — дробление. Охлаждённая стеклонаполненная нить поступает в дробильные машины, где она измельчается до заданных размеров. Дробление необходимо для того, чтобы компаунд можно было легко смешивать с другими компонентами в процессе производства труб. Размер частиц тщательно контролируется, чтобы обеспечить их равномерное распределение в конечном продукте.
После дробления компаунд подвергается сушке. Влажность материала должна быть минимальной, поскольку излишняя влага может негативно повлиять на качество конечного продукта. Процесс сушки осуществляется в специальных сушильных установках, которые обеспечивают оптимальные условия для удаления влаги без перегрева материала.
«Самостоятельное изготовление стеклонаполненного компаунда на нашем заводе даёт нам несколько ключевых преимуществ, — поясняет Константин Ковшар. — Во-первых, это позволяет контролировать качество на всех этапах производства. Во-вторых, снижение зависимости от внешних поставщиков снижает логистические затраты и риски, связанные с задержками поставок или несоответствием качества сырья. В-третьих, мы имеем возможность оперативно вносить изменения в состав и свойства компаунда в соответствии с требованиями клиентов и специфическими условиями производства».
Изготовление полимерных изделий
На заводе особое внимание уделяется эффективности производства и качеству выпускаемой продукции, что, в частности, проявляется в работе цеха термопластавтоматов. В этом цехе производится широкий ассортимент фитингов и различных вспомогательных элементов, необходимых для монтажа и эксплуатации трубопроводных систем.
«Для изготовления фитингов и других важных компонентов завод использует исключительно первичное сырьё, — подчёркивает технический директор завода. — Первичное сырьё обладает высокой чистотой и однородностью, что обеспечивает надёжность и долговечность готовой продукции. Такие фитинги демонстрируют отличные эксплуатационные характеристики, устойчивы к воздействию внешних факторов и соответствуют всем стандартам качества».
Однако в производственном процессе не обходится без отходов. В этом случае на заводе «РОСТерм» применяет вторичные гранулы, образующуюся в процессе переработки отходов производства. Она используется для изготовления аксессуаров, таких как клипсы, фиксаторы поворота, кожухи и многое другое. Эти детали, хотя и не являются ключевыми элементами трубопроводных систем, всё же играют важную роль в обеспечении удобства и надёжности монтажа.
Использование вторичных гранул для изготовления таких деталей позволяет предприятию значительно снизить количество производственных отходов, что способствует экологически безопасному производству и рациональному использованию ресурсов.
Технологии PE‑Xa
На «РОСТерме» производство труб PE-Xa осуществляется с использованием передовой технологии Fast PE-X, что позволяет компании предлагать своим клиентам продукцию высокого качества, удовлетворяющую различные потребности.
Этот инновационный метод позволяет значительно увеличить скорость производства труб PE-Xa. В основе данной технологии лежит использование инфракрасной печи для сшивки труб. Инфракрасное излучение обеспечивает равномерное и быстрое нагревание материала, что ускоряет процесс сшивки и позволяет увеличить производительность.
Трубы, изготовленные по технологии Fast PE-X, сохраняют высокие эксплуатационные характеристики, сопоставимые с трубами, произведёнными по методу, изобретённому Томасом Энгелем, но процесс их производства занимает значительно меньше времени.
Система бережливого производства
На производстве завода «РОСТерм» внедрена система бережливого производства 5С, которая направлена на рационализацию рабочего пространства и улучшение всех аспектов производственного процесса. Принципы этой системы включают пять ключевых элементов: сортировку, систематизацию, содержание в чистоте, стандартизацию и совершенствование. Внедрение этих принципов на всех уровнях производства позволяет не только повысить эффективность работы, но и значительно улучшить условия труда для сотрудников.
«Внедрение системы 5С на производстве “РОСТерм” имеет множество положительных эффектов, — рассказывает Константин Ковшар. — Рационализация рабочего пространства и повышение уровня организации труда способствуют увеличению производительности и снижению затрат. А улучшение условий труда положительно сказывается на удовлетворённости и мотивации сотрудников, что, в свою очередь, способствует снижению текучести кадров и повышению качества продукции».
Завод «РОСТерм» демонстрирует высокий уровень технологического оснащения и строгое соблюдение стандартов качества на каждом этапе производства полипропиленовых труб. Это обеспечивает надёжность продукции и неукоснительное удовлетворение потребностей клиентов.